You might also like
- Review B4C Jace4865 Boron Carbide Structure Properties and Stability Under StressDocument24 pagesReview B4C Jace4865 Boron Carbide Structure Properties and Stability Under StressAlexandru PrisecaruNo ratings yet
- Metallic Matrix Composites: Composite Materials, Vol. 4From EverandMetallic Matrix Composites: Composite Materials, Vol. 4Kenneth G. KreiderNo ratings yet
- Boron in SteelDocument8 pagesBoron in SteelMuhammad Rizqi RamadhanNo ratings yet
- Synthesis of High Purity Micron Size Boron Carbide Powder From B2O3/C PrecursorDocument5 pagesSynthesis of High Purity Micron Size Boron Carbide Powder From B2O3/C PrecursorSinisa Gale GacicNo ratings yet
- Manufacturing and Experimental Testing of Carbon Fiber Composite Helicopter BladeDocument10 pagesManufacturing and Experimental Testing of Carbon Fiber Composite Helicopter BladeIJRASETPublicationsNo ratings yet
- New Metallic Materials-Al-Li AlloysDocument23 pagesNew Metallic Materials-Al-Li AlloyszorazhrNo ratings yet
- Reusser C. Modern Ship Engineering, Design and Operations, 2021Document87 pagesReusser C. Modern Ship Engineering, Design and Operations, 2021Xue Feng DuNo ratings yet
- Aluminizing Nickel Foam by A Slurry Coating ProcessDocument3 pagesAluminizing Nickel Foam by A Slurry Coating ProcessFatih BozkurtNo ratings yet
- Failure PDFDocument101 pagesFailure PDFManuel GasparNo ratings yet
- QuesTeksFerriumC61C64andC6 PDFDocument23 pagesQuesTeksFerriumC61C64andC6 PDFEmily MillerNo ratings yet
- Challenges Metallic FuselageDocument12 pagesChallenges Metallic FuselageAntonio ValenteNo ratings yet
- HR Wallingford PDFDocument4 pagesHR Wallingford PDFAzisNo ratings yet
- Design Technologies for Railway Wheels and Future ProspectsDocument8 pagesDesign Technologies for Railway Wheels and Future ProspectsAbdulhmeed MutalatNo ratings yet
- Alcoa Aerospace Briefing June92011Document20 pagesAlcoa Aerospace Briefing June92011Mark Evan SalutinNo ratings yet
- SlimPAR Q12BT UM Rev4Document18 pagesSlimPAR Q12BT UM Rev4Jaime PeraltaNo ratings yet
- Manual Wire Bond Pull Tester - Micropull V - MP5Document4 pagesManual Wire Bond Pull Tester - Micropull V - MP5Alberto Moreno GarrigaNo ratings yet
- Biaxial Testing MachineDocument1 pageBiaxial Testing MachineAshok MacheNo ratings yet
- 8533 Series 180041 PDFDocument61 pages8533 Series 180041 PDFteuiragNo ratings yet
- Thermal Runaway Challenges in Next Generation Battery Pack DesignsDocument26 pagesThermal Runaway Challenges in Next Generation Battery Pack DesignsAndré CoutinhoNo ratings yet
- Colour Anodizing of Aluminum Alloys Outdated)Document3 pagesColour Anodizing of Aluminum Alloys Outdated)tootalldeanNo ratings yet
- 990Document6 pages990arundixituNo ratings yet
- Fabrication and Mechanical Properties of Aluminium-Boron Carbide CompositesDocument4 pagesFabrication and Mechanical Properties of Aluminium-Boron Carbide CompositesUMA MAHESHNo ratings yet
- A Study On Mechanical and Machinability Characteristics of Hybrid Metal Matrix CompositeDocument4 pagesA Study On Mechanical and Machinability Characteristics of Hybrid Metal Matrix CompositearundixituNo ratings yet
- Research ArticleDocument10 pagesResearch ArticlePerumalla Janaki RamuluNo ratings yet
- IJRPR14150Document5 pagesIJRPR14150Udayashankar SNo ratings yet
- 17 Basirun, Nurul Fasihah, Et Al. Effect of Grinded CBA On StrengthDocument8 pages17 Basirun, Nurul Fasihah, Et Al. Effect of Grinded CBA On StrengthFikrilAzimAbdulSaniNo ratings yet
- The Effect of Titanium Dioxide Coated Carbon Fibers On The Aluminum Alloy Matrix Composite StrengthDocument7 pagesThe Effect of Titanium Dioxide Coated Carbon Fibers On The Aluminum Alloy Matrix Composite StrengthsaifbenNo ratings yet
- Effect of Alumina Addition On Wel Deposit Microstructure at The Welding of Carbon SteelDocument7 pagesEffect of Alumina Addition On Wel Deposit Microstructure at The Welding of Carbon SteelPamuk Eda CeylanNo ratings yet
- Microstructure and Mechanical Characteristics of CDA-B C Hybrid Metal Matrix CompositesDocument15 pagesMicrostructure and Mechanical Characteristics of CDA-B C Hybrid Metal Matrix Compositestamil selvanNo ratings yet
- Indian Journal Tribology July 2019Document32 pagesIndian Journal Tribology July 2019Priti Suman MishraNo ratings yet
- 2 Reciprocating Wear Resistance of Al-SiC Nano-Composite Fabricated by Accumulative Roll Bonding ProcessDocument6 pages2 Reciprocating Wear Resistance of Al-SiC Nano-Composite Fabricated by Accumulative Roll Bonding Processakash.biradarNo ratings yet
- A Study On Friction and Wear Behaviour of CarburizedDocument8 pagesA Study On Friction and Wear Behaviour of CarburizedELROHIR CULNAMONo ratings yet
- Fabrication of Al-2 Vol% Al2O3-SiCDocument9 pagesFabrication of Al-2 Vol% Al2O3-SiCudaypattelaNo ratings yet
- Microstructure and Mechanical Properties of Powder Metallurgy 2024 Aluminum Alloy During Cold RollingDocument12 pagesMicrostructure and Mechanical Properties of Powder Metallurgy 2024 Aluminum Alloy During Cold Rollingjesus herazoNo ratings yet
- 002 Wear b4c Al7075 MMCDocument7 pages002 Wear b4c Al7075 MMCSamuelshrlyNo ratings yet
- Materials Today: Proceedings: S. Arun Kumar, J. Hari Vignesh, S. Paul JoshuaDocument6 pagesMaterials Today: Proceedings: S. Arun Kumar, J. Hari Vignesh, S. Paul JoshuaLalliNo ratings yet
- Development and Testing of Al5083 Alloy Reinforced by SiC ParticlesDocument8 pagesDevelopment and Testing of Al5083 Alloy Reinforced by SiC Particlesijsret100% (1)
- Consideration On Zinc Content On The Microstructure, Mechanical, and Corrosion Evolution of Aluminum/zinc Composites Fabricated by CARB ProcessDocument16 pagesConsideration On Zinc Content On The Microstructure, Mechanical, and Corrosion Evolution of Aluminum/zinc Composites Fabricated by CARB ProcessADRIANONo ratings yet
- CE032 FINAL ReformattedDocument11 pagesCE032 FINAL ReformattedElakkiya KarthicNo ratings yet
- Development of WC-Feal Composite by Stir Casting MethodDocument6 pagesDevelopment of WC-Feal Composite by Stir Casting MethodIJEMR JournalNo ratings yet
- Effect of Hardness, Tensile and Wear Behavior of Al-4.5Wt%Cu Alloy/Flyash/Sic Metal Matrix CompositesDocument5 pagesEffect of Hardness, Tensile and Wear Behavior of Al-4.5Wt%Cu Alloy/Flyash/Sic Metal Matrix CompositesIJMERNo ratings yet
- Fracture Toughness of AA2024 Aluminum Fly Ash Metal Matrix CompositesDocument17 pagesFracture Toughness of AA2024 Aluminum Fly Ash Metal Matrix CompositesMani KandanNo ratings yet
- IJSRET V5 Issue2 234Document4 pagesIJSRET V5 Issue2 234S M UrufNo ratings yet
- A Review On Al Si Alloy As A Matrix Material For MMCs 2014Document9 pagesA Review On Al Si Alloy As A Matrix Material For MMCs 2014debisi14140No ratings yet
- Abrasive Wear Behavior of Boronized AISI 8620 Steel 2008 PDFDocument7 pagesAbrasive Wear Behavior of Boronized AISI 8620 Steel 2008 PDFSteffen AichholzNo ratings yet
- Influence of Copper and Molybdenum on Dry Sliding Wear of Sintered Carbon SteelDocument9 pagesInfluence of Copper and Molybdenum on Dry Sliding Wear of Sintered Carbon SteelkrishnaNo ratings yet
- Synthesis and consolidation methods for boron carbideDocument37 pagesSynthesis and consolidation methods for boron carbideProsenjit DuttaNo ratings yet
- Applied SciencesDocument20 pagesApplied SciencesmahmoodNo ratings yet
- Complex Diffusion Saturation of Carbon Steel 1045Document6 pagesComplex Diffusion Saturation of Carbon Steel 1045App. QuizNo ratings yet
- 1-S2.0-S0261306912008175-Main Composite CNTDocument9 pages1-S2.0-S0261306912008175-Main Composite CNTM.A. NANTHAKUMARNo ratings yet
- Jmad PDFDocument10 pagesJmad PDFArunachalam NarayananNo ratings yet
- Effect of Carbon Nanotubes Addition On Fracture Toughness in Aluminium Silicon Carbide CompositeDocument9 pagesEffect of Carbon Nanotubes Addition On Fracture Toughness in Aluminium Silicon Carbide Compositechandra mouliNo ratings yet
- Basalt Fiber Reinforced Concrete: A Compressive Review On Durability AspectsDocument23 pagesBasalt Fiber Reinforced Concrete: A Compressive Review On Durability AspectsMohamed ArbiliNo ratings yet
- Corrosion Behavior of Plain Carbon Steels Under Different Heat Treatment Conditions in Freely Aerated 3.5% NaCl SolutionDocument62 pagesCorrosion Behavior of Plain Carbon Steels Under Different Heat Treatment Conditions in Freely Aerated 3.5% NaCl SolutionDra. Nelly Abigail Rodríguez RosalesNo ratings yet
- Introduction of A New Type of Metal Foam (Metallic Bubble Wrap)Document5 pagesIntroduction of A New Type of Metal Foam (Metallic Bubble Wrap)mubarakNo ratings yet
- 1) Powder Blender. 2) Die Used For Compaction. 3) Sintering FurnaceDocument4 pages1) Powder Blender. 2) Die Used For Compaction. 3) Sintering FurnacesameekshaNo ratings yet
- Final ThesisDocument60 pagesFinal ThesisManjunatha EikilaNo ratings yet
- Evaluation of Microstructure and Mechanical Properties of Al-Cu-Tio - Zro CompositesDocument12 pagesEvaluation of Microstructure and Mechanical Properties of Al-Cu-Tio - Zro CompositesSujoy ChakrabortyNo ratings yet
- Microstructure, Mechanical and Wear Properties of Al 7075-Boron Carbide-Cow Dung Ash Hybrid MMCsDocument9 pagesMicrostructure, Mechanical and Wear Properties of Al 7075-Boron Carbide-Cow Dung Ash Hybrid MMCsMani KandanNo ratings yet
- Zhang 2018Document8 pagesZhang 2018whatisnameNo ratings yet
- Zhang 2018Document8 pagesZhang 2018whatisnameNo ratings yet
- CimDocument24 pagesCimwhatisnameNo ratings yet
- PHD Interview Select List - 106-Computer Sci & Engg - 0Document2 pagesPHD Interview Select List - 106-Computer Sci & Engg - 0whatisnameNo ratings yet
- Fabrication of Biodegradable MG Alloy Bone Scaffold Through Electrical Discharge - Drilling RouteDocument11 pagesFabrication of Biodegradable MG Alloy Bone Scaffold Through Electrical Discharge - Drilling RoutewhatisnameNo ratings yet
- Cold Hot Working AnnealingDocument40 pagesCold Hot Working AnnealingBaljeet KaurNo ratings yet
- Inspection Metrology: Mechanical EngineeringDocument21 pagesInspection Metrology: Mechanical EngineeringwhatisnameNo ratings yet
- Fabrication of Biodegradable MG Alloy Bone Scaffold Through Electrical Discharge - Drilling RouteDocument11 pagesFabrication of Biodegradable MG Alloy Bone Scaffold Through Electrical Discharge - Drilling RoutewhatisnameNo ratings yet
- Inspection Metrology: Mechanical EngineeringDocument21 pagesInspection Metrology: Mechanical EngineeringwhatisnameNo ratings yet
- TRB Polytechnic Mechanical Engineering Answer Key PDFDocument1 pageTRB Polytechnic Mechanical Engineering Answer Key PDFwhatisnameNo ratings yet
- AE Mech 2014 PDFDocument25 pagesAE Mech 2014 PDFmeetbalakumarNo ratings yet
- Defectos de LaminadoDocument0 pagesDefectos de Laminadoאבימיי דור אבימיי דורNo ratings yet
- 1Document9 pages1ambari4u1444No ratings yet
- Mechanical EngineeringDocument121 pagesMechanical EngineeringaadhanNo ratings yet
- Prasad2004 PDFDocument9 pagesPrasad2004 PDFwhatisnameNo ratings yet
- Top Machine Tools and Metal Cutting TextbooksDocument1 pageTop Machine Tools and Metal Cutting TextbooksanandnikNo ratings yet
- Syllabi GATE2017 PDFDocument73 pagesSyllabi GATE2017 PDFAnkit Kumar AJNo ratings yet
- Teachers Recruitment BoardDocument2 pagesTeachers Recruitment BoardwhatisnameNo ratings yet
- 135Document50 pages135whatisnameNo ratings yet
- 10 1007@BF00780216Document6 pages10 1007@BF00780216whatisnameNo ratings yet
- ESE Reforms PublicityDocument11 pagesESE Reforms PublicityChirag PatelNo ratings yet
- 11 Chapter6Document41 pages11 Chapter6whatisnameNo ratings yet
- Tribological Properties of Aluminium Metal Matrix Composites (Aa7075 Reinforced With Titanium Carbide (Tic) Particles)Document14 pagesTribological Properties of Aluminium Metal Matrix Composites (Aa7075 Reinforced With Titanium Carbide (Tic) Particles)whatisnameNo ratings yet
- 10 1007@BF00780216Document6 pages10 1007@BF00780216whatisnameNo ratings yet
- 08 Nov 2016 Gate 2017Document1 page08 Nov 2016 Gate 2017whatisnameNo ratings yet
- Install NotesDocument1 pageInstall Notesattaullah_niazi93No ratings yet
- 10 Simple Solutions To Shyness PDFDocument148 pages10 Simple Solutions To Shyness PDFSP Samuel CrespoNo ratings yet
- Effects On Microstructure and Hardness of Al b4c Meta Matrix Composite Fabricated Through Powder MetallurgyDocument5 pagesEffects On Microstructure and Hardness of Al b4c Meta Matrix Composite Fabricated Through Powder MetallurgyarundixituNo ratings yet
- 1176Document1 page1176whatisnameNo ratings yet
- 8-Important Nuclear Physics Mcqs PDFDocument23 pages8-Important Nuclear Physics Mcqs PDFdagnaw megbaruNo ratings yet
- Course Code Question NoDocument8 pagesCourse Code Question NoMansoor AslamNo ratings yet
- Cot 2 AtomsDocument4 pagesCot 2 AtomsMae Anne Salcedo100% (2)
- Exam Style Answers 15 Asal Physics CBDocument3 pagesExam Style Answers 15 Asal Physics CBAnshul ShahNo ratings yet
- Build An AtomDocument2 pagesBuild An Atomapi-553259322No ratings yet
- Identifying Bypassed Oil in Caño Limon With The Carbon/Oxygen LogDocument9 pagesIdentifying Bypassed Oil in Caño Limon With The Carbon/Oxygen LogJhon David Giraldo RodriguezNo ratings yet
- Chemistry CHPT 05 PDFDocument26 pagesChemistry CHPT 05 PDFashleyNo ratings yet
- CHAP 15 Electrostatics 1Document18 pagesCHAP 15 Electrostatics 1MuhammadSultanNo ratings yet
- Ether and Time in ElectromagnetismDocument12 pagesEther and Time in ElectromagnetismEMMANUELNo ratings yet
- Atomic StructureDocument22 pagesAtomic StructureStealer ManNo ratings yet
- New Formula of Nuclear Force PDFDocument7 pagesNew Formula of Nuclear Force PDFSURESH SURAGANINo ratings yet
- ICSE Sample Papers For Class 10 Physics Paper 1Document16 pagesICSE Sample Papers For Class 10 Physics Paper 1시야KpopMDNNo ratings yet
- Origin of The Elements: Astron Astrophys Rev (2023) 31:1Document109 pagesOrigin of The Elements: Astron Astrophys Rev (2023) 31:1AndrewNo ratings yet
- Past Papers IGCSE 2023 43Document8 pagesPast Papers IGCSE 2023 43David ThydetNo ratings yet
- Nuclear Chemistry LabDocument14 pagesNuclear Chemistry LabTaher MotiwallaNo ratings yet
- Atoms, Ions, and Molecules: Grade 8 By: Cipta Tri AsmoroDocument18 pagesAtoms, Ions, and Molecules: Grade 8 By: Cipta Tri AsmorosusantiNo ratings yet
- Gen Ed 2Document69 pagesGen Ed 2Jayson EspielNo ratings yet
- Protons, Neutrons, and Electrons Practice WorksheetDocument3 pagesProtons, Neutrons, and Electrons Practice WorksheetKrystine Yapha AlfarNo ratings yet
- 1st Final Exam For 2nd Semester HUMSS With AnswerDocument5 pages1st Final Exam For 2nd Semester HUMSS With AnswerPrincess Ali Ma-ayaNo ratings yet
- Dwnload Full Biology How Life Works 2nd Edition Morris Test Bank PDFDocument35 pagesDwnload Full Biology How Life Works 2nd Edition Morris Test Bank PDFjosiahshawhm100% (16)
- Los Alamos Radiation Monitoring NotebookDocument101 pagesLos Alamos Radiation Monitoring NotebookGuy HartsoughNo ratings yet
- Chapter 5Document20 pagesChapter 5Rana Hassan TariqNo ratings yet
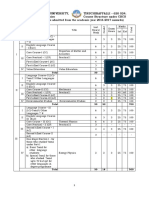
- Bharathidasan University, Tiruchirappalli - 620 024. B.Sc. Physics Course Structure Under CBCSDocument27 pagesBharathidasan University, Tiruchirappalli - 620 024. B.Sc. Physics Course Structure Under CBCSSarjithNo ratings yet
- Chemistry - QuestionsDocument45 pagesChemistry - Questionsmzunl25476No ratings yet
- Chemistry tutorial questions on isotopes, compounds and equationsDocument6 pagesChemistry tutorial questions on isotopes, compounds and equationsAlesha QistinaNo ratings yet
- Chemistry Transition Guide Containing Worksheets, Examiner Reports, Exam Practice EtcDocument90 pagesChemistry Transition Guide Containing Worksheets, Examiner Reports, Exam Practice EtcGazar100% (1)
- CNT Neutron Porosity ToolDocument2 pagesCNT Neutron Porosity ToolAurora Duran LiraNo ratings yet
- Chapter#19Document7 pagesChapter#19Hamza Hassan Syed Mearaj HassanNo ratings yet
- Nuclear Physics IntroDocument261 pagesNuclear Physics IntroSaed Dababneh100% (1)
- Atomic Structure Class 11Document26 pagesAtomic Structure Class 11Milan AgrawalNo ratings yet