You might also like
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- GMC Envoy 02 - Radiator - Support - AssemblyDocument6 pagesGMC Envoy 02 - Radiator - Support - AssemblyTimNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Mould UPKEEPDocument6 pagesMould UPKEEPvinayakNo ratings yet
- 4HK1 & 6HK1 ManualDocument352 pages4HK1 & 6HK1 Manuallionkinghd94% (104)
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Ice Lab 4Document8 pagesIce Lab 4aakh.med.aaliii69No ratings yet
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Ship Equipment Repair Work ProceduresDocument22 pagesShip Equipment Repair Work Proceduresalfian2801No ratings yet
- Job Methodology For Fabrication & Erection of TankDocument22 pagesJob Methodology For Fabrication & Erection of TankBIPIN BALANNo ratings yet
- 01 Body Rear End Panel ReplacementDocument5 pages01 Body Rear End Panel ReplacementNicolaescu GabrielNo ratings yet
- Prompting Science and Engineering Students in Practical TrigonometryFrom EverandPrompting Science and Engineering Students in Practical TrigonometryNo ratings yet
- Tank ErectionDocument13 pagesTank Erectionsajay2010No ratings yet
- Chevy Differentials: How to Rebuild the 10- and 12-BoltFrom EverandChevy Differentials: How to Rebuild the 10- and 12-BoltRating: 5 out of 5 stars5/5 (8)
- FIS113eng Hi Temp BellowsDocument8 pagesFIS113eng Hi Temp Bellowsmahesh_eilNo ratings yet
- How to Rebuild & Modify Ford C4 & C6 Automatic TransmissionsFrom EverandHow to Rebuild & Modify Ford C4 & C6 Automatic TransmissionsRating: 5 out of 5 stars5/5 (5)
- Windlass Bearing 1Document5 pagesWindlass Bearing 1Gaurav MaithilNo ratings yet
- Amt 22013 Prelim HWDocument8 pagesAmt 22013 Prelim HWBoom RenegadesNo ratings yet
- PROCEDURE FOR TANK FABRICATION & ERECTIONDocument15 pagesPROCEDURE FOR TANK FABRICATION & ERECTIONsenthilkumarsk88% (8)
- Fabrication of Gates & Hoists PDFDocument242 pagesFabrication of Gates & Hoists PDFshy_foeNo ratings yet
- Cavalier/Sunfire Collision Repair Issues: © 1995 General Motors Corporation. All Rights ReservedDocument44 pagesCavalier/Sunfire Collision Repair Issues: © 1995 General Motors Corporation. All Rights ReservedJean-Philippe CossetteNo ratings yet
- Oil Storage Tank ConstructionDocument11 pagesOil Storage Tank ConstructionANGEL TORRES100% (3)
- Acson AHU O&M ManualDocument13 pagesAcson AHU O&M ManualKamran AhmedNo ratings yet
- #07-08-57-002E: Water Dripping From A-Pillars or Rear Dome/Reading Lamp (Apply Sealer/Lengthen Drain) - (Jun 6, 2008)Document10 pages#07-08-57-002E: Water Dripping From A-Pillars or Rear Dome/Reading Lamp (Apply Sealer/Lengthen Drain) - (Jun 6, 2008)lamping_apNo ratings yet
- Erection of Reciprocating CompressorsDocument21 pagesErection of Reciprocating Compressorsahmed meselhyNo ratings yet
- Guide Lines For Erection of Verticallift GatesDocument46 pagesGuide Lines For Erection of Verticallift GatesMahipal Reddy100% (1)
- Mold Design Important Features Part 3Document21 pagesMold Design Important Features Part 3Jesus hernandez floresNo ratings yet
- ATA70standard Practice EngineDocument24 pagesATA70standard Practice EnginearunNo ratings yet
- Structural Support Design Guidelines 8-25-16 PDFDocument17 pagesStructural Support Design Guidelines 8-25-16 PDFsbalu12674No ratings yet
- 2023-05-01 2023 FSAE Tech Form - May CompDocument10 pages2023-05-01 2023 FSAE Tech Form - May CompAbdulla Al AhsunNo ratings yet
- Lab Report 4Document6 pagesLab Report 4MALIK MUHAMMAD HAMZA FAROOQ MALIK MUHAMMAD FAROOQNo ratings yet
- Ex PDFDocument8 pagesEx PDFMatías Nicolás Quezada OñederraNo ratings yet
- Nissan Leaf 2014 Workshop Manual - General PrecautionsDocument3 pagesNissan Leaf 2014 Workshop Manual - General PrecautionsyogapostNo ratings yet
- CLGB320 Service Manual201502000-EnDocument480 pagesCLGB320 Service Manual201502000-EnTalita Yasmin Talita100% (1)
- Triumph Service Bulletin 1964Document48 pagesTriumph Service Bulletin 1964tr_freundeNo ratings yet
- 93 Camry Body Repair ManualDocument135 pages93 Camry Body Repair ManualdunericNo ratings yet
- Corvette Body Complete Manual 3823KBDocument41 pagesCorvette Body Complete Manual 3823KBCoolbreeze1224100% (1)
- Chapter 2 Machine Maintenance.: General Workshop ProceduresDocument22 pagesChapter 2 Machine Maintenance.: General Workshop ProcedureswillifenlonNo ratings yet
- Classic Inst Guide v10 - 4Document72 pagesClassic Inst Guide v10 - 4vins21No ratings yet
- Chery A15 Maintenance Manual Chapter TwoDocument6 pagesChery A15 Maintenance Manual Chapter TwoCarlos TecnicNo ratings yet
- 11 Rear RailDocument3 pages11 Rear RailRobert FlorezNo ratings yet
- Chery A15 Inner Lining ManualDocument7 pagesChery A15 Inner Lining ManualCarlos TecnicNo ratings yet
- Module 7 B1 MCQDocument5 pagesModule 7 B1 MCQNurannabi DipuNo ratings yet
- Optima 2001 2.4L Service-ManualDocument917 pagesOptima 2001 2.4L Service-Manualmuhammad nidzwanNo ratings yet
- 17 Metal WorkDocument10 pages17 Metal WorkUlfathbary ABNo ratings yet
- Maintenance Schedule For BOP - 5131086 - 01Document4 pagesMaintenance Schedule For BOP - 5131086 - 01franko guddiNo ratings yet
- Emd Mi315Document6 pagesEmd Mi315Jesse BarnettNo ratings yet
- 501-05 Interior Trim and Ornamentation 2016 Mustang Removal and InstallationDocument35 pages501-05 Interior Trim and Ornamentation 2016 Mustang Removal and InstallationdreamopenerNo ratings yet
- Tools Turbine PDFDocument117 pagesTools Turbine PDFamjadNo ratings yet
- Optima 2001 2.5L Service-ManualDocument923 pagesOptima 2001 2.5L Service-Manualmuhammad nidzwanNo ratings yet
- BVM TONG TORQUE WARNINGSDocument7 pagesBVM TONG TORQUE WARNINGSBahman MatouriNo ratings yet
- Niigata - Replacing Bottom Plates of Oil Storage TanksDocument7 pagesNiigata - Replacing Bottom Plates of Oil Storage TanksJohnson Olarewaju100% (2)
- A70 Chassis Collision Repair Manual PDFDocument79 pagesA70 Chassis Collision Repair Manual PDFstevencychenNo ratings yet
- Repair Manual MP 1Document11 pagesRepair Manual MP 1Tiffany DacinoNo ratings yet
- MP Tec Assembly Manual SnowflakeDocument12 pagesMP Tec Assembly Manual SnowflakeKarbonKaleNo ratings yet
- BomagDocument52 pagesBomagjonahNo ratings yet
- Overhauling multistage centrifugal pumpDocument2 pagesOverhauling multistage centrifugal pumpMohamed Bin IerousNo ratings yet
- TT3 3rd Floor SketchDocument1 pageTT3 3rd Floor SketchLutfi IsmailNo ratings yet
- Attachment 1 - Attendance List (20171011)Document1 pageAttachment 1 - Attendance List (20171011)Lutfi IsmailNo ratings yet
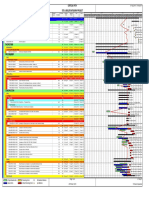
- PSB Schedule Sep 2015 - Critical PathDocument4 pagesPSB Schedule Sep 2015 - Critical PathLutfi IsmailNo ratings yet
- SPLM Licence AgrreementDocument8 pagesSPLM Licence AgrreementFaisca_RNo ratings yet
- QM 9001Document33 pagesQM 9001Lutfi IsmailNo ratings yet
- Boundary Work With Instrument MechanicalDocument7 pagesBoundary Work With Instrument MechanicalLutfi IsmailNo ratings yet
- Release BulletinDocument64 pagesRelease BulletinLutfi IsmailNo ratings yet
- User Guidekis 2010 enDocument96 pagesUser Guidekis 2010 enLutfi IsmailNo ratings yet
- Abbreviations for commodity classification and measurement unitsDocument1 pageAbbreviations for commodity classification and measurement unitscharan74No ratings yet
- SPR Get StartDocument28 pagesSPR Get StartLutfi IsmailNo ratings yet
- SPLM Licence AgrreementDocument8 pagesSPLM Licence AgrreementFaisca_RNo ratings yet
- SPLM Licence AgrreementDocument8 pagesSPLM Licence AgrreementFaisca_RNo ratings yet
- S3DInstall ChecklistDocument7 pagesS3DInstall Checklistsenthilsp3dNo ratings yet
- SPLM Licence AgrreementDocument8 pagesSPLM Licence AgrreementFaisca_RNo ratings yet
- Cover Dokumen VendorDocument1 pageCover Dokumen VendorLutfi IsmailNo ratings yet
- STG & Boiler Batubara Project: Certificate of OriginDocument1 pageSTG & Boiler Batubara Project: Certificate of OriginLutfi IsmailNo ratings yet
- Cover Dokumen VendorDocument1 pageCover Dokumen VendorLutfi IsmailNo ratings yet
- SPR Get StartDocument28 pagesSPR Get StartLutfi IsmailNo ratings yet
- STG & Boiler Batubara Project Organization ChartDocument1 pageSTG & Boiler Batubara Project Organization ChartLutfi IsmailNo ratings yet
- STG & Boiler Batubara Project: Vendor Print ScheduleDocument1 pageSTG & Boiler Batubara Project: Vendor Print ScheduleLutfi IsmailNo ratings yet
- Motor Outline DrawingDocument1 pageMotor Outline DrawingLutfi IsmailNo ratings yet
- VpsDocument1 pageVpsLutfi IsmailNo ratings yet
- Viking Conveyor REMA Tip TopDocument5 pagesViking Conveyor REMA Tip TopLutfi IsmailNo ratings yet
- Y1811 - Piping Layout For RO& Demin Syatem 2 of 3 Rev3Document1 pageY1811 - Piping Layout For RO& Demin Syatem 2 of 3 Rev3Lutfi IsmailNo ratings yet
- Company Profile: Pt. Megatech IndotamaDocument6 pagesCompany Profile: Pt. Megatech IndotamaLutfi IsmailNo ratings yet
- Preventive Maintenace Check ListDocument6 pagesPreventive Maintenace Check ListLutfi IsmailNo ratings yet
- Masjid Al Haram MAPDocument1 pageMasjid Al Haram MAPLutfi IsmailNo ratings yet
- Checklist Parameter Teknis Mobil Rakata V3Document2 pagesChecklist Parameter Teknis Mobil Rakata V3Lutfi IsmailNo ratings yet
- Wuerth IndonesiaDocument1 pageWuerth IndonesiaLutfi IsmailNo ratings yet
- #12 Conveyor Belt Repair OptionsDocument7 pages#12 Conveyor Belt Repair OptionsawfahNo ratings yet
- Catalog284 004Document1 pageCatalog284 004Miltongrimi GrimilNo ratings yet
- Properties of Natural Gas and Condensate SystemsDocument80 pagesProperties of Natural Gas and Condensate SystemsHashem HashemNo ratings yet
- TAPPI TIP-0402-27 Continuous Dig Insp Rev 2005Document11 pagesTAPPI TIP-0402-27 Continuous Dig Insp Rev 2005a_parrat100% (2)
- Landing GearDocument12 pagesLanding GearcmpmarinhoNo ratings yet
- Shuttlewagon Commander ManualDocument21 pagesShuttlewagon Commander ManualDecebalusII100% (2)
- Group 7 Final Project PhysicsDocument8 pagesGroup 7 Final Project PhysicsJoshua Ray MananquilNo ratings yet
- Catalogo Completo Flojet Pompe Pumps Bombas Catalogue Xylem Tem SRL ItaliaDocument81 pagesCatalogo Completo Flojet Pompe Pumps Bombas Catalogue Xylem Tem SRL ItaliaDiana GoriNo ratings yet
- RC SLAB1 SoftwareDocument14 pagesRC SLAB1 Softwaresofianina05No ratings yet
- SPC Platina 125 Disc (2018 12 28)Document70 pagesSPC Platina 125 Disc (2018 12 28)Willy Mansilla A100% (1)
- IMO G12 - 218 Despacho Guaduas PDFDocument21 pagesIMO G12 - 218 Despacho Guaduas PDFCarlos Andres Arias LopezNo ratings yet
- DOCUMENTFUNDAMENTAL OF RESERVOIR FLUID FLOWDocument18 pagesDOCUMENTFUNDAMENTAL OF RESERVOIR FLUID FLOWFerdiNandoNo ratings yet
- PC2000-8 Shop ManualDocument1,348 pagesPC2000-8 Shop ManualPeetNo ratings yet
- Understanding The Complexities of Designing Diaphragms in Buildings For EarthquakesDocument21 pagesUnderstanding The Complexities of Designing Diaphragms in Buildings For Earthquakesjunhe898No ratings yet
- Short Courses Modelling and Computation of Multiphase FlowsDocument4 pagesShort Courses Modelling and Computation of Multiphase FlowsKaushik SarkarNo ratings yet
- Kinze 3700 ASDDocument284 pagesKinze 3700 ASDАндрей СмирновNo ratings yet
- DT - Hardness TestDocument30 pagesDT - Hardness TestSamuel Christian GiovanniNo ratings yet
- ERP Regulation 2281-2016Document50 pagesERP Regulation 2281-2016Bianca-Elena LupuNo ratings yet
- Basic Motor Technical + Safe Area MotorsDocument74 pagesBasic Motor Technical + Safe Area MotorsmayureshrmahajanNo ratings yet
- B149.03 02-En PDFDocument4 pagesB149.03 02-En PDFIndra MishraNo ratings yet
- Volvo 242 244 245 Owners Manual 1976Document105 pagesVolvo 242 244 245 Owners Manual 1976Leif AndersonNo ratings yet
- Design and Development of Car Suspension Lower Arm: December 2015Document8 pagesDesign and Development of Car Suspension Lower Arm: December 2015Sami Onur VuralNo ratings yet
- To Study The Construction and Working of 4 - Stroke Petrol / Diesel EngineDocument7 pagesTo Study The Construction and Working of 4 - Stroke Petrol / Diesel EngineBanwari Lal PrajapatNo ratings yet
- Hydraulic Design of IntakeDocument4 pagesHydraulic Design of IntakeGokul100% (1)
- Io 360 A, Ab, C, CB, D, DB, G, GB, H, HB, HB9, J, JB, K, KB, EsDocument94 pagesIo 360 A, Ab, C, CB, D, DB, G, GB, H, HB, HB9, J, JB, K, KB, EsTatiana Chacon100% (3)
- Shaft Alignment Using Strain Gauges - Case StudiesDocument16 pagesShaft Alignment Using Strain Gauges - Case StudiesAndre BlueNo ratings yet
- QUY150C 150t Crawler Crane BrochureDocument59 pagesQUY150C 150t Crawler Crane BrochureliftNo ratings yet
- ASTM C1609 - C1609M - 19a Standard Test Method For Flexural Performance of Fiber-Reinforced Concrete (Using Beam With Third-Point Loading)Document5 pagesASTM C1609 - C1609M - 19a Standard Test Method For Flexural Performance of Fiber-Reinforced Concrete (Using Beam With Third-Point Loading)ming_zhu10No ratings yet
- CV Rod Manuel TayaoDocument4 pagesCV Rod Manuel TayaojaymarNo ratings yet
- Turbulent Flow Exiting a Reservoir and Impacting a Solid ObjectDocument22 pagesTurbulent Flow Exiting a Reservoir and Impacting a Solid ObjectMariaEstherAlguacilRodriguezNo ratings yet
- Pressure Testing ChecklistDocument3 pagesPressure Testing Checklistjerin100% (3)
- Crazy for the Storm: A Memoir of SurvivalFrom EverandCrazy for the Storm: A Memoir of SurvivalRating: 3.5 out of 5 stars3.5/5 (217)
- One Man's Climb: A Journey of Trauma, Tragedy and Triumph on K2From EverandOne Man's Climb: A Journey of Trauma, Tragedy and Triumph on K2Rating: 4.5 out of 5 stars4.5/5 (15)
- Last Child in the Woods: Saving Our Children From Nature-Deficit DisorderFrom EverandLast Child in the Woods: Saving Our Children From Nature-Deficit DisorderRating: 4 out of 5 stars4/5 (283)
- Grandma Gatewood's Walk: The Inspiring Story of the Woman Who Saved the Appalachian TrailFrom EverandGrandma Gatewood's Walk: The Inspiring Story of the Woman Who Saved the Appalachian TrailRating: 4.5 out of 5 stars4.5/5 (308)
- The Last Dive: A Father and Son's Fatal Descent into the Ocean's DepthsFrom EverandThe Last Dive: A Father and Son's Fatal Descent into the Ocean's DepthsNo ratings yet
- 127 Hours Movie Tie- In: Between a Rock and a Hard PlaceFrom Everand127 Hours Movie Tie- In: Between a Rock and a Hard PlaceRating: 4 out of 5 stars4/5 (46)
- Dark Summit: The True Story of Everest's Most Controversial SeasonFrom EverandDark Summit: The True Story of Everest's Most Controversial SeasonRating: 4 out of 5 stars4/5 (154)
- The Optimist: A Case for the Fly Fishing LifeFrom EverandThe Optimist: A Case for the Fly Fishing LifeRating: 4.5 out of 5 stars4.5/5 (17)
- Alta California: From San Diego to San Francisco, A Journey on Foot to Rediscover the Golden StateFrom EverandAlta California: From San Diego to San Francisco, A Journey on Foot to Rediscover the Golden StateRating: 5 out of 5 stars5/5 (1)
- Mind Gym: An Athlete's Guide to Inner ExcellenceFrom EverandMind Gym: An Athlete's Guide to Inner ExcellenceRating: 3.5 out of 5 stars3.5/5 (18)
- Lost in the Wild: Danger and Survival in the North WoodsFrom EverandLost in the Wild: Danger and Survival in the North WoodsRating: 4.5 out of 5 stars4.5/5 (107)
- Divided: A Walk on the Continental Divide TrailFrom EverandDivided: A Walk on the Continental Divide TrailRating: 4 out of 5 stars4/5 (17)
- The Lost Explorer: Finding Mallory on Mount EverestFrom EverandThe Lost Explorer: Finding Mallory on Mount EverestRating: 4.5 out of 5 stars4.5/5 (31)
- The Essential Fishing Handbook: 161 Fishing Tips and TricksFrom EverandThe Essential Fishing Handbook: 161 Fishing Tips and TricksRating: 5 out of 5 stars5/5 (1)
- The Last of His Kind: The Life and Adventures of Bradford Washburn, America's Boldest MountaineerFrom EverandThe Last of His Kind: The Life and Adventures of Bradford Washburn, America's Boldest MountaineerRating: 4 out of 5 stars4/5 (23)
- Adventures of a Mountain Man: The Narrative of Zenas LeonardFrom EverandAdventures of a Mountain Man: The Narrative of Zenas LeonardRating: 4 out of 5 stars4/5 (12)
- The Voyage of The Aegre: From Scotland to the South Seas in a Shetland boatFrom EverandThe Voyage of The Aegre: From Scotland to the South Seas in a Shetland boatRating: 4.5 out of 5 stars4.5/5 (3)
- Bushcraft 101: A Field Guide to the Art of Wilderness SurvivalFrom EverandBushcraft 101: A Field Guide to the Art of Wilderness SurvivalRating: 4.5 out of 5 stars4.5/5 (17)
- Golf Swing: A Beginners Guide to Mastering Golf's True FundamentalsFrom EverandGolf Swing: A Beginners Guide to Mastering Golf's True FundamentalsRating: 4.5 out of 5 stars4.5/5 (23)