You might also like
- G90t.FichaTécnica - LIEBHERR LTM 1090 - 2Document6 pagesG90t.FichaTécnica - LIEBHERR LTM 1090 - 2Luis LoyolaNo ratings yet
- 1006017-ALAMBRE 71V 116 (16 MM) INDURADocument2 pages1006017-ALAMBRE 71V 116 (16 MM) INDURAErix Alcayaga GonzalezNo ratings yet
- Chech List MotoniveladoraDocument6 pagesChech List MotoniveladoraExe Grasso100% (1)
- Liebherr Universalfett Arctic - SDB - ESDocument9 pagesLiebherr Universalfett Arctic - SDB - ESRolando SanchoNo ratings yet
- Catalogo SACK 2019Document72 pagesCatalogo SACK 2019cpezoarochaNo ratings yet
- Manual para Usar El Ultrasonido Nova Tg110 PDFDocument5 pagesManual para Usar El Ultrasonido Nova Tg110 PDFJESGEDEONNo ratings yet
- Grúa LTM 1500-8.1 especificacionesDocument4 pagesGrúa LTM 1500-8.1 especificacionesFabiano GoncalvesNo ratings yet
- Ajustes suspensión 30 pruebasDocument8 pagesAjustes suspensión 30 pruebasSegundo DiazNo ratings yet
- Catálogo Cables de AceroDocument28 pagesCatálogo Cables de AceroMario TiconaNo ratings yet
- 3435-G-PR-00003 Rev 0Document12 pages3435-G-PR-00003 Rev 0Mauricio Esteban Fernandez RamirezNo ratings yet
- Todo Terreno Liebherr LTM1080Document5 pagesTodo Terreno Liebherr LTM1080Leonardo SilvaNo ratings yet
- Colores para laboresDocument15 pagesColores para laboresseleneNo ratings yet
- M08 Mantenimiento Cargadora Doosan 250-VDocument6 pagesM08 Mantenimiento Cargadora Doosan 250-VPaulitoMartinezNo ratings yet
- IT CAÑ 0010 Rev.8 Torque A Uniones FlangeadasDocument42 pagesIT CAÑ 0010 Rev.8 Torque A Uniones FlangeadasClaudio JacomellaNo ratings yet
- 1190E SP Servicio 733729Document937 pages1190E SP Servicio 733729Pedro Mollo Vara100% (1)
- Dellegrazie PDFDocument7 pagesDellegrazie PDFYeison Leon100% (1)
- Liebherr Soluciones para Trabjos de Elevación Grúa de Celosía Sobre Cadenas PDFDocument44 pagesLiebherr Soluciones para Trabjos de Elevación Grúa de Celosía Sobre Cadenas PDFesteban0barahonaNo ratings yet
- Centrifugas EspanolDocument32 pagesCentrifugas EspanolAngel ViberosNo ratings yet
- Catálogo - RenovaDocument27 pagesCatálogo - RenovacarlosNo ratings yet
- Integridad de ValvulasDocument16 pagesIntegridad de ValvulasAlexander Rodriguez SarmientoNo ratings yet
- Codigo Errores-1-1 PDFDocument40 pagesCodigo Errores-1-1 PDFAlejandro ZuñigaNo ratings yet
- PK15500 Tabla de Carga PDFDocument2 pagesPK15500 Tabla de Carga PDFJuan Francisco Capetillo100% (1)
- Liebherr LTM 1090Document34 pagesLiebherr LTM 1090Fabian RamirezNo ratings yet
- ELEVADOR DE FRUTO 45 TNDocument16 pagesELEVADOR DE FRUTO 45 TNJorge Prado DiazNo ratings yet
- Catalogo Suspension Soportes Rei 2014Document14 pagesCatalogo Suspension Soportes Rei 2014FRENOS CAMPANAS100% (1)
- CATALOGO HSM Instalacion y Mantenimiento PDFDocument12 pagesCATALOGO HSM Instalacion y Mantenimiento PDFFernando NanezNo ratings yet
- Aceros Thyssen - Corte y Soldadura Aceros XAR PDFDocument25 pagesAceros Thyssen - Corte y Soldadura Aceros XAR PDFrolandobtNo ratings yet
- Catalogo Comercial Sullair 260Document2 pagesCatalogo Comercial Sullair 260Mauricio100% (1)
- Catálogo de cadenas y engranajes SYL PanamáDocument84 pagesCatálogo de cadenas y engranajes SYL Panamáalexhch15No ratings yet
- Enrique Freyre Catalogo 2018 PDFDocument110 pagesEnrique Freyre Catalogo 2018 PDFanon_531106689100% (1)
- Pruebas Tecnicas MecanicosDocument10 pagesPruebas Tecnicas MecanicosLorenzo Araya0% (1)
- Curso de AutohormigoneroDocument37 pagesCurso de Autohormigoneropercy MorenoNo ratings yet
- Manual Lovato RGK420SADocument19 pagesManual Lovato RGK420SAAlberto Fernández MarínNo ratings yet
- Manual Mantenimiento OMM MachineryDocument216 pagesManual Mantenimiento OMM MachineryManuel AraujoNo ratings yet
- Manual CompletoDocument42 pagesManual CompletoArielPreisz_09100% (1)
- Compresión de gas a alta presión: operación y mantenimiento de plantas de aminasDocument21 pagesCompresión de gas a alta presión: operación y mantenimiento de plantas de aminasامسيديل رامو0% (1)
- Bombas HidraulicasDocument28 pagesBombas HidraulicasJaho CignoniNo ratings yet
- Malacates y Sandline - DesarrolloDocument12 pagesMalacates y Sandline - DesarrolloJohan Sebastian Torres Gómez100% (1)
- Bombas Siam j200Document17 pagesBombas Siam j200Claudio MarioNo ratings yet
- LubricaciOn y CojinetesDocument26 pagesLubricaciOn y Cojineteseric hernandezNo ratings yet
- Tea Desmontaje de Radiador 797fDocument7 pagesTea Desmontaje de Radiador 797fANGEL MUCHICANo ratings yet
- Mantenimiento Ford Cargo 1722EDocument14 pagesMantenimiento Ford Cargo 1722ESebas CorneNo ratings yet
- Especificacion FMDocument2 pagesEspecificacion FMMichael Yankán AlanyaNo ratings yet
- Trompo HormigoneroDocument5 pagesTrompo HormigoneroyoberNo ratings yet
- DMI Super 22-36 Pipe Bending MachineDocument33 pagesDMI Super 22-36 Pipe Bending MachineJoselito Linkin coyla0% (1)
- Jet Pox Epn HCR GFK Gris Ral 7038Document7 pagesJet Pox Epn HCR GFK Gris Ral 7038SIG TCKNo ratings yet
- Manual de Operador American Augers 30 225 HT Boring Machine - Español - ED - FINALDocument40 pagesManual de Operador American Augers 30 225 HT Boring Machine - Español - ED - FINALgerman gualavisiNo ratings yet
- Manual Bombas ZM (Rev. 2010)Document4 pagesManual Bombas ZM (Rev. 2010)gbobadillaNo ratings yet
- Pauta 500 Hrs Grua Horquilla h300 360Document2 pagesPauta 500 Hrs Grua Horquilla h300 360Jose Figueroa100% (2)
- Lincoln Inversor 200i ST soldadoras compacta semi-industrialDocument2 pagesLincoln Inversor 200i ST soldadoras compacta semi-industrialCarlos Enrique Rivas BustamanteNo ratings yet
- Cargadorfrontal 721FDocument10 pagesCargadorfrontal 721FEmerson ArteagaNo ratings yet
- Godwin PumpsDocument24 pagesGodwin PumpsDaniel Javier Huallpa Zegarra50% (2)
- Bomba (Dosificadora DD10-DOSIVAC)Document29 pagesBomba (Dosificadora DD10-DOSIVAC)FrancoNo ratings yet
- Proc-Montaje Upper de Grua P&H 140Document4 pagesProc-Montaje Upper de Grua P&H 140Miguel Venegas EliasNo ratings yet
- Elevadores de cangilones: clasificación y tipos según características del material transportadoDocument6 pagesElevadores de cangilones: clasificación y tipos según características del material transportadoHanna Andrea CastilloNo ratings yet
- Electrodos para RecubrimientoDocument1 pageElectrodos para RecubrimientoeddyjohanNo ratings yet
- Soldadura TIPDocument4 pagesSoldadura TIPNestor OliNo ratings yet
- Tipos de Uniones SoldadasDocument14 pagesTipos de Uniones SoldadasJennifer Rojas BravoNo ratings yet
- Reconstrucción de rodillo inferior doble pestaña Caterpillar D6Document7 pagesReconstrucción de rodillo inferior doble pestaña Caterpillar D6CheDavixsNo ratings yet
- Relleno de Varias CapasDocument13 pagesRelleno de Varias Capashdcs93No ratings yet
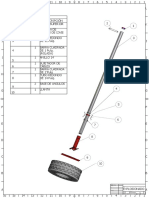
- Despiezado 1Document1 pageDespiezado 1Roberto Chang PalmaNo ratings yet
- Despiezado PDFDocument1 pageDespiezado PDFRoberto Chang PalmaNo ratings yet
- Despie Za DoDocument1 pageDespie Za DoRoberto Chang PalmaNo ratings yet
- Ensamblaje 1 CotasDocument1 pageEnsamblaje 1 CotasRoberto Chang PalmaNo ratings yet
- Despie Za DoDocument1 pageDespie Za DoRoberto Chang PalmaNo ratings yet
- AnilloDocument1 pageAnilloRoberto Chang PalmaNo ratings yet
- Despie Za DoDocument1 pageDespie Za DoRoberto Chang PalmaNo ratings yet
- A2 PDFDocument1 pageA2 PDFRoberto Chang PalmaNo ratings yet
- Base de Conector de EscaleraDocument1 pageBase de Conector de EscaleraRoberto Chang PalmaNo ratings yet
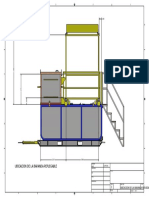
- Ubicacion de La Baranda ReplegableDocument1 pageUbicacion de La Baranda ReplegableRoberto Chang PalmaNo ratings yet
- Ensamblaje 1Document1 pageEnsamblaje 1Roberto Chang PalmaNo ratings yet
- Nota: Todas Las Unidades de Medida Se Encuentran en Milimetros, Exepto Lo Se Alizado Con Otra Descripci NDocument1 pageNota: Todas Las Unidades de Medida Se Encuentran en Milimetros, Exepto Lo Se Alizado Con Otra Descripci NRoberto Chang PalmaNo ratings yet
- Ubicacion de Baranda FrontalDocument1 pageUbicacion de Baranda FrontalRoberto Chang PalmaNo ratings yet
- Ensamblaje Guardas CotasDocument1 pageEnsamblaje Guardas CotasRoberto Chang PalmaNo ratings yet
- Ensamblaje 1Document1 pageEnsamblaje 1Roberto Chang PalmaNo ratings yet
- En Sam Bla Je Explosion A DoDocument1 pageEn Sam Bla Je Explosion A DoRoberto Chang PalmaNo ratings yet
- A5 Plataforma Extremo A5Document1 pageA5 Plataforma Extremo A5Roberto Chang PalmaNo ratings yet
- Despie Za Do TOLVADocument1 pageDespie Za Do TOLVARoberto Chang PalmaNo ratings yet
- Ensamblaje 1 CotasDocument1 pageEnsamblaje 1 CotasRoberto Chang PalmaNo ratings yet
- Ensamblaje1 1 PDFDocument1 pageEnsamblaje1 1 PDFRoberto Chang PalmaNo ratings yet
- Tiempo Horizontal PDFDocument1 pageTiempo Horizontal PDFRoberto Chang PalmaNo ratings yet
- Sustento de Calificación de SoldadoresDocument5 pagesSustento de Calificación de SoldadoresRoberto Chang PalmaNo ratings yet
- Sustento de Calificación de SoldadoresDocument5 pagesSustento de Calificación de SoldadoresRoberto Chang PalmaNo ratings yet
- Planos de La BocamazaDocument5 pagesPlanos de La BocamazaRoberto Chang PalmaNo ratings yet
- Vencimiento de CalificaciónDocument2 pagesVencimiento de CalificaciónRoberto Chang PalmaNo ratings yet
- A8 Tripode A8Document1 pageA8 Tripode A8Roberto Chang PalmaNo ratings yet
- Inmena Sac: Detalle B Escala 1 / 5 BDocument1 pageInmena Sac: Detalle B Escala 1 / 5 BRoberto Chang PalmaNo ratings yet
- Ensamblaje 1Document1 pageEnsamblaje 1Roberto Chang PalmaNo ratings yet
- Ensamblaje 1 CotasDocument1 pageEnsamblaje 1 CotasRoberto Chang PalmaNo ratings yet
- A4 Plataforma Medio A4Document1 pageA4 Plataforma Medio A4Roberto Chang PalmaNo ratings yet
- Mezu S.A de C.VDocument6 pagesMezu S.A de C.VAndrea Medrano ZNo ratings yet
- Tabla de NicDocument1 pageTabla de NicDiana PriceNo ratings yet
- VULNERABILIDADDocument1 pageVULNERABILIDADgereNo ratings yet
- Manual de Las Fuerzas ArmadaDocument254 pagesManual de Las Fuerzas ArmadaJose Antonio Gonzalez Mendez100% (4)
- Ficha Tecnica de Bombas Multietapas Verticales de Las Series BMV Y BMVFDocument27 pagesFicha Tecnica de Bombas Multietapas Verticales de Las Series BMV Y BMVFPedro AvellaNo ratings yet
- Libro Teoría Social PDFDocument146 pagesLibro Teoría Social PDFNachoNo ratings yet
- Auditoria 2020Document7 pagesAuditoria 2020Helbert OCNo ratings yet
- Framedia ADocument13 pagesFramedia ASara Jimenez RodriguezNo ratings yet
- Copista Como Autor - Canfora (Espanhol)Document57 pagesCopista Como Autor - Canfora (Espanhol)MARINA GARCIA FERREIRANo ratings yet
- Funciones Matematicas Unidad 1Document34 pagesFunciones Matematicas Unidad 1Paulina Xitlali ReynaNo ratings yet
- Unidad 4 de LaboratorioDocument27 pagesUnidad 4 de LaboratoriomarthaNo ratings yet
- Instalación de 600 Ha de especies Agroforestales en Tabaconas, CajamarcaDocument123 pagesInstalación de 600 Ha de especies Agroforestales en Tabaconas, CajamarcaCésarNo ratings yet
- Guia de Cocinas WebDocument24 pagesGuia de Cocinas Webelviradlopez100% (1)
- Marco TeoricoDocument4 pagesMarco TeoricoJOAN ALVARADO CANONo ratings yet
- Ficha de bloqueo de máquina xxxxDocument1 pageFicha de bloqueo de máquina xxxxLuis GomezNo ratings yet
- TRAZOS DE CARRETERAS 1 TrabajoDocument18 pagesTRAZOS DE CARRETERAS 1 TrabajoCarlos Roder RamirezNo ratings yet
- 9.5.2.7 Lab - Configuring and Verifying IPv6 ACLsDocument10 pages9.5.2.7 Lab - Configuring and Verifying IPv6 ACLsMaría José AyalaNo ratings yet
- Cuestionario de Tabla PeriodicaDocument11 pagesCuestionario de Tabla PeriodicaWendy RodriguezNo ratings yet
- Taller Lectura Organos de Los SentidosDocument4 pagesTaller Lectura Organos de Los SentidosJUAN CARLOS PONCENo ratings yet
- Experiencia de Aprendizaje de Tercero Cuarto QuintoDocument4 pagesExperiencia de Aprendizaje de Tercero Cuarto QuintoAndy Alexander Leonardo SoplinNo ratings yet
- Estudio de Factibilidad para La Implementacion de Una Fabrica de Telas en La Ciudad de Sucre para La EmpresaDocument20 pagesEstudio de Factibilidad para La Implementacion de Una Fabrica de Telas en La Ciudad de Sucre para La EmpresaespecularNo ratings yet
- Taller #2 ProbabilidadesDocument5 pagesTaller #2 ProbabilidadesALEXANDER MORILLO CASTRONo ratings yet
- EXPRESAMOS LIBREMENTE NUESTRAS EXPERIENCIASDocument6 pagesEXPRESAMOS LIBREMENTE NUESTRAS EXPERIENCIASargentina chungaNo ratings yet
- ProcesosII Mecanizado No TradicionalDocument13 pagesProcesosII Mecanizado No TradicionalJhoel Olivo100% (1)
- Introducción A La Administración Pública - Semana Bloque C Semana 1Document6 pagesIntroducción A La Administración Pública - Semana Bloque C Semana 1DOME HERNÁNDEZNo ratings yet
- Introduccion A La Programacion PDFDocument163 pagesIntroduccion A La Programacion PDFXimena Gonzalez MillaNo ratings yet
- Apuntes Cultivos AndinosDocument189 pagesApuntes Cultivos Andinosjaeyeaj100% (1)
- Trabajo 16 Buscadores de Precio - Grupo 2Document15 pagesTrabajo 16 Buscadores de Precio - Grupo 2Daniela RomeroNo ratings yet
- Mapas, continentes y climaDocument16 pagesMapas, continentes y climaancelmo777No ratings yet
- Cap II. Importancia de La FlexibilidadDocument54 pagesCap II. Importancia de La Flexibilidadivancattoni98No ratings yet