You might also like
- Fahrwiderstände des Kraftfahrzeugs: Luft- und Rollwiderstandsermittlung im FahrversuchFrom EverandFahrwiderstände des Kraftfahrzeugs: Luft- und Rollwiderstandsermittlung im FahrversuchNo ratings yet
- SammelmappeUebungen16 17Document33 pagesSammelmappeUebungen16 17Tyo DekaNo ratings yet
- Bolt CalculationDocument5 pagesBolt CalculationbennyfergusonNo ratings yet
- Technisches Datenblatt T153Document36 pagesTechnisches Datenblatt T153Ako BogdaNo ratings yet
- List of Fan Belt SizesDocument48 pagesList of Fan Belt SizesDennis Vigil CaballeroNo ratings yet
- KL2 Ha1Document5 pagesKL2 Ha1e210505030No ratings yet
- KLME B 03 Hilfestellung BelegDocument57 pagesKLME B 03 Hilfestellung BelegEmilyNo ratings yet
- KrahnbanDocument9 pagesKrahnbanOkanSukruNo ratings yet
- CalcProt Z1-Z2Document3 pagesCalcProt Z1-Z2rudolf_laszlokNo ratings yet
- Schraubenberechnung Nach VDI 2230Document5 pagesSchraubenberechnung Nach VDI 2230bennyfergusonNo ratings yet
- ET-c-Plus Standard Ausg. 2009 - 01 VOGEL & NOOTDocument106 pagesET-c-Plus Standard Ausg. 2009 - 01 VOGEL & NOOTRelu GherghiceanuNo ratings yet
- Kupplungsauslegung Nach DIN 740Document7 pagesKupplungsauslegung Nach DIN 740amaze303No ratings yet
- 80 T 34 3050Document11 pages80 T 34 3050wydowaerdt100% (1)
- RD 91001Document28 pagesRD 91001Christian KleymannNo ratings yet
- Stat2 Torsion1Document33 pagesStat2 Torsion1denis1808scribdNo ratings yet
- Tragkonstruktion Im HochbauDocument24 pagesTragkonstruktion Im HochbauAvemasterNo ratings yet
- R12 - Verzahnung I: Aufgabe 1Document8 pagesR12 - Verzahnung I: Aufgabe 1maraska10No ratings yet
- Konstruktionslehre BeispielsammlungDocument9 pagesKonstruktionslehre BeispielsammlungLukeNo ratings yet
- MT PropellersDocument2 pagesMT Propellerskats2404No ratings yet
- Propellermanual NeuformDocument20 pagesPropellermanual NeuformAnaya Ramiez Rafael AlanNo ratings yet
- THB_Drehen_2015Document152 pagesTHB_Drehen_2015tdihaus2No ratings yet
- Statik AO 2020 07 16Document77 pagesStatik AO 2020 07 16osknotNo ratings yet
- SCHR 02fcDocument18 pagesSCHR 02fcIvana OomingmakNo ratings yet
- ProbeDocument5 pagesProbePhilippM94No ratings yet
- 16955Document1 page16955nishanth132No ratings yet
- AZPDocument5 pagesAZPmgualdiNo ratings yet
- 304 Fms - Transilon Transportband Berechnung - de PDFDocument16 pages304 Fms - Transilon Transportband Berechnung - de PDFNedret BajramovicNo ratings yet
- KSB Bomba IncendioDocument28 pagesKSB Bomba IncendioEnrique EMNo ratings yet
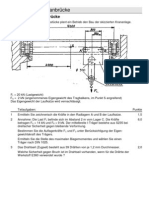
- TGT HP198788-2 KranbrueckeDocument6 pagesTGT HP198788-2 KranbrueckehippokgNo ratings yet
- Sistem Prindere Axial RadialDocument18 pagesSistem Prindere Axial RadialVladislav VatamaniucNo ratings yet
- Pompcurvers Sihi ZLND080160 PDFDocument80 pagesPompcurvers Sihi ZLND080160 PDFes9857No ratings yet
- REXROTH eLINE - REX Voziky PDFDocument20 pagesREXROTH eLINE - REX Voziky PDFMarian ZatkoNo ratings yet
- Crane Imp As Per DINDocument181 pagesCrane Imp As Per DINppankajr100% (1)
- Berechnungsanleitung 04Document30 pagesBerechnungsanleitung 04Jorge Llimpe RojasNo ratings yet
- 06 0 Achsen Und Wellen UebungsserieDocument11 pages06 0 Achsen Und Wellen Uebungsserieigualdi53No ratings yet
- Wolfien DMK2015Document18 pagesWolfien DMK2015Everest Engineering Lead R&DNo ratings yet
- 02 - Handout Achsen Und Wellen MEL 307.451 2013 WSDocument28 pages02 - Handout Achsen Und Wellen MEL 307.451 2013 WSLuka VartušekNo ratings yet
- WS3 PS1 WellendimensionierungDocument8 pagesWS3 PS1 Wellendimensionierunggustrossi100% (1)
- Knuth Prospect 300820 De-DeDocument5 pagesKnuth Prospect 300820 De-DepeterNo ratings yet
- An Tri Ebs TechnikDocument120 pagesAn Tri Ebs TechnikSara PotterNo ratings yet
- Spur Gear, Gear Rack LaurentiuDocument18 pagesSpur Gear, Gear Rack LaurentiuDănceanu LaurențiuNo ratings yet
- Technische Daten - BA W04Document2 pagesTechnische Daten - BA W04Enes AkbaşNo ratings yet
- Informe Torsion E111Document24 pagesInforme Torsion E111Anderson Yesid MendezNo ratings yet
- Gekruemmte Bauteile Und Bauteile Mit Veraenderlichem QuerschnittDocument36 pagesGekruemmte Bauteile Und Bauteile Mit Veraenderlichem QuerschnittwoscriNo ratings yet
- Catalogo Bomba PMDocument6 pagesCatalogo Bomba PMmiguel_1650% (1)
- Load Capacity Calculation of Shafts and Axles-DIN - FVA - R - 743 - NeuDocument10 pagesLoad Capacity Calculation of Shafts and Axles-DIN - FVA - R - 743 - NeuMohan RaoNo ratings yet
- 2 Achs Spindel AntriebDocument3 pages2 Achs Spindel AntriebSaurabh KumarNo ratings yet
- 294-1-F Kräfte Und Leistungen Beim DrehenDocument1 page294-1-F Kräfte Und Leistungen Beim DrehenFlorianKleymannNo ratings yet
- BM Bomag Tandem-Vibrowalze BW80-BW100 de (0ea)Document2 pagesBM Bomag Tandem-Vibrowalze BW80-BW100 de (0ea)ishfaqNo ratings yet
- Din 711 2010-05Document12 pagesDin 711 2010-05tiagobello1No ratings yet
- NomogramDocument15 pagesNomogramUmpahPah75No ratings yet
- BREVINI Industrial SeriesDocument214 pagesBREVINI Industrial SeriesEsra YansenNo ratings yet
- It WEBDocument136 pagesIt WEBjoker4791No ratings yet
- Active Float DLG 2010Document8 pagesActive Float DLG 2010piffro80No ratings yet
- Triebwerksdynamik und Konstruktionselemente des VerbrennungsmotorsFrom EverandTriebwerksdynamik und Konstruktionselemente des VerbrennungsmotorsNo ratings yet
- Stabilität und Parametrierung: Kompendium Simulation und Regelung technischer Prozesse, Teil 12From EverandStabilität und Parametrierung: Kompendium Simulation und Regelung technischer Prozesse, Teil 12No ratings yet
- inftech-Physikformelsammlung Themenheft Einheiten: Physik, Einheiten, Normen und GrößenFrom Everandinftech-Physikformelsammlung Themenheft Einheiten: Physik, Einheiten, Normen und GrößenNo ratings yet
- Manual - 04 Cascos SchuberthDocument72 pagesManual - 04 Cascos SchuberthJairo Chaves CorderoNo ratings yet
- Der HandschuhDocument1 pageDer Handschuhketid31146No ratings yet
- Personalpronomen Im DativDocument11 pagesPersonalpronomen Im DativkhaifallahNo ratings yet
- Poncho Pullover in Schachenmayr 1984 Downloadable PDF 2Document3 pagesPoncho Pullover in Schachenmayr 1984 Downloadable PDF 2Georgiana BusuiocNo ratings yet
- Could You Be Mine Kapitel 1-14Document288 pagesCould You Be Mine Kapitel 1-14Mariah von KiparskiNo ratings yet
- GGV Timmendorfer Strand PDFDocument148 pagesGGV Timmendorfer Strand PDFOstsee Schleswig-HolsteinNo ratings yet
- Linie 1 A2 RedemittelDocument13 pagesLinie 1 A2 RedemittelJhon Sebastian Correa G.100% (1)
- Dynacord F 8Document3 pagesDynacord F 8Nedelcu ConstantinNo ratings yet