You might also like
- Bateria BasicaDocument23 pagesBateria BasicaAdicito JuelaNo ratings yet
- Related AsolahDocument1 pageRelated AsolahMutia Nurul OctaviaNo ratings yet
- GC/MS Characterization of Liquids Generated From Low-Temperature Pyrolysis of WoodDocument13 pagesGC/MS Characterization of Liquids Generated From Low-Temperature Pyrolysis of WoodMutia Nurul OctaviaNo ratings yet
- GC/MS Characterization of Liquids Generated From Low-Temperature Pyrolysis of WoodDocument13 pagesGC/MS Characterization of Liquids Generated From Low-Temperature Pyrolysis of WoodMutia Nurul OctaviaNo ratings yet
- IDM Serial KeyfsdfDocument1 pageIDM Serial Keyfsdftetimo mekutoNo ratings yet
- Teks Bahasa InggrisDocument6 pagesTeks Bahasa InggrisMutia Nurul OctaviaNo ratings yet
- Rekapitulasi Nilai Praktikum Kimia OrganikDocument4 pagesRekapitulasi Nilai Praktikum Kimia OrganikMutia Nurul OctaviaNo ratings yet
- Penny BatteryDocument2 pagesPenny BatteryMutia Nurul OctaviaNo ratings yet
- Automatic, Depok, Universitas Indonesia, 2010, P. 13Document4 pagesAutomatic, Depok, Universitas Indonesia, 2010, P. 13Mutia Nurul OctaviaNo ratings yet
- Geopolymer Binders From Metakolin Using Sodium WaterglassDocument14 pagesGeopolymer Binders From Metakolin Using Sodium WaterglassMutia Nurul OctaviaNo ratings yet
- NO NAMA NIM Reaksi Kimia Kekuatan AsamDocument5 pagesNO NAMA NIM Reaksi Kimia Kekuatan AsamMutia Nurul OctaviaNo ratings yet
- Periodic Table ColorDocument1 pagePeriodic Table ColorRoberto TanakaNo ratings yet
- 10 11648 J Ajep 20170604 13Document7 pages10 11648 J Ajep 20170604 13fitria thalibNo ratings yet
- Rekapitulasi Nilai Praktikum Kimia OrganikDocument4 pagesRekapitulasi Nilai Praktikum Kimia OrganikMutia Nurul OctaviaNo ratings yet
- A Study On Waterglass Aging by Determination of Oligomers Using Feasible Trimethylsiyl-Gas-Chromatography MethodDocument6 pagesA Study On Waterglass Aging by Determination of Oligomers Using Feasible Trimethylsiyl-Gas-Chromatography MethodMutia Nurul OctaviaNo ratings yet
- 2propanol PDFDocument9 pages2propanol PDFMutia Nurul OctaviaNo ratings yet
- Reference Soln FisherDocument5 pagesReference Soln FisherMutia Nurul OctaviaNo ratings yet
- Cover LaporanDocument1 pageCover LaporanMutia Nurul OctaviaNo ratings yet
- Periodic Table ColorDocument1 pagePeriodic Table ColorRoberto TanakaNo ratings yet
- Inorganica LecturaDocument4 pagesInorganica LecturasandraNo ratings yet
- Metode Pengolahan Air Limbah Alternatif Untuk Negara BerkembangDocument14 pagesMetode Pengolahan Air Limbah Alternatif Untuk Negara BerkembangTri SaputraNo ratings yet
- Nano3: Material Safety Data Sheet Sodium Nitrate Section 1 - Chemical Product and Company IdentificationDocument6 pagesNano3: Material Safety Data Sheet Sodium Nitrate Section 1 - Chemical Product and Company IdentificationMutia Nurul OctaviaNo ratings yet
- 19 76 2 PBDocument7 pages19 76 2 PBpebriwahyuNo ratings yet
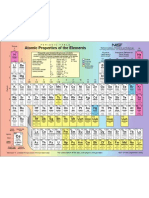
- Atomic Properties of The Elements TableDocument1 pageAtomic Properties of The Elements TableMaahiNo ratings yet
- A Comparative Study On Wastewater Treatment MethodsDocument5 pagesA Comparative Study On Wastewater Treatment MethodsAbiodun GbengaNo ratings yet
- 308 794 1 PBDocument15 pages308 794 1 PBDimas RizkyNo ratings yet
- The Periodic Table of Elements: MetalsDocument1 pageThe Periodic Table of Elements: MetalsMutia Nurul OctaviaNo ratings yet
- EtanolDocument7 pagesEtanolMutia Nurul OctaviaNo ratings yet
- MagnesiumDocument6 pagesMagnesiumMutia Nurul OctaviaNo ratings yet
- Sec Butil AlkoholDocument2 pagesSec Butil AlkoholMutia Nurul OctaviaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- UNIT-2 Design of Spur GearDocument56 pagesUNIT-2 Design of Spur GearMarthandeNo ratings yet
- Heradesign Brochure 2008Document72 pagesHeradesign Brochure 2008Surinder SinghNo ratings yet
- Exercise Stress TestingDocument54 pagesExercise Stress TestingSaranya R S100% (2)
- Configuration & Options List: 30Xw0452 1752 Water Cooled Liquid ChillerDocument22 pagesConfiguration & Options List: 30Xw0452 1752 Water Cooled Liquid ChillerOctavio Farid Rossi YumhaNo ratings yet
- ARES SC4 Service Manual (HP-300UA)Document20 pagesARES SC4 Service Manual (HP-300UA)mike_net8903No ratings yet
- Earth and Life Science DLLDocument6 pagesEarth and Life Science DLLGsoon Sibulan100% (3)
- Sanchez 07 Poles and Zeros of Transfer FunctionsDocument20 pagesSanchez 07 Poles and Zeros of Transfer FunctionsYasmin KayeNo ratings yet
- Qand ADocument5 pagesQand AJoshua PascasioNo ratings yet
- PepsicoDocument18 pagesPepsicorahil virani0% (1)
- Semen RetentionDocument3 pagesSemen RetentionMattNo ratings yet
- Orientation Report PDFDocument13 pagesOrientation Report PDFRiaz RasoolNo ratings yet
- Retired Car Jacker Screen PlayDocument4 pagesRetired Car Jacker Screen Playapi-633948182No ratings yet
- The Study of 220 KV Power Substation Equipment DetailsDocument90 pagesThe Study of 220 KV Power Substation Equipment DetailsAman GauravNo ratings yet
- Year 5:: NUMBERS TO 1 000 000Document47 pagesYear 5:: NUMBERS TO 1 000 000Rusehaiza Bin Md DarusNo ratings yet
- Power Tube Biasing Operation Manual 15-01-08Document2 pagesPower Tube Biasing Operation Manual 15-01-08MitchNo ratings yet
- The Relevance of Vivekananda S Thought IDocument16 pagesThe Relevance of Vivekananda S Thought IJaiyansh VatsNo ratings yet
- Earthing Substation Earthing Guide Central NetworksDocument12 pagesEarthing Substation Earthing Guide Central Networksshahkhan552000100% (1)
- 10risk Assessment and ComahDocument25 pages10risk Assessment and ComahHansraj RahulNo ratings yet
- Product:: Electronic, 2 C #18 STR TC, PE Ins, OS, PVC JKT, CMDocument2 pagesProduct:: Electronic, 2 C #18 STR TC, PE Ins, OS, PVC JKT, CMAnonymous XYAPaxjbYNo ratings yet
- Cricothyroidotomy and Needle CricothyrotomyDocument10 pagesCricothyroidotomy and Needle CricothyrotomykityamuwesiNo ratings yet
- PDLAMMPS - made easy: An introductionDocument8 pagesPDLAMMPS - made easy: An introductionSaeed AbdNo ratings yet
- Is Revalida ExamDocument11 pagesIs Revalida ExamRodriguez, Jhe-ann M.No ratings yet
- Pembangkit ListrikDocument2 pagesPembangkit ListrikDede MulyamanNo ratings yet
- Frobenius Method for Solving Differential EquationsDocument9 pagesFrobenius Method for Solving Differential EquationsMario PetričevićNo ratings yet
- Vrio Analysis Slide Template 16x9 1Document8 pagesVrio Analysis Slide Template 16x9 1Alt HrishiNo ratings yet
- Electrical Machines Multiple Choice Questions - Mcqs - QuizDocument10 pagesElectrical Machines Multiple Choice Questions - Mcqs - Quiztooba mukhtarNo ratings yet
- The Baptismal Liturgy in The Easter Vigil According To The Sacramentary of Fulda (10th Century)Document7 pagesThe Baptismal Liturgy in The Easter Vigil According To The Sacramentary of Fulda (10th Century)Henry DonascoNo ratings yet
- Procedure for safely changing LWCV assembly with torques over 30,000 ft-lbsDocument2 pagesProcedure for safely changing LWCV assembly with torques over 30,000 ft-lbsnjava1978No ratings yet
- 44 Sounds Aus EnglishDocument2 pages44 Sounds Aus EnglishAlfie Arabejo Masong LaperaNo ratings yet
- Jual Sokkia SET 350X Total Station - Harga, Spesifikasi Dan ReviewDocument5 pagesJual Sokkia SET 350X Total Station - Harga, Spesifikasi Dan Reviewbramsalwa2676No ratings yet