You might also like
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209From EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209No ratings yet
- Practica de Procesos de Fabricacion No 7Document12 pagesPractica de Procesos de Fabricacion No 7Claudio Cordero RamírezNo ratings yet
- Informe 8 TaladradoDocument10 pagesInforme 8 TaladradoJose Alberto Brito RodriguezNo ratings yet
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónFrom EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónRating: 5 out of 5 stars5/5 (1)
- Monografia Ingenieria de MetodosDocument30 pagesMonografia Ingenieria de Metodoschuy1234562004No ratings yet
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108From EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108No ratings yet
- Procesos de Manufactura Informe Practica #2Document6 pagesProcesos de Manufactura Informe Practica #2Mabel Manrique CardenasNo ratings yet
- Operaciones de mecanizado por medios automáticos. FMEE0208From EverandOperaciones de mecanizado por medios automáticos. FMEE0208No ratings yet
- PROCESOS de MANUFACTURAavance Del Soporte para Brocas 1Document8 pagesPROCESOS de MANUFACTURAavance Del Soporte para Brocas 1Anibal Ømar Montiel QuispeNo ratings yet
- Preparación del sistema de entintado, humectador y de los dispositivos de salida y acabado en máquinas de impresión offset. ARGI0109From EverandPreparación del sistema de entintado, humectador y de los dispositivos de salida y acabado en máquinas de impresión offset. ARGI0109Rating: 5 out of 5 stars5/5 (1)
- Reporte #1 de MecanizacionDocument7 pagesReporte #1 de MecanizacionJordy Ibarra RuizNo ratings yet
- Diseño de utillajes, matricería y prototipado con SolidWorksFrom EverandDiseño de utillajes, matricería y prototipado con SolidWorksRating: 3 out of 5 stars3/5 (1)
- Informe Procesos Mecanicos PDFDocument10 pagesInforme Procesos Mecanicos PDFPaola OrtegaNo ratings yet
- Examen Final de Manufacturas Vitor Ruiz Deyvi RonaldDocument18 pagesExamen Final de Manufacturas Vitor Ruiz Deyvi RonaldRonald Vitor Ruiz100% (1)
- 01 Guía TP FresadoDocument14 pages01 Guía TP FresadoAlejandro AltamiranoNo ratings yet
- Procesos de MecanizadoDocument14 pagesProcesos de MecanizadoSergio TorresNo ratings yet
- Trabajo Practico 12 - DOP-DAPDocument7 pagesTrabajo Practico 12 - DOP-DAPAnthony Alvarez CastilloNo ratings yet
- Informe de RoladoraDocument5 pagesInforme de RoladoraEber ChoqueNo ratings yet
- Informe Tipos IstvnDocument10 pagesInforme Tipos IstvnWåshô EčNo ratings yet
- Guia 1 Ensayo de Doblado en Frío (NF)Document6 pagesGuia 1 Ensayo de Doblado en Frío (NF)Yeliber Aguirre ManzabaNo ratings yet
- Informe de Ensayo A Traccion y CompresionDocument33 pagesInforme de Ensayo A Traccion y CompresionJAEM950903No ratings yet
- Tarea 1 Manufacturas 2Document7 pagesTarea 1 Manufacturas 2Sergio Sepúlveda MoyanoNo ratings yet
- Parcial Lab de Procesos 2 PDFDocument6 pagesParcial Lab de Procesos 2 PDFErlin PeinadoNo ratings yet
- Vida Nueva: Instituto Superior TecnológicoDocument30 pagesVida Nueva: Instituto Superior TecnológicoDeivid B. CoronelNo ratings yet
- Cálculo de Tiempos para El LimadoDocument21 pagesCálculo de Tiempos para El Limadodomepol100% (1)
- Trabajo 1 GrupoIVDocument30 pagesTrabajo 1 GrupoIVIsmael LingánNo ratings yet
- PC1 2024 0Document4 pagesPC1 2024 019100641No ratings yet
- Totno CNCDocument4 pagesTotno CNCJimmy GomezNo ratings yet
- Aplicación de Herramientas de Manufactura EsbeltaDocument5 pagesAplicación de Herramientas de Manufactura EsbeltaCamilo Parada ParraNo ratings yet
- Prob. Proc. de Man. Con Perdida de MaterialDocument25 pagesProb. Proc. de Man. Con Perdida de MaterialPaola MoyaNo ratings yet
- EaaaDocument3 pagesEaaaAgus ManfriniNo ratings yet
- Problemas de Torno y FresadoDocument6 pagesProblemas de Torno y FresadoGabriel Rodriguez SantyagoNo ratings yet
- 5 Ejemplos de Diagramas de ProcesoDocument10 pages5 Ejemplos de Diagramas de Procesomario_fernando_acosta9760No ratings yet
- Diseño de RodillosDocument18 pagesDiseño de RodillosJean Carlos De CruzNo ratings yet
- Ruiz Castillo Wilson Jesus Examen-Ii-ProcesosDocument9 pagesRuiz Castillo Wilson Jesus Examen-Ii-ProcesosWilson Jesus Ruiz CastilloNo ratings yet
- Presentacion Final INMEDocument36 pagesPresentacion Final INMEXavier J. Aguilar GarcíaNo ratings yet
- Trabajo Tecnologia de Fabricacion MecanicaDocument33 pagesTrabajo Tecnologia de Fabricacion MecanicaIrvin Aviador HerreroNo ratings yet
- Lectura 1Document26 pagesLectura 1Angelica TorresNo ratings yet
- Parcial 2 de Procesos de ManufacturaDocument2 pagesParcial 2 de Procesos de ManufacturaGerson SosaNo ratings yet
- Mecanizado ManualDocument8 pagesMecanizado ManualDarielBriceñoAdriazolaNo ratings yet
- Trabajo Practico 12 - DGPIDocument3 pagesTrabajo Practico 12 - DGPIAnthony Alvarez CastilloNo ratings yet
- Informe Troquelar PDFDocument13 pagesInforme Troquelar PDFHarold Aguirre0% (1)
- Actividad 5Document15 pagesActividad 5Sebastian CorredorNo ratings yet
- Practica de Soldadura de AluminioDocument12 pagesPractica de Soldadura de AluminioJULIANA ANDREA TORRES USUGANo ratings yet
- Seguimiento IDocument6 pagesSeguimiento IAli PaulNo ratings yet
- Roscado Manual Lab 8 Teller MecanicoDocument12 pagesRoscado Manual Lab 8 Teller MecanicoEdson Ivan Montano SotoNo ratings yet
- Informe de CaldereriaDocument11 pagesInforme de CaldereriaKarlos QuiquiaNo ratings yet
- Ejemplos de Diagramas de ProcesoDocument10 pagesEjemplos de Diagramas de ProcesoKATESTONERULESNo ratings yet
- Problemas Procesos de ManufacturaDocument21 pagesProblemas Procesos de Manufacturatorrefederico50% (2)
- Informe IstvnDocument8 pagesInforme IstvnWåshô EčNo ratings yet
- Plan de Maquinado de Flecha de Transmisión de PotenciaDocument23 pagesPlan de Maquinado de Flecha de Transmisión de PotenciaAntonio SantoyoNo ratings yet
- Diseño de Troqueles de CorteDocument97 pagesDiseño de Troqueles de Cortealber97No ratings yet
- Pedro - Arancibia Tarea Semana 5Document11 pagesPedro - Arancibia Tarea Semana 5PedroNo ratings yet
- Guía de Teoría de Sistemas Integrados de ManufacturaDocument8 pagesGuía de Teoría de Sistemas Integrados de ManufacturaAlejandro López PérezNo ratings yet
- Conformado PDFDocument11 pagesConformado PDFRodolfo Nuñez HenriquezNo ratings yet
- T.C 02 CGTDocument3 pagesT.C 02 CGTOnasis PolicarpoNo ratings yet
- ManufacturaDocument9 pagesManufacturamariornievesNo ratings yet
- Máquinas HidráulicasDocument4 pagesMáquinas HidráulicasFelgalmoNo ratings yet
- Ejercicio Practico 10Document5 pagesEjercicio Practico 10nolocadiNo ratings yet
- Split Medidas PresiónDocument13 pagesSplit Medidas PresiónfmjovenelectronicNo ratings yet
- Semana 6Document8 pagesSemana 6gadchNo ratings yet
- Cap 1 Tecnicas PLDocument20 pagesCap 1 Tecnicas PLGloria Castillo PobleteNo ratings yet
- N CTR Car 1-04-009 00Document33 pagesN CTR Car 1-04-009 00YeniNo ratings yet
- Sistema Control Aplicado 2Document11 pagesSistema Control Aplicado 2Diego Man100% (1)
- Inspeccion de Rana FT-SST-020Document1 pageInspeccion de Rana FT-SST-020Andrea Carolina DavidNo ratings yet
- NCh0132 Of.1996 - Vidrios Planos Definicion y Clasificacion General PDFDocument13 pagesNCh0132 Of.1996 - Vidrios Planos Definicion y Clasificacion General PDFAlfredo Mauricio Sanchez MayorgaNo ratings yet
- Present de HidrogenacionDocument21 pagesPresent de HidrogenacionannitagabNo ratings yet
- FS04 00001507Document1 pageFS04 00001507Rudy Alanya LeonNo ratings yet
- Biela ManivelaDocument11 pagesBiela ManivelaDarlin MadridNo ratings yet
- Manual DIVATOP F37 PDFDocument36 pagesManual DIVATOP F37 PDFjaime LNo ratings yet
- Incorporador de AireDocument11 pagesIncorporador de AireKlever Saenz RepuelloNo ratings yet
- Excel de CalculoDocument14 pagesExcel de CalculoYoniJavierEspinozaNo ratings yet
- Evaluación Inicial Grupo 149Document13 pagesEvaluación Inicial Grupo 149Cenen Ladislao Munoz LopezNo ratings yet
- Naturaleza de La ContabilidadDocument2 pagesNaturaleza de La ContabilidadLy Carrasco Martinez100% (1)
- Documento Paraseal MurosDocument7 pagesDocumento Paraseal MurosBrenthy OrtizNo ratings yet
- TESIS Conflicto Chile - Bolivia PeriodismoDocument79 pagesTESIS Conflicto Chile - Bolivia PeriodismosapiithaNo ratings yet
- Operaciones Básicas de Torneado PDFDocument5 pagesOperaciones Básicas de Torneado PDFsergioNo ratings yet
- Lab 3.Document7 pagesLab 3.eyder fonseca villaltaNo ratings yet
- Seguridad en La PirometalurgiaDocument1 pageSeguridad en La PirometalurgiaCarlos Cardenas VilcaNo ratings yet
- Check List Volquetas y MaquinariaDocument2 pagesCheck List Volquetas y MaquinariaMonita LunaNo ratings yet
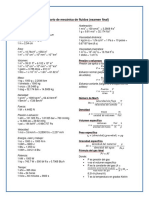
- Formulario Final de Mecanica de FluidosDocument8 pagesFormulario Final de Mecanica de FluidosWilder Vargas50% (2)
- Trabajo - Practico4 Ejercicios de Esfuerzo EfectivoDocument4 pagesTrabajo - Practico4 Ejercicios de Esfuerzo Efectivorafael romanNo ratings yet
- Catia V6Document4 pagesCatia V6Elvis AsteteNo ratings yet
- 8542 Admón de RRHH Caso KFCDocument9 pages8542 Admón de RRHH Caso KFCMaría GuadalupeNo ratings yet
- Calculadora de Colores para ResistenciasDocument3 pagesCalculadora de Colores para ResistenciasEdgar Jose Aranguibel MorilloNo ratings yet
- Informe de Laboratorio Práctica 10Document5 pagesInforme de Laboratorio Práctica 10edgarllano100% (1)
- RESUMEN PrácticaDocument2 pagesRESUMEN PrácticaManuel VNo ratings yet