You might also like
- Galvanized Steel Inspection GuideDocument24 pagesGalvanized Steel Inspection GuideAhmed AllamNo ratings yet
- QC Inspection ProcedureDocument48 pagesQC Inspection ProcedureGIRISH GIRINo ratings yet
- Form Inspection JIS RFITDocument7 pagesForm Inspection JIS RFITBadrunNo ratings yet
- Flow Processing Pembuatan Propellant Komposite PolybhutadineDocument1 pageFlow Processing Pembuatan Propellant Komposite PolybhutadineKimiaNo ratings yet
- Rossing - Production ProcessDocument27 pagesRossing - Production ProcessJan LubbeNo ratings yet
- Martin Screw ConveyorsDocument120 pagesMartin Screw ConveyorsEDILMAHERNANDEZNo ratings yet
- Transmat I XDocument28 pagesTransmat I XMunishTrichyNo ratings yet
- RockShoxMag 10 94 - Section4Document12 pagesRockShoxMag 10 94 - Section4leonardosjrNo ratings yet
- Metro Manila 2023 DirectoryDocument244 pagesMetro Manila 2023 DirectoryBryan ObcianaNo ratings yet
- Rodillos Mástil AutoelevadorDocument10 pagesRodillos Mástil AutoelevadorRodrigo AbbaNo ratings yet
- Stonelite: 2400 Hwy 1431 West Marble Falls, TX 78654 800.328.6275Document1 pageStonelite: 2400 Hwy 1431 West Marble Falls, TX 78654 800.328.6275231Sondos Mahmoud AhmedNo ratings yet
- Flujograma BaseDocument6 pagesFlujograma BaseJose AriasNo ratings yet
- 70 Revolver Silhoutte TC P234 241Document8 pages70 Revolver Silhoutte TC P234 241Stan BrittsanNo ratings yet
- Full Body Harness Monthly Inspection ChecklistDocument1 pageFull Body Harness Monthly Inspection ChecklistRejan LawrenceNo ratings yet
- Screw Conveyors PDFDocument121 pagesScrew Conveyors PDFzackii90No ratings yet
- Weight by Drawing Sheet: RevisionDocument1 pageWeight by Drawing Sheet: RevisionOseni MomoduNo ratings yet
- MSM Catalog English 2021 WebDocument100 pagesMSM Catalog English 2021 WebArif RahmanNo ratings yet
- Data Sheet: Quality Flow ChartDocument3 pagesData Sheet: Quality Flow ChartIgor PNo ratings yet
- 2000catalog PDFDocument15 pages2000catalog PDFxsdgNo ratings yet
- Stand SDocument50 pagesStand Ssubeer k.hNo ratings yet
- Gamefisher 298585130 - Owners - ManualDocument23 pagesGamefisher 298585130 - Owners - ManualKevin ScogginsNo ratings yet
- KubotaDocument1 pageKubotaRETIFICA ITATIBANo ratings yet
- Service Manual: Sewing Machine Model 385, 15358Document32 pagesService Manual: Sewing Machine Model 385, 15358nikyryan8145No ratings yet
- Alesi Cross Section 001Document1 pageAlesi Cross Section 001gabrielNo ratings yet
- DAEWOO H.N0.2210/1: Water Treatment ProcedureDocument37 pagesDAEWOO H.N0.2210/1: Water Treatment ProcedureDatsun FernandesNo ratings yet
- New Holland 100hp - 115hp - 135hp - 160hp Braking SystemDocument20 pagesNew Holland 100hp - 115hp - 135hp - 160hp Braking SystemDrag TrakNo ratings yet
- Well Cost Detailed Report: Casing and Tubing SchemaDocument8 pagesWell Cost Detailed Report: Casing and Tubing SchemaBenigno ChambillaNo ratings yet
- Du1388 1006 Final Intact Stability Booklet Rev.2 BV-BVDocument289 pagesDu1388 1006 Final Intact Stability Booklet Rev.2 BV-BVmohammad atallahNo ratings yet
- ESC General Catalogue 2017 2018 1st EditionDocument82 pagesESC General Catalogue 2017 2018 1st EditionArief Rachman0% (1)
- Service and Repair Instructions - PartNo - 270962-Single-Cylinder-L-Head-Briggs - 231025 - 124821Document338 pagesService and Repair Instructions - PartNo - 270962-Single-Cylinder-L-Head-Briggs - 231025 - 124821fuhhjjNo ratings yet
- Bearing Engineers BrochureDocument2 pagesBearing Engineers Brochureknightowl1No ratings yet
- BOM1Document3 pagesBOM1JJ TevesNo ratings yet
- O300DDocument1 pageO300DAndreyNo ratings yet
- 2、KR160M零部件图册Parts Book-First Edition-20191011Document104 pages2、KR160M零部件图册Parts Book-First Edition-20191011Ali AlhadithyNo ratings yet
- PT Kingfurn International One Piece Flow StudyDocument6 pagesPT Kingfurn International One Piece Flow StudydonnymayNo ratings yet
- Amsjuly-2009 Tofc PDFDocument4 pagesAmsjuly-2009 Tofc PDFsaeedahmad901No ratings yet
- Emission Estimation Technique Manual: Lead-Acid Battery ManufacturingDocument17 pagesEmission Estimation Technique Manual: Lead-Acid Battery Manufacturingnotnimdab2009No ratings yet
- Tricocat PDFDocument44 pagesTricocat PDFJuan PabloNo ratings yet
- Piston ElaboratedDocument4 pagesPiston ElaboratedSanjay PatelNo ratings yet
- Cement Paste of Normal ConsistencyDocument3 pagesCement Paste of Normal ConsistencyneazNo ratings yet
- PDF 105215178 Erosion Guidelines DLDocument33 pagesPDF 105215178 Erosion Guidelines DLBudi KhoironiNo ratings yet
- Hoja de Datos para Conjunto Motor-Acople-Bomba Ansi 2196 Watercol 4X6-13 Mto 200522 Agua CorrosivaDocument4 pagesHoja de Datos para Conjunto Motor-Acople-Bomba Ansi 2196 Watercol 4X6-13 Mto 200522 Agua CorrosivaArturo Camacho SalazarNo ratings yet
- VSL Cleaning, Report-01 (Brine & Mud)Document1 pageVSL Cleaning, Report-01 (Brine & Mud)mohamed hathilNo ratings yet
- Hyperion Wire Drawing GuideDocument76 pagesHyperion Wire Drawing GuideMuhammad SaadNo ratings yet
- New engine specs, clearances, wear limits tableDocument1 pageNew engine specs, clearances, wear limits tableVAN HAT HONo ratings yet
- Series 4030: SubmittalDocument2 pagesSeries 4030: SubmittalPSC RFQNo ratings yet
- Complete Piling Solutions & Structural Steel Fabrications: General Catalogue - PhilippinesDocument64 pagesComplete Piling Solutions & Structural Steel Fabrications: General Catalogue - PhilippineskejspmNo ratings yet
- 068 180 PDFDocument113 pages068 180 PDFingcalderonNo ratings yet
- GRDSPEC21Document24 pagesGRDSPEC21elsayedNo ratings yet
- STEEL SHEET PILE-ESC General Catalogue - CompressedDocument84 pagesSTEEL SHEET PILE-ESC General Catalogue - CompressedVan Cuong PhamNo ratings yet
- 20190909-LCM-Catalog Lake Country - Buffing PadsDocument56 pages20190909-LCM-Catalog Lake Country - Buffing PadsCristian FlorinNo ratings yet
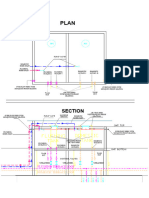
- Overhead Tank Plan & Section ColourDocument1 pageOverhead Tank Plan & Section ColourkanishkjirageNo ratings yet
- Report On Spinning & Weaving FactoryDocument149 pagesReport On Spinning & Weaving FactoryMehzabeen ShahidyNo ratings yet
- ESC PilesDocument84 pagesESC PilesRon SantosNo ratings yet
- Essar EngineersDocument12 pagesEssar Engineers04vijilNo ratings yet
- Reduction Plant Report SummaryDocument20 pagesReduction Plant Report SummaryMukondoNo ratings yet
- Pumps Sample Data Sheet (By ICI)Document5 pagesPumps Sample Data Sheet (By ICI)farrukhiqbal05No ratings yet
- Crystal Growth: International Series on the Science of the Solid StateFrom EverandCrystal Growth: International Series on the Science of the Solid StateBrian R. PamplinNo ratings yet
- Average Coating HDGDocument1 pageAverage Coating HDGNasikhatul AmanahNo ratings yet
- INSPECTION of Galvanize Product PDFDocument24 pagesINSPECTION of Galvanize Product PDFNasikhatul AmanahNo ratings yet
- INSPECTION of Galvanize Product PDFDocument24 pagesINSPECTION of Galvanize Product PDFNasikhatul AmanahNo ratings yet
- INSPECTION of Galvanize Product PDFDocument24 pagesINSPECTION of Galvanize Product PDFNasikhatul AmanahNo ratings yet
- INSPECTION of Galvanize Product PDFDocument24 pagesINSPECTION of Galvanize Product PDFNasikhatul AmanahNo ratings yet
- Longboard Study BoardDocument6 pagesLongboard Study BoardGiovanniTauroNo ratings yet
- 1ST Law of ThermodynamicsDocument7 pages1ST Law of ThermodynamicsKen BorjaNo ratings yet
- Catenary Sag-Tension Calculator (Even and Uneven)Document2 pagesCatenary Sag-Tension Calculator (Even and Uneven)mohsin160No ratings yet
- 073-74 Nuwakot Rate AnalysisDocument855 pages073-74 Nuwakot Rate AnalysisYogendra Bastakoti100% (1)
- Quantitative Techniques in Textile EngineeringDocument26 pagesQuantitative Techniques in Textile EngineeringRAGHUL MNo ratings yet
- Masterseal 909: Re-Injectable Hose For Construction and Cold Joints in ConcreteDocument2 pagesMasterseal 909: Re-Injectable Hose For Construction and Cold Joints in Concretevelmurug_balaNo ratings yet
- MSDS of Methyl PalmitateDocument8 pagesMSDS of Methyl PalmitateAmm MarakataNo ratings yet
- Loctite 510™: Technical Data SheetDocument4 pagesLoctite 510™: Technical Data SheetYasser RezkNo ratings yet
- Kinetic Particle TheoryDocument6 pagesKinetic Particle TheoryHassan AlviNo ratings yet
- Environmental Impacts of Plastic RecyclingDocument2 pagesEnvironmental Impacts of Plastic RecyclingBernard BaluyotNo ratings yet
- Recent Advance Reactive Extrusion in PolymerDocument24 pagesRecent Advance Reactive Extrusion in Polymershanshicn8351No ratings yet
- REPORTING INCIDENTSDocument6 pagesREPORTING INCIDENTSDivyansh Singh ChauhanNo ratings yet
- Novabrite RGB Full Color High Power Led Application Note: R&D CenterDocument15 pagesNovabrite RGB Full Color High Power Led Application Note: R&D CenterVinu KumarNo ratings yet
- 2 - (Biochem) Oxidizing and ReducingDocument3 pages2 - (Biochem) Oxidizing and ReducingKaireen OzNo ratings yet
- Chemical Boiler Water TreatmentDocument299 pagesChemical Boiler Water TreatmentSantosh Kumar Chandran100% (2)
- Awareness of Domestic Solid Waste ManagementDocument6 pagesAwareness of Domestic Solid Waste ManagementJenemarNo ratings yet
- Deha Halfen Kkt-EDocument52 pagesDeha Halfen Kkt-ENandeesha RameshNo ratings yet
- RM Pattern UK 208printDocument36 pagesRM Pattern UK 208printMarcelo Alberto AiresNo ratings yet
- 17 Samss 007Document12 pages17 Samss 007Cherukunnon Jubu0% (1)
- SBA #7 - Inhaled & Exhaled AirDocument3 pagesSBA #7 - Inhaled & Exhaled AirlucyNo ratings yet
- Insulated Pipe - Temperature Loss CalculationDocument5 pagesInsulated Pipe - Temperature Loss CalculationnopNo ratings yet
- Conductors and InsulatorsDocument7 pagesConductors and InsulatorsAzsrul AzrulNo ratings yet
- Your Refrigerant For Sustainable Chilling and FreezingDocument8 pagesYour Refrigerant For Sustainable Chilling and FreezingJavier AffifNo ratings yet
- 7 Skema Kimia K1 & K2 Trial SPM Terengganu MPP3 2019Document14 pages7 Skema Kimia K1 & K2 Trial SPM Terengganu MPP3 2019Ain MiorNo ratings yet
- Outokumpu Stainless Steel For Automotive IndustryDocument20 pagesOutokumpu Stainless Steel For Automotive IndustrychristopherNo ratings yet
- Nitoseal MS600 sealant for immersed conditionsDocument4 pagesNitoseal MS600 sealant for immersed conditionsmilanbrasinaNo ratings yet
- Che1015 Petrochemical-Technology TH 1.0 37 Che1015 55 AcpDocument2 pagesChe1015 Petrochemical-Technology TH 1.0 37 Che1015 55 AcpAGSI FAFNo ratings yet
- Titration Lab Report 1Document28 pagesTitration Lab Report 1api-607048551No ratings yet
- Activities Carried Out in Quality Control LaboratoryDocument61 pagesActivities Carried Out in Quality Control LaboratorySunil SingireddyNo ratings yet