You might also like
- An Analysis of Influence of Business Simulation Games On Business School Students' Attitude and Intention Toward Entrepreneurial ActivitiesDocument25 pagesAn Analysis of Influence of Business Simulation Games On Business School Students' Attitude and Intention Toward Entrepreneurial ActivitiesFitria Fii SilmiNo ratings yet
- Ejel Volume15 Issue4 Article607Document12 pagesEjel Volume15 Issue4 Article607Yo AsakuraNo ratings yet
- The Effect of The Kahoot Quiz On The Student's Results in The ExamDocument7 pagesThe Effect of The Kahoot Quiz On The Student's Results in The ExamIndah SNo ratings yet
- OBE Book MalaysiaDocument28 pagesOBE Book MalaysiaShaukat Ali KhanNo ratings yet
- Designing Virtual Olympics Games FrameworkDocument21 pagesDesigning Virtual Olympics Games FrameworkDorian StoilescuNo ratings yet
- Design Culture, Immersion, and Visuo-Spatial Learning: Re-Envisioning TrainingDocument10 pagesDesign Culture, Immersion, and Visuo-Spatial Learning: Re-Envisioning TrainingairesNo ratings yet
- Freeman Et Al. (2014) Hake, 1998 Wilson and Jennings, 2000 Beichner Et Al. (2007) Belcher, 2003 Pirker Et Al. (2014)Document3 pagesFreeman Et Al. (2014) Hake, 1998 Wilson and Jennings, 2000 Beichner Et Al. (2007) Belcher, 2003 Pirker Et Al. (2014)norhaposadaNo ratings yet
- Interactive Learning in Operations Management Higher EducationDocument32 pagesInteractive Learning in Operations Management Higher EducationYugesh BaabhoNo ratings yet
- Ejel Volume14 Issue2 Article490Document17 pagesEjel Volume14 Issue2 Article490Paul TambunanNo ratings yet
- Ai Jurnal 2Document16 pagesAi Jurnal 2Mahda LinaNo ratings yet
- Teaching With Simulations: What Are Instructional Simulations?Document4 pagesTeaching With Simulations: What Are Instructional Simulations?Norazmah BachokNo ratings yet
- The Virtual Avatar Lab (VAL) : Tapping Into Virtual Live Environments To Practice Classroom Feedback ConversationsDocument12 pagesThe Virtual Avatar Lab (VAL) : Tapping Into Virtual Live Environments To Practice Classroom Feedback Conversationsemmanuel torresNo ratings yet
- Research Paper (ITP 222) : Group Members: Maldo, Rogelyn Cornejo, Jhay Layag, Jasmin MarieDocument5 pagesResearch Paper (ITP 222) : Group Members: Maldo, Rogelyn Cornejo, Jhay Layag, Jasmin MarieJasmin Marie G. LayagNo ratings yet
- The Effects of Computer-Simulation Game Training On Participants' Opinions On Leadership StylesDocument24 pagesThe Effects of Computer-Simulation Game Training On Participants' Opinions On Leadership StylesCANDYPANo ratings yet
- Effects of The 5E Teaching Model Using Interactive Simulation On Achievement and Attitude in Physics EducationDocument16 pagesEffects of The 5E Teaching Model Using Interactive Simulation On Achievement and Attitude in Physics EducationLinda Dwi WitrianingrumNo ratings yet
- Virtual Reality-Based Learning Environments: Recent Developments and Ongoing ChallengesDocument12 pagesVirtual Reality-Based Learning Environments: Recent Developments and Ongoing Challengescjj200011No ratings yet
- Adopting Successive Approximation ModelDocument22 pagesAdopting Successive Approximation ModelHeru WiryantoNo ratings yet
- Teaching Lean Manufacturing With Simulations and Games: A Survey and Future DirectionsDocument22 pagesTeaching Lean Manufacturing With Simulations and Games: A Survey and Future DirectionsValaki MimiNo ratings yet
- Inggris 1Document24 pagesInggris 1Alisya NadaNo ratings yet
- Art:10.1007/s10956 011 9314 3Document9 pagesArt:10.1007/s10956 011 9314 3Hirjana Bebeci KokalariNo ratings yet
- 1397-Article Text-5149-2-10-20180228Document23 pages1397-Article Text-5149-2-10-20180228anggawedhuz12No ratings yet
- The Effect of Laboratory Experiment and Interactive Simulation Use On Academic Achievement in Teaching Secondary School Force and Movement UnitDocument13 pagesThe Effect of Laboratory Experiment and Interactive Simulation Use On Academic Achievement in Teaching Secondary School Force and Movement UnitDeonLeo CuencaNo ratings yet
- The Impact of Immersive Virtual Reality Environments On Learning Outcomes and Engagement in Online Higher EducationDocument23 pagesThe Impact of Immersive Virtual Reality Environments On Learning Outcomes and Engagement in Online Higher Educationrubabbz11No ratings yet
- The Benefits of Active Video Games For Educational and Physical Activity Approaches: A Systematic ReviewDocument8 pagesThe Benefits of Active Video Games For Educational and Physical Activity Approaches: A Systematic Reviewayla josephNo ratings yet
- EDS Resol - ProvDocument8 pagesEDS Resol - ProvUlises IriNo ratings yet
- Gamification in Education A Systematic MDocument14 pagesGamification in Education A Systematic MMaria HassanNo ratings yet
- sc2b - Worked ExamplesDocument10 pagessc2b - Worked Examplesapi-403333254No ratings yet
- Game-Based Learning and Flipped LearningDocument10 pagesGame-Based Learning and Flipped LearningPaty GuillénNo ratings yet
- (8-12) Developing Teaching Material For E-Learning EnvironmentDocument5 pages(8-12) Developing Teaching Material For E-Learning EnvironmentiisteNo ratings yet
- Papermsim 5Document6 pagesPapermsim 5MuhammadNo ratings yet
- A Study of The Effect of Teaching and Learning Science SubjectsDocument9 pagesA Study of The Effect of Teaching and Learning Science SubjectschrisucheNo ratings yet
- Teaching Methodology of Different Engineering & B-School at JaipurDocument16 pagesTeaching Methodology of Different Engineering & B-School at JaipurChandan ChowdhuryNo ratings yet
- Ongoing Professional Development Integrating The Interactive Whiteboard Into The Classroom SettingDocument11 pagesOngoing Professional Development Integrating The Interactive Whiteboard Into The Classroom Settingapi-194517036No ratings yet
- Slactions2010 - User Involvement in The Design of Educational Virtual WorldsDocument4 pagesSlactions2010 - User Involvement in The Design of Educational Virtual WorldsResearch conference on virtual worlds – Learning with simulationsNo ratings yet
- Gamification in Education: A Systematic Mapping Study: Darina Dicheva, Christo Dichev, Gennady Agre and Galia AngelovaDocument14 pagesGamification in Education: A Systematic Mapping Study: Darina Dicheva, Christo Dichev, Gennady Agre and Galia AngelovaFabian BuenoNo ratings yet
- GamificationinedpDocument15 pagesGamificationinedpapi-455346827No ratings yet
- Developing A Business Simulation Game To Improve Student Engagement With Accounting TheoryDocument13 pagesDeveloping A Business Simulation Game To Improve Student Engagement With Accounting TheoryIris DescentNo ratings yet
- The Impact of A Simulation Game On OperaDocument15 pagesThe Impact of A Simulation Game On OperaLixo LixoNo ratings yet
- S10758-020-0946new 3Document28 pagesS10758-020-0946new 3Nur Azlin IdayuNo ratings yet
- Kumar - Sultana - Integrat of Multimed F Teac Writ Skills - CALL-EJ - 17!2!2016Document30 pagesKumar - Sultana - Integrat of Multimed F Teac Writ Skills - CALL-EJ - 17!2!2016Hans Peter WieserNo ratings yet
- Gamification Approach To Enhance Students EngagementDocument7 pagesGamification Approach To Enhance Students EngagementNgọc Hồ ThịNo ratings yet
- Adoption of Data Analytics in Higher Education Learning and TeachingFrom EverandAdoption of Data Analytics in Higher Education Learning and TeachingNo ratings yet
- E G M E V C: A E S: Nriching Lobal Arketing Ducation With Irtual Lassrooms N Ffectiveness TudyDocument13 pagesE G M E V C: A E S: Nriching Lobal Arketing Ducation With Irtual Lassrooms N Ffectiveness TudyIoanna DarmarakiNo ratings yet
- Campos2020 Article Simulation-basedEducationInvolDocument15 pagesCampos2020 Article Simulation-basedEducationInvolPham VanNo ratings yet
- Ej 1085923Document12 pagesEj 1085923api-285452044No ratings yet
- What Is AIED and Why Does Education Need It?Document10 pagesWhat Is AIED and Why Does Education Need It?sehar AmbreenNo ratings yet
- Conflict, Controversy, and Complexity: Avoiding The Slippery Stuff' in Social StudiesDocument11 pagesConflict, Controversy, and Complexity: Avoiding The Slippery Stuff' in Social Studiesapi-144310943No ratings yet
- Job Design and Knowledge Productivity A Conceptual FrameworkDocument11 pagesJob Design and Knowledge Productivity A Conceptual FrameworkRohan CoorayNo ratings yet
- Understanding Cognitive Load in Digital and OnlineDocument27 pagesUnderstanding Cognitive Load in Digital and OnlineTrần Thành Thắng TH, THCS và THPT Hoàng ViệtNo ratings yet
- The Effectiveness of Experiential Learning Based On Creative Industry To Improve Competency of Entrepreneurship of Vocational High School StudentsDocument9 pagesThe Effectiveness of Experiential Learning Based On Creative Industry To Improve Competency of Entrepreneurship of Vocational High School StudentsS3 ILMU PENDIDIKANNo ratings yet
- Assignment 2 Enterpreneur in EltDocument18 pagesAssignment 2 Enterpreneur in EltMarni YuliantiNo ratings yet
- Elearning 1Document3 pagesElearning 1Gina Mae GinaatNo ratings yet
- E LearningDocument9 pagesE LearningSalma JanNo ratings yet
- Ascilite 2021: Implementing H5P Online Interactive Activities at ScaleDocument12 pagesAscilite 2021: Implementing H5P Online Interactive Activities at ScaleMahmud RochyNo ratings yet
- Annotated BibliographyDocument5 pagesAnnotated BibliographyDessa SchurrNo ratings yet
- Bab 2 EntreperneurDocument8 pagesBab 2 EntreperneurJhupry JheyNo ratings yet
- Jurnal KonvensionalDocument25 pagesJurnal KonvensionalNeneng TyasNo ratings yet
- Litreture RiviewDocument7 pagesLitreture Riviewapi-298671835No ratings yet
- Higher Education Computer Science: A Manual of Practical ApproachesFrom EverandHigher Education Computer Science: A Manual of Practical ApproachesJenny CarterNo ratings yet
- En BRP IR Governance-Audit Committee FDocument5 pagesEn BRP IR Governance-Audit Committee FHIROSHINo ratings yet
- Dynamic Exercise IN Engineering Education: Learning Push AND Pull ProductionDocument11 pagesDynamic Exercise IN Engineering Education: Learning Push AND Pull ProductionHIROSHINo ratings yet
- Chap 002Document7 pagesChap 002HIROSHINo ratings yet
- Oil Companies - Without SolutionDocument20 pagesOil Companies - Without SolutionHIROSHINo ratings yet
- Queuing SystemsDocument31 pagesQueuing SystemsBlessed Beth MwendeNo ratings yet
- Vanderbilt-Mgmt Service Opns SyllabusDocument10 pagesVanderbilt-Mgmt Service Opns SyllabusHIROSHINo ratings yet
- Queueing Model: A Brief Introduction: InputsDocument13 pagesQueueing Model: A Brief Introduction: InputsHIROSHINo ratings yet
- C M S College of Engineering, Namakkal - 637 003 Department of Management Studies BA9265 Organizational Theory, Design and Development Unit - IDocument2 pagesC M S College of Engineering, Namakkal - 637 003 Department of Management Studies BA9265 Organizational Theory, Design and Development Unit - IsudhaaNo ratings yet
- Diamond TesterDocument6 pagesDiamond Testersaurabh_acmasNo ratings yet
- VCTDS-03143-En Sea Water Valve PU 2192Document8 pagesVCTDS-03143-En Sea Water Valve PU 2192TimNo ratings yet
- RVT Column Internals EN WEB 20220809Document11 pagesRVT Column Internals EN WEB 20220809Göksel VATANNo ratings yet
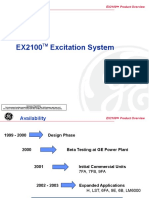
- EX2100 Excitation SystemDocument26 pagesEX2100 Excitation SystemJeziel Juárez100% (2)
- Production and Operation MGT MID TERM Project 2 2Document4 pagesProduction and Operation MGT MID TERM Project 2 2David SharmaNo ratings yet
- BMW 745i E65 4.4 Valvetronic: Digital Adrenaline For YourDocument11 pagesBMW 745i E65 4.4 Valvetronic: Digital Adrenaline For YourPOCHOLO1968No ratings yet
- Analisa EkonomiDocument67 pagesAnalisa EkonomiIMAM TAUFIK SIWI SiwiNo ratings yet
- Hdpe Proforma InvoiceDocument2 pagesHdpe Proforma InvoiceOnnatan DinkaNo ratings yet
- Brosur Kitarack 2022Document2 pagesBrosur Kitarack 2022Yulianto WangNo ratings yet
- Thesis Driven InvestingDocument6 pagesThesis Driven Investingambermooreeverett100% (2)
- Steel Heat Treatment HandbookDocument832 pagesSteel Heat Treatment HandbookSiampol Feepakphor100% (2)
- Boiler 5Document4 pagesBoiler 5Shams TabrezNo ratings yet
- Oertli - SculeDocument307 pagesOertli - SculeDore EmilNo ratings yet
- DR 633 833 1233 (1) BarraDocument15 pagesDR 633 833 1233 (1) BarraJhonatan Bejarano BazanNo ratings yet
- Welcome To Oracle Business Intelligence Tools 10g (10.1.2) : Quick TourDocument2 pagesWelcome To Oracle Business Intelligence Tools 10g (10.1.2) : Quick TourtejukmNo ratings yet
- Connectivity Options Between Honeywell® and DeltaV™ SystemsDocument17 pagesConnectivity Options Between Honeywell® and DeltaV™ SystemsRicardo VillalongaNo ratings yet
- SB805-10800-203 (Sky497)Document4 pagesSB805-10800-203 (Sky497)Gerhard MNo ratings yet
- IT7021 Software Testing UGDocument2 pagesIT7021 Software Testing UGSaraswathy KNo ratings yet
- D46 Seam3 5 3 05Document3 pagesD46 Seam3 5 3 05James SilvozaNo ratings yet
- Project Name: (Insert Your Company Name and Logo Here)Document11 pagesProject Name: (Insert Your Company Name and Logo Here)amitsingh5No ratings yet
- ERP Assignment Group 2Document30 pagesERP Assignment Group 2rajatjbp100% (2)
- Aircraft Pressurization SystemDocument13 pagesAircraft Pressurization Systemviba1995100% (2)
- Irshad Ansari: Al Raha Village Mafraq Abu Dhabi UAEDocument2 pagesIrshad Ansari: Al Raha Village Mafraq Abu Dhabi UAEirshadNo ratings yet
- Control Valve PresentationDocument61 pagesControl Valve PresentationDhanny Miharja100% (1)
- Install GCC 4.7 On RHEL 6Document3 pagesInstall GCC 4.7 On RHEL 6Zhou Yupeng PaulNo ratings yet
- 2023 Product Catalog - 5.2Document22 pages2023 Product Catalog - 5.2Zulfikar BladeNo ratings yet
- PeopleSoft Tree Manager (Introduction To Tree Manager)Document9 pagesPeopleSoft Tree Manager (Introduction To Tree Manager)Naveen Kumar NaiduNo ratings yet
- Nghi Son Ii Thermal Power Plant 1. DescriptionDocument2 pagesNghi Son Ii Thermal Power Plant 1. DescriptionDoan Ngoc DucNo ratings yet
- Eaton br01601001z PhotovoltaicDocument40 pagesEaton br01601001z Photovoltaickn65238859No ratings yet