You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- #Grace PESD's NFPA-70EDocument12 pages#Grace PESD's NFPA-70ECyrix.OneNo ratings yet
- Generator Set Operator & Maintenance Instruction ManualDocument61 pagesGenerator Set Operator & Maintenance Instruction ManualAlejandro Salas VásquezNo ratings yet
- #CAT Genset SizingDocument9 pages#CAT Genset SizingCyrix.OneNo ratings yet
- #GE-LM6K Sprint WTR Purity RequerimentsDocument5 pages#GE-LM6K Sprint WTR Purity RequerimentsCyrix.OneNo ratings yet
- #CAT Genset Overcurrent ProtectionDocument4 pages#CAT Genset Overcurrent ProtectionCyrix.OneNo ratings yet
- Bearing Root Cause Failure Analysis - Per Arnold - BRCE2016 PDFDocument85 pagesBearing Root Cause Failure Analysis - Per Arnold - BRCE2016 PDFrfriosEP100% (1)
- Ctrl-Eng Micro-Motion 45yrsDocument16 pagesCtrl-Eng Micro-Motion 45yrsCyrix.OneNo ratings yet
- CM20190529 6e8f4 E408f PDFDocument263 pagesCM20190529 6e8f4 E408f PDFJorge Luis Tanaka ConchaNo ratings yet
- #Boiler Tubes Failure - B&WDocument10 pages#Boiler Tubes Failure - B&WCyrix.OneNo ratings yet
- #Boiler Tubes Failure - B&WDocument10 pages#Boiler Tubes Failure - B&WCyrix.OneNo ratings yet
- MM Pressure Regulator Catalogue - E (1) 015-PCV-588Document32 pagesMM Pressure Regulator Catalogue - E (1) 015-PCV-588Do PhanNo ratings yet
- #Boiler Cycling ConsiderationsDocument8 pages#Boiler Cycling ConsiderationsCyrix.OneNo ratings yet
- #Capstone ΜGT C30Document2 pages#Capstone ΜGT C30Cyrix.OneNo ratings yet
- #Boiler Flow Measurement - SierraDocument9 pages#Boiler Flow Measurement - SierraCyrix.OneNo ratings yet
- CR16 TE1W: 1/ GeneralDocument3 pagesCR16 TE1W: 1/ GeneralPowerTechNo ratings yet
- Planejamento e CronogramasDocument4 pagesPlanejamento e CronogramasBruno Garcia Do AmaralNo ratings yet
- #Boiler Cycling ConsiderationsDocument8 pages#Boiler Cycling ConsiderationsCyrix.OneNo ratings yet
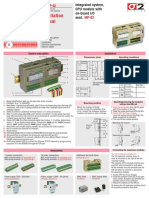
- Sigma Micro: Due PAC MP-02 Quick GuideDocument24 pagesSigma Micro: Due PAC MP-02 Quick GuideCyrix.OneNo ratings yet
- 6 MistakesDocument6 pages6 MistakesHBracing1100% (1)
- #Boiler Cycling ConsiderationsDocument8 pages#Boiler Cycling ConsiderationsCyrix.OneNo ratings yet
- #Ascon MicroPAC MP-02 IOM - enDocument6 pages#Ascon MicroPAC MP-02 IOM - enCyrix.OneNo ratings yet
- #Ascon AC3 Adv CTRL System - Ver.07Document160 pages#Ascon AC3 Adv CTRL System - Ver.07Cyrix.OneNo ratings yet
- Performance May Vary by CPU/APU. For More Details, Please Refer To The Specifications On Each Product PageDocument1 pagePerformance May Vary by CPU/APU. For More Details, Please Refer To The Specifications On Each Product PageAbduallah AmarNo ratings yet
- #Alignment Guide - VibralignDocument280 pages#Alignment Guide - VibralignCyrix.OneNo ratings yet
- Performance May Vary by CPU/APU. For More Details, Please Refer To The Specifications On Each Product PageDocument1 pagePerformance May Vary by CPU/APU. For More Details, Please Refer To The Specifications On Each Product PageAbduallah AmarNo ratings yet
- #ASUS AMD CrossHair VIII - HERODocument110 pages#ASUS AMD CrossHair VIII - HEROCyrix.OneNo ratings yet
- #BN-Orbit60 Fact SheetDocument1 page#BN-Orbit60 Fact SheetCyrix.OneNo ratings yet
- #Bray Trilok AdvantagesDocument2 pages#Bray Trilok AdvantagesCyrix.OneNo ratings yet
- Industrial Cybersecurity: Volume 2 - AprilDocument29 pagesIndustrial Cybersecurity: Volume 2 - AprilchandraNo ratings yet
- #ASCO Timing Delays 4 ATS'sDocument8 pages#ASCO Timing Delays 4 ATS'sCyrix.OneNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- LPGCNG Gas Leakage Detection Based On IotDocument3 pagesLPGCNG Gas Leakage Detection Based On IotInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Injectoare GPLDocument3 pagesInjectoare GPLVisan Dragos100% (1)
- PID01 April 09110 Appraisal 0 StageDocument16 pagesPID01 April 09110 Appraisal 0 Stagetareq omarNo ratings yet
- Energy 1Document45 pagesEnergy 1john kayhnNo ratings yet
- LPGDocument15 pagesLPGMilkiss SweetNo ratings yet
- In Re: Suo-Moto Case Against LPG Cylinder ManufacturersDocument63 pagesIn Re: Suo-Moto Case Against LPG Cylinder ManufacturersDaminiNo ratings yet
- Chess 2008Document15 pagesChess 2008.No ratings yet
- Afe All PDFDocument10 pagesAfe All PDFjigar patelNo ratings yet
- Frame: B60Z (A230) W60Z (A231) W65Z (A229) B80Z (A233) W80Z (A234) B60Z (B230) B80Z (B233)Document12 pagesFrame: B60Z (A230) W60Z (A231) W65Z (A229) B80Z (A233) W80Z (A234) B60Z (B230) B80Z (B233)Christian BedoyaNo ratings yet
- Estandard FireDocument76 pagesEstandard FireAlireza KhodabandehNo ratings yet
- Energy Efficiency in HospitalsDocument103 pagesEnergy Efficiency in Hospitalsclement levisNo ratings yet
- Conversion PPT (FINAL)Document34 pagesConversion PPT (FINAL)atripathi2009No ratings yet
- Electric Brake SystemDocument12 pagesElectric Brake Systemamine100% (1)
- Geetha ReddyDocument13 pagesGeetha ReddyAppan Kandala VasudevacharyNo ratings yet
- Basic Fire FightingDocument23 pagesBasic Fire FightingMahami M ProsperNo ratings yet
- Cof g23 Noe Study MaterialsDocument58 pagesCof g23 Noe Study MaterialsMarco AlejandroNo ratings yet
- Oisd 118Document35 pagesOisd 118Amit Saxena100% (1)
- 83266502Document96 pages83266502Handika SuparnoNo ratings yet
- LPGDocument67 pagesLPGASKOKO100% (1)
- Petrojam FinalDocument22 pagesPetrojam FinalturtlenatsNo ratings yet
- Updated Thesis Feb 13Document47 pagesUpdated Thesis Feb 13Pinlac, Kurt Russel P.No ratings yet
- R & D English GeneralBook 2009Document40 pagesR & D English GeneralBook 2009Suman Kakkirala100% (1)
- Training Report - BPCL - Oman Bina RefineryDocument15 pagesTraining Report - BPCL - Oman Bina RefineryNapoleon DasNo ratings yet
- TransTech Diseño PlantaDocument24 pagesTransTech Diseño PlantaAndres PercyNo ratings yet
- ICI Caldaie Catalogue ENGDocument102 pagesICI Caldaie Catalogue ENGaxs00No ratings yet
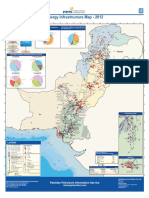
- PPIS Energy Infra Map 2012Document1 pagePPIS Energy Infra Map 2012jai chaudhariNo ratings yet
- Ghana ListDocument33 pagesGhana ListVincsNo ratings yet
- Instruction of Connection and Programming of Oscar-N Mini ControllerDocument25 pagesInstruction of Connection and Programming of Oscar-N Mini ControllerGabriel FuentesNo ratings yet
- Heat Values of Various Fuels - World Nuclear Association enDocument2 pagesHeat Values of Various Fuels - World Nuclear Association enEu Alb NegruNo ratings yet
- Nila Kimia Xi IpaDocument52 pagesNila Kimia Xi IpamrizkyrameshNo ratings yet