You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Brochure Larner Johnson PDFDocument20 pagesBrochure Larner Johnson PDFFrançois LeroyNo ratings yet
- Homemadeprimercourse PDFDocument17 pagesHomemadeprimercourse PDFFrançois LeroyNo ratings yet
- Brochure Larner Johnson PDFDocument20 pagesBrochure Larner Johnson PDFFrançois LeroyNo ratings yet
- Analysis of Structural State of 6040 Brass CartridDocument15 pagesAnalysis of Structural State of 6040 Brass CartridFrançois LeroyNo ratings yet
- Guidelines For Shielded Metal Arc Welding (SMAW)Document28 pagesGuidelines For Shielded Metal Arc Welding (SMAW)soroush1111No ratings yet
- Piirustukset Pistooli Sig p228Document10 pagesPiirustukset Pistooli Sig p228Scott FlanaganNo ratings yet
- Brochure Larner Johnson PDFDocument20 pagesBrochure Larner Johnson PDFFrançois LeroyNo ratings yet
- Brochure Larner Johnson PDFDocument20 pagesBrochure Larner Johnson PDFFrançois LeroyNo ratings yet
- The Covert Hunter by Bill HaysDocument1 pageThe Covert Hunter by Bill HaysFrançois LeroyNo ratings yet
- GlockDocument31 pagesGlockSerteco Coleccionista Militaria100% (1)
- MEISER Caillebotis PDFDocument124 pagesMEISER Caillebotis PDFlbo33No ratings yet
- Meat HunterDocument26 pagesMeat HunterFrançois LeroyNo ratings yet
- Systeme FNP 1067Document3 pagesSysteme FNP 1067François LeroyNo ratings yet
- Crossbow ManualDocument54 pagesCrossbow ManualEmoCat100% (6)
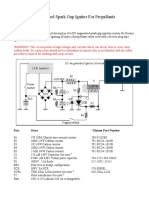
- Augmented Spark Gap Igniter For Propellants: Descr Mouser Part NumberDocument3 pagesAugmented Spark Gap Igniter For Propellants: Descr Mouser Part NumberFrançois LeroyNo ratings yet
- Piirustukset Pistooli Sig p228Document10 pagesPiirustukset Pistooli Sig p228Scott FlanaganNo ratings yet
- Evaluation of Improvised Shaped ChargesDocument50 pagesEvaluation of Improvised Shaped ChargesFrançois LeroyNo ratings yet
- GMI Pyrolysis of Mixed Polymers Review PDFDocument21 pagesGMI Pyrolysis of Mixed Polymers Review PDFFrançois LeroyNo ratings yet
- How To Build A Catalytic Test Reactor: Raoul Naumann D'alnoncourtDocument55 pagesHow To Build A Catalytic Test Reactor: Raoul Naumann D'alnoncourtFrançois LeroyNo ratings yet
- Motor Gasoline Analysis and SpecificationsDocument4 pagesMotor Gasoline Analysis and SpecificationsFrançois LeroyNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Black Out PDFDocument30 pagesBlack Out PDFFrançois LeroyNo ratings yet
- ExplosivesDocument355 pagesExplosivesjwitzel100% (1)
- JACO Single Shot WesternPistolDocument5 pagesJACO Single Shot WesternPistolFrançois LeroyNo ratings yet
- EU Demilisation Deco Guns 20152403Document6 pagesEU Demilisation Deco Guns 20152403François LeroyNo ratings yet
- Gasoline and Diesel Production Via Fischer Tropsch Synthesis Over Cobalt Based CatalystDocument5 pagesGasoline and Diesel Production Via Fischer Tropsch Synthesis Over Cobalt Based CatalystFrançois LeroyNo ratings yet
- Homemadeprimercourse PDFDocument17 pagesHomemadeprimercourse PDFFrançois LeroyNo ratings yet
- Alc Fuel ManualDocument72 pagesAlc Fuel Manual2subatomicpeanutNo ratings yet
- Lathe Bed DesignDocument56 pagesLathe Bed DesignMike100% (4)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- eMan-KSB ETAPUMP® Solar Water Pump Instruction ManualDocument43 pageseMan-KSB ETAPUMP® Solar Water Pump Instruction ManualMoly69xNo ratings yet
- Coil WinderDocument15 pagesCoil Winderkokomore100% (1)
- Notes Collection Related With OopsDocument135 pagesNotes Collection Related With OopsPervasivetech BangaloreNo ratings yet
- 2 37 8 1496 1 ISC Adv ParkDocument12 pages2 37 8 1496 1 ISC Adv ParkLuis Enrique GuzmanNo ratings yet
- 2017 Toy CatalogueDocument19 pages2017 Toy CatalogueErc Nunez VNo ratings yet
- Togaf Short QuestionsDocument24 pagesTogaf Short QuestionssomenathbasakNo ratings yet
- Siphon FinalDocument6 pagesSiphon Finalfyodor aswswswsNo ratings yet
- One For MajidDocument3 pagesOne For MajidChris BellNo ratings yet
- ASSIGNMENT Operating SystemDocument15 pagesASSIGNMENT Operating SystemkaranNo ratings yet
- Fermator vvvf5Document3 pagesFermator vvvf5Mauricio LustigNo ratings yet
- SIMADYN Dyn Hardware eDocument308 pagesSIMADYN Dyn Hardware emacakafkaNo ratings yet
- CH 07Document24 pagesCH 07Manan ChandaranaNo ratings yet
- Cs Fet Ee Btech PDFDocument108 pagesCs Fet Ee Btech PDFrakshitNo ratings yet
- Block Vibration TestDocument10 pagesBlock Vibration TestMehedi Hasan50% (2)
- 13 Organization Challenges of AgileDocument9 pages13 Organization Challenges of AgileroxrNo ratings yet
- Gas Engine Site Specific Technical DataDocument4 pagesGas Engine Site Specific Technical Datavlcmstne04No ratings yet
- Paul RudolphDocument137 pagesPaul RudolphmailsanNo ratings yet
- Operations ManagementDocument57 pagesOperations Managementnasirmalik72No ratings yet
- Opcua PDFDocument33 pagesOpcua PDFmfruge7No ratings yet
- Semple Material TagingDocument4 pagesSemple Material Tagingppg.desyaalfatih82No ratings yet
- Condensate Extraction Pump (CEP) : Opgs Power Gujarat PVT LTD 2X150 MW Thermal Power PlantDocument8 pagesCondensate Extraction Pump (CEP) : Opgs Power Gujarat PVT LTD 2X150 MW Thermal Power PlantSaravanan SundararajNo ratings yet
- 06 Earth - Quake - Tips PDFDocument55 pages06 Earth - Quake - Tips PDFMaheshbabu CheetakoruNo ratings yet
- Pull Out HandlesDocument4 pagesPull Out HandlesSCRIBD DOCSNo ratings yet
- FIDIC Clause: Delegation of The Engineer'S Authority Revision: ? DateDocument6 pagesFIDIC Clause: Delegation of The Engineer'S Authority Revision: ? DateTomoe GozenNo ratings yet
- Bosch Lambda Sensor LSU 1 & 4.9Document10 pagesBosch Lambda Sensor LSU 1 & 4.9Al CaracasNo ratings yet
- Telephone Dir.Document1 pageTelephone Dir.Sandeep PasumarthiNo ratings yet
- Cotton Ginning Machine Plant Quotation Ethopia 23 02 2024Document2 pagesCotton Ginning Machine Plant Quotation Ethopia 23 02 2024sultannesru2030No ratings yet
- 4313 Repair Mainshaft OHDocument38 pages4313 Repair Mainshaft OHYasin Noer Huda PNo ratings yet
- International MarketingDocument77 pagesInternational MarketingSaki HussainNo ratings yet