You might also like
- Control of Ovality in Pipe Bending-A New ApproachDocument5 pagesControl of Ovality in Pipe Bending-A New ApproachJuan AlmeidaNo ratings yet
- Directional DrillingDocument32 pagesDirectional DrillingDante SchneiderNo ratings yet
- Directional DrillingDocument12 pagesDirectional DrillingAsif IqbalNo ratings yet
- Design For Manufacturability: Casting Design and Simulation 2012Document3 pagesDesign For Manufacturability: Casting Design and Simulation 2012Pranjal JainNo ratings yet
- 04 Hybrid RotaryDocument9 pages04 Hybrid RotaryElizabethMnsgNo ratings yet
- Casting Software Lab: Part, Core, Mold: Casting Design and Simulation 2012Document4 pagesCasting Software Lab: Part, Core, Mold: Casting Design and Simulation 2012Pranjal JainNo ratings yet
- Directional DrillingDocument102 pagesDirectional DrillingmatiasNo ratings yet
- (PDF) Machining Operations and Machine ToolsDocument31 pages(PDF) Machining Operations and Machine ToolsKishwatNo ratings yet
- 2010 Model Year Technical ForumDocument89 pages2010 Model Year Technical Forumpablo_sag18100% (3)
- Gear Hobbing FeedingDocument2 pagesGear Hobbing Feedingwalmir.f.navarroNo ratings yet
- API 610 Centrifugal Pump Types - OH, BB & VSDocument17 pagesAPI 610 Centrifugal Pump Types - OH, BB & VSDANISH ALINo ratings yet
- Assignment in Subsea Engineering Technology: Villarino, Ray Jason A. Bspe 5ADocument2 pagesAssignment in Subsea Engineering Technology: Villarino, Ray Jason A. Bspe 5AXaviery Keith NoconNo ratings yet
- Rotational Part Example - Capproductions: David Legge / Engineering Design GroupDocument2 pagesRotational Part Example - Capproductions: David Legge / Engineering Design GroupKnvpavankalyan SunnyNo ratings yet
- Asif Ullah,: Me-418 Cad/Cam Laboratory - CreoDocument43 pagesAsif Ullah,: Me-418 Cad/Cam Laboratory - CreoTalhaNo ratings yet
- Asif Ullah,: Me-418 Cad/Cam Laboratory - CreoDocument43 pagesAsif Ullah,: Me-418 Cad/Cam Laboratory - CreoTalhaNo ratings yet
- Asif Ullah,: Me-418 Cad/Cam Laboratory - CreoDocument43 pagesAsif Ullah,: Me-418 Cad/Cam Laboratory - CreoTalhaNo ratings yet
- Design and Fabrication of Vertical AxisDocument4 pagesDesign and Fabrication of Vertical AxisAdibo FostinNo ratings yet
- Directional Well ProfilesDocument4 pagesDirectional Well Profilesmadonnite3781No ratings yet
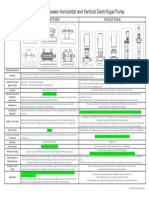
- Comparison Between Horizontal and Vertical PumpDocument1 pageComparison Between Horizontal and Vertical PumpWilmer GarcíaNo ratings yet
- Brecher2013 Article InfluenceOfTheManufacturingMetDocument10 pagesBrecher2013 Article InfluenceOfTheManufacturingMetranim najibNo ratings yet
- 3.well Profile DesignDocument37 pages3.well Profile Designbruno100% (2)
- G) Fasteners, Bolts and JointsDocument64 pagesG) Fasteners, Bolts and JointsUser 9853No ratings yet
- 2017 Test02 (Non Vib, DFA)Document12 pages2017 Test02 (Non Vib, DFA)deepakNo ratings yet
- Himanish Mehra (Mini Project Report)Document31 pagesHimanish Mehra (Mini Project Report)himanish mehraNo ratings yet
- Presentation SlidesDocument24 pagesPresentation SlidesYidenek NgussieNo ratings yet
- Design and Analysis of Centralizer Used in WellboreDocument6 pagesDesign and Analysis of Centralizer Used in WellboresatyendraNo ratings yet
- Mechanical Engineering Drawing: MECH 211Document98 pagesMechanical Engineering Drawing: MECH 211SaumyaNo ratings yet
- CulvertDesign - Design in Easy Manner1 - 20 - 15Document24 pagesCulvertDesign - Design in Easy Manner1 - 20 - 15Subash KathiresanNo ratings yet
- Ijciet 09 13 153Document8 pagesIjciet 09 13 153Prasun BanikNo ratings yet
- Gear TechnologyDocument31 pagesGear TechnologyRishabh GawriNo ratings yet
- Bini 1Document64 pagesBini 1Mikias TewachewNo ratings yet
- BHA FundamentalsDocument30 pagesBHA FundamentalsAnkit Goyal100% (1)
- 2006 Turner BikesDocument16 pages2006 Turner BikesRichard Quito SeguraNo ratings yet
- Drilling Engineering Overview: Project ManagementDocument24 pagesDrilling Engineering Overview: Project ManagementcricameNo ratings yet
- Power Point Presentation For Foot Driven Centrifugal PumpabebawDocument30 pagesPower Point Presentation For Foot Driven Centrifugal PumpabebawKirubel MogesNo ratings yet
- BHEF Section B - HandoutDocument23 pagesBHEF Section B - HandoutadrianstydNo ratings yet
- Face Hobbing Design & DevelopmentDocument14 pagesFace Hobbing Design & DevelopmentMassimiliano TurciNo ratings yet
- HobbsDocument41 pagesHobbsganeshanNo ratings yet
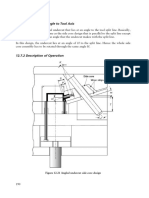
- 2undercuts at Angle To Tool Axis PDFDocument2 pages2undercuts at Angle To Tool Axis PDFnamNo ratings yet
- Please Find The Attached Resume) PDFDocument13 pagesPlease Find The Attached Resume) PDFMUHAMMED FUADNo ratings yet
- Introduction of Manufacturing ProcessesDocument44 pagesIntroduction of Manufacturing Processesdhruvmistry300No ratings yet
- Part SolutionDocument5 pagesPart SolutionCherrydhelNo ratings yet
- Finite Element Study On Chain-Die Forming of An AHSS Channel With Variable DepthDocument24 pagesFinite Element Study On Chain-Die Forming of An AHSS Channel With Variable DepthFRANCK MOREL BENE FANKEMNo ratings yet
- Lecture 6Document25 pagesLecture 6liaqat37_763886179No ratings yet
- Master in Fabrication Layout Development PDFDocument299 pagesMaster in Fabrication Layout Development PDFNicolae Arhire33% (3)
- uPVC Ball Valves: For Water Supply and Irrigation Application..Document2 pagesuPVC Ball Valves: For Water Supply and Irrigation Application..shehanNo ratings yet
- Materi 4 Machining IIDocument51 pagesMateri 4 Machining IIASDI MUNANDAR.FNo ratings yet
- An Example in Steel Casting The One Person Hitch Housing For The 2 and 5 Ton TrucksDocument26 pagesAn Example in Steel Casting The One Person Hitch Housing For The 2 and 5 Ton Trucksram3106No ratings yet
- 80 - Sharma - THESIS - Design of Inlet For Boundary Layer Ingestion in A BWBDocument143 pages80 - Sharma - THESIS - Design of Inlet For Boundary Layer Ingestion in A BWBKevin SánchezNo ratings yet
- Laurence C. Fabiala: Prepared byDocument11 pagesLaurence C. Fabiala: Prepared byLaurenceFabialaNo ratings yet
- S4-Innovative Intersection SolutionDocument44 pagesS4-Innovative Intersection Solutionmuktjemal41No ratings yet
- Suction Bowl DesignDocument3 pagesSuction Bowl DesignSouvik SingharoyNo ratings yet
- PtrE 521 - Lecture 6 - Horizontal and Multilateral WellsDocument116 pagesPtrE 521 - Lecture 6 - Horizontal and Multilateral WellsGhoulemEllah Haithem IfreneNo ratings yet
- Detaliu Nod Pod Integral 3Document56 pagesDetaliu Nod Pod Integral 3Bogdan HritcuNo ratings yet
- The Best of Both Worlds-A Hybrid Rotary Steerable System: Oklahoma City, Oklahoma, USADocument9 pagesThe Best of Both Worlds-A Hybrid Rotary Steerable System: Oklahoma City, Oklahoma, USAStefany Jimenez MendozaNo ratings yet
- Types of Directional Well ProfileDocument6 pagesTypes of Directional Well Profileamol modakNo ratings yet
- Technical Data Sheet: Board Type in Line With EN 622-5Document2 pagesTechnical Data Sheet: Board Type in Line With EN 622-5JulioG.CamposCadenaNo ratings yet
- Features and Benefits: Model CB 15-100 HP BoilersDocument5 pagesFeatures and Benefits: Model CB 15-100 HP BoilerssebaversaNo ratings yet
- 600MW Training Manual of Boiler 20110326Document94 pages600MW Training Manual of Boiler 20110326chandhramohan100% (5)
- MicROLOGIC SETTINGDocument6 pagesMicROLOGIC SETTINGiqkhanukNo ratings yet
- CE 551 NonlinearDocument84 pagesCE 551 NonlinearDeepak ChachraNo ratings yet
- Ciht Industrial Training FileDocument48 pagesCiht Industrial Training FileRishabNo ratings yet
- J. Ross Publishing All Rights Reserved: Foundation-Soil InteractionDocument1 pageJ. Ross Publishing All Rights Reserved: Foundation-Soil InteractionBuliga MarianNo ratings yet
- Bridge EngineeringDocument16 pagesBridge EngineeringJoson Anquillano Villegas100% (1)
- Part HF Requirements For Boilers Constructed of Wrought MaterialsDocument21 pagesPart HF Requirements For Boilers Constructed of Wrought MaterialsKarthikeyan ParthasarathyNo ratings yet
- Pelaksanaan Pekerjaan Contiguous Bored Pile Pada Proyek Margocity Mall, DepokDocument9 pagesPelaksanaan Pekerjaan Contiguous Bored Pile Pada Proyek Margocity Mall, DepokTama PutraNo ratings yet
- 3,000 Psi Weld-On & Threaded Adapters: Industries LTDDocument6 pages3,000 Psi Weld-On & Threaded Adapters: Industries LTDJose Alberto Gamiño GarciaNo ratings yet
- Direct Expansion Air ConditioningDocument1 pageDirect Expansion Air ConditioningPrabhat Kumar100% (1)
- 224700, Drinking Fountains and Water CoolersDocument4 pages224700, Drinking Fountains and Water Coolerssrp. mohammedNo ratings yet
- Quaker Passive House' School Is First of Its Kind in Maine: Heating BillDocument10 pagesQuaker Passive House' School Is First of Its Kind in Maine: Heating BillEss AarNo ratings yet
- Astm d7234Document9 pagesAstm d7234chankawai28100% (9)
- Coat Defects PDFDocument72 pagesCoat Defects PDFkirubha_karan2000100% (1)
- DNJ Energy SavingDocument62 pagesDNJ Energy Savingsantoshkumar777No ratings yet
- Downloadmela Com ST7006 Design of BridgesDocument14 pagesDownloadmela Com ST7006 Design of BridgesSuman.SNo ratings yet
- MCT D ManualDocument25 pagesMCT D ManualAmit KumarNo ratings yet
- Cost Comparison Between Foundry ProcessesDocument14 pagesCost Comparison Between Foundry ProcessesSUNDARRAJAN BNo ratings yet
- A 826 - A826m - 95 Qtgyni05nqDocument5 pagesA 826 - A826m - 95 Qtgyni05nqsachinguptachdNo ratings yet
- How Does Heat Affect MagnetsDocument1 pageHow Does Heat Affect MagnetsMmdNo ratings yet
- 257 - Trelleborg Bending StiffenersDocument8 pages257 - Trelleborg Bending StiffenersantidemosNo ratings yet
- تصميم الكمرات الخرسانيةDocument33 pagesتصميم الكمرات الخرسانيةtvsofianNo ratings yet
- Introduction To The ASTM Designation SystemDocument6 pagesIntroduction To The ASTM Designation Systemmajor_duanNo ratings yet
- Shaftwall PD and UL DesignsDocument57 pagesShaftwall PD and UL DesignsBlake FicklingNo ratings yet
- Lecture 2 Sanitary Pipe SizingDocument52 pagesLecture 2 Sanitary Pipe SizingAlchea Aldeguer100% (1)
- Installation Chapter OneDocument16 pagesInstallation Chapter Oneassefa0% (1)
- Temperature Rise Test On SwitchgearDocument4 pagesTemperature Rise Test On SwitchgearBalusamyNo ratings yet
- Shell and Tube Heat Exchangers FormulaDocument3 pagesShell and Tube Heat Exchangers FormulayuvionfireNo ratings yet