You might also like
- From the Cradle to the Craze: China's Indigenous Automobile IndustryFrom EverandFrom the Cradle to the Craze: China's Indigenous Automobile IndustryNo ratings yet
- Summer Training ReportDocument74 pagesSummer Training ReportHarpreet SinghNo ratings yet
- Rack Pruebas HitachiDocument4 pagesRack Pruebas HitachijesusNo ratings yet
- Final ReportDocument28 pagesFinal ReportBishwo Kiran Bhattarai100% (1)
- Resume 1Document2 pagesResume 1Sandeep PusaNo ratings yet
- Sonalika Training Report 55844bbf6e2a7Document54 pagesSonalika Training Report 55844bbf6e2a7ShubhamKumarNo ratings yet
- Final Report On Wind TurbinesDocument6 pagesFinal Report On Wind TurbinesShubham BondeNo ratings yet
- Industrial Training ReportDocument42 pagesIndustrial Training ReportShubham SatheNo ratings yet
- ReportDocument72 pagesReportLeo Martin100% (1)
- Internship HarshaDocument15 pagesInternship HarshaPratheek GowdaNo ratings yet
- Sonalika ProjectDocument86 pagesSonalika ProjectVivek ThakurNo ratings yet
- Beml PresentationDocument19 pagesBeml PresentationgvikasrNo ratings yet
- Industrial Visit-1Document11 pagesIndustrial Visit-1Kaushal Rajput100% (2)
- Part 1Document576 pagesPart 1ManivannanNo ratings yet
- A ProjectDocument14 pagesA Projectajay0% (1)
- India Warehousing Report - Knight Frank PDFDocument59 pagesIndia Warehousing Report - Knight Frank PDFdeepakmukhiNo ratings yet
- Project Report On GearsDocument40 pagesProject Report On GearsHaNan KhaLeelNo ratings yet
- Skill Devp in EV Sector by DR Vora ASDC 021221Document32 pagesSkill Devp in EV Sector by DR Vora ASDC 021221Kamal VoraNo ratings yet
- JBMDocument53 pagesJBMVaibhav Ahlawat100% (1)
- A Project Report On The Work Done During Summer Training: DCM Shriram Consolidated Limited (DSCL)Document44 pagesA Project Report On The Work Done During Summer Training: DCM Shriram Consolidated Limited (DSCL)asifstarNo ratings yet
- RP Project Report SonalikaDocument39 pagesRP Project Report Sonalikaਸਰਦਾਰ Supreet Singh100% (1)
- Final Report IntershipDocument23 pagesFinal Report IntershipShivam BajpaiNo ratings yet
- Ultratech Cement (WBCW) : Apprenticeship Training ReportDocument4 pagesUltratech Cement (WBCW) : Apprenticeship Training Reportkirity ghoshNo ratings yet
- KSFC ProjectDocument26 pagesKSFC ProjectsrinNo ratings yet
- Cable TV MGMT SystemDocument10 pagesCable TV MGMT SystemManoj Kumar100% (1)
- Enhancing Village Income: Aicte Activity Program - 4Document8 pagesEnhancing Village Income: Aicte Activity Program - 41DS17CV001 AbhishekNo ratings yet
- Internship Report On BemlDocument29 pagesInternship Report On BemlYasewn KALAWANTNo ratings yet
- Internship JSW ReportDocument20 pagesInternship JSW ReportKetan NikamNo ratings yet
- Kamco ProjectDocument52 pagesKamco ProjectRobin ThomasNo ratings yet
- Nerve Sensitivity Alert System For Comatose Patients: Submitted byDocument83 pagesNerve Sensitivity Alert System For Comatose Patients: Submitted byGaurav SinghNo ratings yet
- Bikes SpecificationsDocument2 pagesBikes Specificationssuresh_gs9999100% (1)
- Aamer Report SeminarDocument27 pagesAamer Report SeminarRohith NarayanNo ratings yet
- Zanvar GroupDocument49 pagesZanvar GroupSamuel Davis50% (2)
- Dream Company ITCDocument9 pagesDream Company ITCamandeep152No ratings yet
- Swaraj Engines Ltd. Training Report by Satnam SinghDocument58 pagesSwaraj Engines Ltd. Training Report by Satnam SinghSatnam Singh100% (4)
- Tafe TrainingDocument20 pagesTafe TrainingDarshan Gajera100% (1)
- Final Training Report - Punjab Tractors Limited (PTL)Document13 pagesFinal Training Report - Punjab Tractors Limited (PTL)Harpreet Randhawa100% (3)
- Review Paper of Electric VehiclesDocument4 pagesReview Paper of Electric VehiclesEditor IJTSRDNo ratings yet
- Solar Power Tower.306Document27 pagesSolar Power Tower.306anilbabu100% (1)
- 130 Project Report On Automobile WorkshopDocument42 pages130 Project Report On Automobile WorkshopMd Reyajuddin0% (1)
- Industrial Tarining BY Rohit Thakur ROLL NO. 81404114070 Mechanical EngineeringDocument61 pagesIndustrial Tarining BY Rohit Thakur ROLL NO. 81404114070 Mechanical EngineeringSimranpreet Singh100% (1)
- Professor Jayashankar Telangana State Agricultural University Agricultural College Warangal Challenging TaskDocument19 pagesProfessor Jayashankar Telangana State Agricultural University Agricultural College Warangal Challenging TaskManisha NerellaNo ratings yet
- MG Motor India - WikipediaDocument9 pagesMG Motor India - WikipediaNUTHI SIVA SANTHANNo ratings yet
- ReportDocument39 pagesReportmanuNo ratings yet
- Mahindra and Mahindra - Swaraj Tractor Division - Project Semester PresentationDocument43 pagesMahindra and Mahindra - Swaraj Tractor Division - Project Semester PresentationHarpreet Randhawa100% (2)
- Delhi's Solid Waste Management System: The Present Situation: Burn or DumpDocument14 pagesDelhi's Solid Waste Management System: The Present Situation: Burn or DumpGaurav RajNo ratings yet
- Tata Motors Presentation - Final1Document37 pagesTata Motors Presentation - Final1jineshc_1100% (1)
- Faheem Riyaz Shaikh (AEN) MicroprojectDocument17 pagesFaheem Riyaz Shaikh (AEN) MicroprojectFaheem ShaikhNo ratings yet
- Elements - of - Machine - DesignDocument32 pagesElements - of - Machine - DesignMac MelterNo ratings yet
- Hybrid Electric VehiclesDocument28 pagesHybrid Electric VehiclesPreet NagpalNo ratings yet
- Market Research On JK Wall Putty in Kanpur: Ummer Internship Roject EportDocument49 pagesMarket Research On JK Wall Putty in Kanpur: Ummer Internship Roject EportRocky Rocky100% (1)
- PVSyst Losses in DetailsDocument9 pagesPVSyst Losses in DetailsApower Engg.100% (1)
- Escorts Agri Faridabad - Process of Production of Rear Axle - Mechanical Engg. (ME) Summer InnternshipDocument34 pagesEscorts Agri Faridabad - Process of Production of Rear Axle - Mechanical Engg. (ME) Summer InnternshipVinnie SinghNo ratings yet
- Tata Project ReportDocument253 pagesTata Project Reportwasi28No ratings yet
- Guidelines For Laying Transmission Lines Through Forest Areas PDFDocument4 pagesGuidelines For Laying Transmission Lines Through Forest Areas PDFMadhuresh SrivastavaNo ratings yet
- EscortsDocument68 pagesEscortsAarti ParasharNo ratings yet
- Gurpreet GuruDocument84 pagesGurpreet GuruRoop ShergillNo ratings yet
- Preface: Jasmeet SinghDocument69 pagesPreface: Jasmeet Singhajeetsingster100% (2)
- Job Satisfaction ProjectDocument116 pagesJob Satisfaction Projectmona2ankur100% (3)
- Analysis of TractorDocument14 pagesAnalysis of TractorVithani MehulNo ratings yet
- Pnbcontr0223en (Web)Document308 pagesPnbcontr0223en (Web)James GeorgeNo ratings yet
- Versana Premier Transducer GuideDocument4 pagesVersana Premier Transducer GuideDigo OtávioNo ratings yet
- GP 24-21 - Fire Hazard AnalysisDocument53 pagesGP 24-21 - Fire Hazard AnalysisJohn DryNo ratings yet
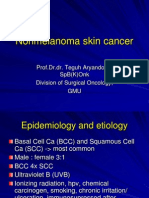
- Nonmelanoma Skin Cancer: Prof - Dr.Dr. Teguh Aryandono, SPB (K) Onk Division of Surgical Oncology, GmuDocument22 pagesNonmelanoma Skin Cancer: Prof - Dr.Dr. Teguh Aryandono, SPB (K) Onk Division of Surgical Oncology, GmuFazaKhilwanAmnaNo ratings yet
- Ebook PDF Conceptual Physical Science 6th Edition PDFDocument41 pagesEbook PDF Conceptual Physical Science 6th Edition PDFamy.martin707100% (37)
- Explaining Zambian Poverty: A History of Economic Policy Since IndependenceDocument37 pagesExplaining Zambian Poverty: A History of Economic Policy Since IndependenceChola Mukanga100% (3)
- Elements, Compounds, MixturesDocument35 pagesElements, Compounds, MixturesNorvieNo ratings yet
- Facility Systems, Ground Support Systems, and Ground Support EquipmentDocument97 pagesFacility Systems, Ground Support Systems, and Ground Support EquipmentSree288No ratings yet
- Monitoring:: Steps of Adding New SiteDocument8 pagesMonitoring:: Steps of Adding New SiteMohammad ZakoutNo ratings yet
- L15 - Parallel Magnetic CircuitsDocument6 pagesL15 - Parallel Magnetic CircuitsParikshit MishraNo ratings yet
- Zhou 2019 IOP Conf. Ser. Earth Environ. Sci. 252 032144Document11 pagesZhou 2019 IOP Conf. Ser. Earth Environ. Sci. 252 032144Dante FilhoNo ratings yet
- Welrod Silenced PistolDocument2 pagesWelrod Silenced Pistolblowmeasshole1911No ratings yet
- Quiz Business MathDocument5 pagesQuiz Business MathMA. JEMARIS SOLISNo ratings yet
- EclipseDocument6 pagesEclipsetoncipNo ratings yet
- Intro To BiochemDocument2 pagesIntro To BiochemPeachy PieNo ratings yet
- HCCI - Seminar Reports PPT PDF DOC PresentationDocument3 pagesHCCI - Seminar Reports PPT PDF DOC PresentationVenkatesh MohanNo ratings yet
- Massimo Cacciari, 1994. The Necessary AngelDocument133 pagesMassimo Cacciari, 1994. The Necessary AngelAbner J ColmenaresNo ratings yet
- Chapter 1 Cumulative Review: Multiple ChoiceDocument2 pagesChapter 1 Cumulative Review: Multiple ChoiceJ. LeeNo ratings yet
- History of DiamondsDocument21 pagesHistory of Diamondssilvernitrate1953No ratings yet
- Bahir Dar NDP UDP - Final ReportDocument188 pagesBahir Dar NDP UDP - Final ReportWorkuMamo100% (1)
- Rockwell Allen BradleyDocument73 pagesRockwell Allen BradleymaygomezNo ratings yet
- Cooking Off The Clock by Elizabeth Falkner - Recipes and ExcerptDocument16 pagesCooking Off The Clock by Elizabeth Falkner - Recipes and ExcerptThe Recipe ClubNo ratings yet
- Green Engine 2 PDFDocument7 pagesGreen Engine 2 PDFharivardhanNo ratings yet
- NTDCDocument8 pagesNTDCjaved_hanifNo ratings yet
- Instant Download Professional Nursing Practice Concepts Perspectives 7th Blais Hayes Test Bank PDF ScribdDocument32 pagesInstant Download Professional Nursing Practice Concepts Perspectives 7th Blais Hayes Test Bank PDF ScribdDanielle Searfoss100% (10)
- Action, Desire and Subjectivity in Prabhakara MimamsaDocument28 pagesAction, Desire and Subjectivity in Prabhakara Mimamsasiddy_777No ratings yet
- Obs Inf Worksheet 2013Document2 pagesObs Inf Worksheet 2013api-338002331No ratings yet
- AS-Interface Devices: (Slave Modules)Document48 pagesAS-Interface Devices: (Slave Modules)Muhamad PriyatnaNo ratings yet
- Audio Spot LightingDocument20 pagesAudio Spot LightingLavanya Vaishnavi D.A.No ratings yet
- An Adaptive Power Oscillation Damping Controllerby STATCOM With Energy StorageDocument10 pagesAn Adaptive Power Oscillation Damping Controllerby STATCOM With Energy StorageChristian EmenikeNo ratings yet
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesFrom EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesRating: 4.5 out of 5 stars4.5/5 (21)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- Electric Motor Control: DC, AC, and BLDC MotorsFrom EverandElectric Motor Control: DC, AC, and BLDC MotorsRating: 4.5 out of 5 stars4.5/5 (19)
- Shorting the Grid: The Hidden Fragility of Our Electric GridFrom EverandShorting the Grid: The Hidden Fragility of Our Electric GridRating: 4.5 out of 5 stars4.5/5 (2)
- Well Integrity for Workovers and RecompletionsFrom EverandWell Integrity for Workovers and RecompletionsRating: 5 out of 5 stars5/5 (3)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Building Energy Management Systems and Techniques: Principles, Methods, and ModellingFrom EverandBuilding Energy Management Systems and Techniques: Principles, Methods, and ModellingNo ratings yet
- The Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceFrom EverandThe Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceNo ratings yet
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AFrom EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ANo ratings yet
- Handbook on Battery Energy Storage SystemFrom EverandHandbook on Battery Energy Storage SystemRating: 4.5 out of 5 stars4.5/5 (2)
- Renewable Energy: Physics, Engineering, Environmental Impacts, Economics and PlanningFrom EverandRenewable Energy: Physics, Engineering, Environmental Impacts, Economics and PlanningRating: 5 out of 5 stars5/5 (4)
- Renewable Energy Finance: Theory and PracticeFrom EverandRenewable Energy Finance: Theory and PracticeRating: 4 out of 5 stars4/5 (1)
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- Nigerian Public Discourse: The Interplay of Empirical Evidence and HyperboleFrom EverandNigerian Public Discourse: The Interplay of Empirical Evidence and HyperboleNo ratings yet
- Thermal Power Plant: Design and OperationFrom EverandThermal Power Plant: Design and OperationRating: 4.5 out of 5 stars4.5/5 (23)
- Electric Motors and Drives: Fundamentals, Types and ApplicationsFrom EverandElectric Motors and Drives: Fundamentals, Types and ApplicationsRating: 4.5 out of 5 stars4.5/5 (12)
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- The Truth About Solar Panels The Book That Solar Manufacturers, Vendors, Installers And DIY Scammers Don't Want You To ReadFrom EverandThe Truth About Solar Panels The Book That Solar Manufacturers, Vendors, Installers And DIY Scammers Don't Want You To ReadRating: 4.5 out of 5 stars4.5/5 (10)
- VSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsFrom EverandVSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsNo ratings yet