You might also like
- TVET 1 Worksheet 8 Rivera, JomareDocument7 pagesTVET 1 Worksheet 8 Rivera, JomareJomare RiveraNo ratings yet
- Hand ToolsDocument44 pagesHand Toolsmarlito100% (1)
- Lecture 3 - Non-Cutting Hand ToolsDocument26 pagesLecture 3 - Non-Cutting Hand ToolsRozy MacaseroNo ratings yet
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Machining HAND TOOLS ANDDocument2 pagesMachining HAND TOOLS ANDGene EyasNo ratings yet
- Information Sheet 2.1-2docxDocument8 pagesInformation Sheet 2.1-2docxErnesto CabuyadaoNo ratings yet
- 4.conventional MachiningDocument7 pages4.conventional MachiningpriyanshuvraoNo ratings yet
- Hand Thread Cutting ToolsDocument8 pagesHand Thread Cutting ToolsRaphael100% (1)
- Workshop Hints Pivot Replacement: ChecklistDocument8 pagesWorkshop Hints Pivot Replacement: Checklistottershaw57No ratings yet
- Engineering Workshop: Laboratory ManualDocument29 pagesEngineering Workshop: Laboratory Manualeklavya aditya patelNo ratings yet
- Pivot Replacement: ChecklistDocument7 pagesPivot Replacement: Checklistottershaw57No ratings yet
- 2 ToolsDocument83 pages2 ToolsKileta KafusiNo ratings yet
- Trade TheoryDocument5 pagesTrade Theorydileepnaik2005No ratings yet
- A Rotary Sine Bar For The LatheDocument2 pagesA Rotary Sine Bar For The LatheTheodor EikeNo ratings yet
- Progressive Report GRP DDocument12 pagesProgressive Report GRP Dbarkandaj0222222No ratings yet
- Kuliah 4 Pengencangan SambunganDocument24 pagesKuliah 4 Pengencangan SambunganAlifiaNo ratings yet
- Kuliah 4 Pengencangan SambunganDocument24 pagesKuliah 4 Pengencangan SambunganAlifiaNo ratings yet
- Spanners and WrenchesDocument4 pagesSpanners and WrenchesYounes BarakaNo ratings yet
- Fonelos JC Me105task1Document3 pagesFonelos JC Me105task1JohnCris B. FornilosNo ratings yet
- C6 - DrillingDocument7 pagesC6 - DrillingHans PinonNo ratings yet
- WorkshopDocument10 pagesWorkshopAhmed KucherNo ratings yet
- Screw FastenersDocument17 pagesScrew FastenersZojj UliNo ratings yet
- Group 2 - RivetingDocument15 pagesGroup 2 - RivetingClark Kevin Dela RamaNo ratings yet
- Bench FittingDocument161 pagesBench FittingMichael Castro Abudu100% (2)
- Work 13Document17 pagesWork 13engineeradel2No ratings yet
- Tips-For-D1 - 1 TestingDocument1 pageTips-For-D1 - 1 TestingCharlie MillerNo ratings yet
- Hand ToolsDocument33 pagesHand ToolsNan OoNo ratings yet
- Machine Shop Theory and Practi Ce: Mechanical EngineeringDocument17 pagesMachine Shop Theory and Practi Ce: Mechanical EngineeringJohn Borja100% (1)
- Using Shop ToolsDocument14 pagesUsing Shop Toolsgillian marbebe100% (1)
- Holding ToolsDocument60 pagesHolding Toolsariel canonoy100% (1)
- Cam ViseDocument14 pagesCam Visesundar_subash25No ratings yet
- Quiz1 ReviewerDocument17 pagesQuiz1 ReviewerJag MasterNo ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Information Sheet No3Document15 pagesInformation Sheet No3Indri VinceNo ratings yet
- Basic Hand Tools.: Produced By, Joe Wintermute ASE Certified Master Automobile TechnicianDocument54 pagesBasic Hand Tools.: Produced By, Joe Wintermute ASE Certified Master Automobile TechnicianJad MacintoshNo ratings yet
- CP3 - Free Hand SketchDocument181 pagesCP3 - Free Hand SketchHrishikesh deshpandeNo ratings yet
- Figure #2: The Parts For The Drilling Jig After Cutting To SizeDocument7 pagesFigure #2: The Parts For The Drilling Jig After Cutting To SizejacquesmayolNo ratings yet
- FastenersDocument15 pagesFastenersabduallah rabahNo ratings yet
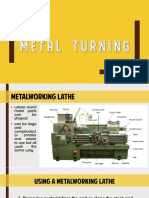
- Tipt Grp3 Metal Turning and SolderingDocument41 pagesTipt Grp3 Metal Turning and Solderingメルヴリッ クズルエタNo ratings yet
- Fiting WorkshopDocument29 pagesFiting WorkshopHafeez AliNo ratings yet
- Elijah Swatt - Metal Lathes 2Document6 pagesElijah Swatt - Metal Lathes 2api-626529107No ratings yet
- Fiabrication and Fitting MachineDocument17 pagesFiabrication and Fitting MachineUzair IqbalNo ratings yet
- Morsa Vertical CaseraDocument4 pagesMorsa Vertical CaseraCarlos Fco Secco100% (1)
- Types of Rivets and Riveted JointsDocument7 pagesTypes of Rivets and Riveted JointsDheeraj GundNo ratings yet
- Ortho. LabsDocument24 pagesOrtho. LabsYaser HabeebNo ratings yet
- Karpentiro PrintDocument22 pagesKarpentiro PrintErick MonteNo ratings yet
- Design and Fabrication of Cam Vice ReportDocument40 pagesDesign and Fabrication of Cam Vice ReportSendhilNathan67% (3)
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingFrom EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingNo ratings yet
- Starting Woodturning A Beginners GuideDocument15 pagesStarting Woodturning A Beginners GuideSameh_Abd_Aziz75% (4)
- Automobile Lab ManualDocument61 pagesAutomobile Lab Manualnirmalkr33% (3)
- Simple Boring BarDocument3 pagesSimple Boring BarMike Nichlos100% (1)
- Q1-Proper Use of ToolsDocument10 pagesQ1-Proper Use of ToolsYne AhuninNo ratings yet
- Findings Summary TemplateDocument6 pagesFindings Summary TemplateZohaib HassanNo ratings yet
- 9.12.5 Miscellaneous Tools: Screw DriverDocument3 pages9.12.5 Miscellaneous Tools: Screw DriverKaran GoyalNo ratings yet
- The Bench Work Tools, Uses and ProcessesDocument11 pagesThe Bench Work Tools, Uses and Processesdockanye3No ratings yet
- Top Tips For Passing STDocument1 pageTop Tips For Passing STtuna61No ratings yet
- Angle Grinder Tube Pipe Sander Polishing AttachmenDocument14 pagesAngle Grinder Tube Pipe Sander Polishing AttachmenEdmar DL100% (1)
- AR 8600 Manual PDFDocument2 pagesAR 8600 Manual PDFचौकीदार गोपाल भार्गव50% (2)
- MM EncryptionDocument13 pagesMM Encryptionचौकीदार गोपाल भार्गवNo ratings yet
- Multipal AccessDocument3 pagesMultipal Accessचौकीदार गोपाल भार्गवNo ratings yet
- Multimedia Communication Systems: Techniques, Standards, NetworksDocument23 pagesMultimedia Communication Systems: Techniques, Standards, Networksचौकीदार गोपाल भार्गवNo ratings yet
- Sideband Emission (ISB) and Is Treated Fully in Section 4-4.3. It Is Used For HFDocument6 pagesSideband Emission (ISB) and Is Treated Fully in Section 4-4.3. It Is Used For HFचौकीदार गोपाल भार्गवNo ratings yet
- New Microsoft Office Word DocumentDocument34 pagesNew Microsoft Office Word Documentचौकीदार गोपाल भार्गवNo ratings yet
- Right Hand ManDocument2 pagesRight Hand ManbluesnapplerocksNo ratings yet
- Wind Band Literature ReviewDocument11 pagesWind Band Literature Reviewapi-437827731No ratings yet
- Interjection: Law Kai Xin Chiew Fung LingDocument17 pagesInterjection: Law Kai Xin Chiew Fung LingLaw Kai XinNo ratings yet
- R. Paulin, Great ShakespeareansDocument212 pagesR. Paulin, Great ShakespeareansrobertaquinoNo ratings yet
- Burger - Theory of The Avant Garde Chap 4Document15 pagesBurger - Theory of The Avant Garde Chap 4monkeys8823No ratings yet
- Discurso de AperturaDocument9 pagesDiscurso de AperturadyvimalicseNo ratings yet
- Three Steps of PressingDocument4 pagesThree Steps of PressingELAD27- GAMINGNo ratings yet
- Circle The Letter: Helps Reinforce Letter RecognitionDocument28 pagesCircle The Letter: Helps Reinforce Letter RecognitionJulia DobrovolskayaNo ratings yet
- Nyasa VimsatiDocument84 pagesNyasa Vimsatiajiva_rtsNo ratings yet
- Empathy at Work: - Ability To Share Someone Else's Feelings orDocument5 pagesEmpathy at Work: - Ability To Share Someone Else's Feelings orVital Jorge Do CantoNo ratings yet
- Donna R. Casella - What Women Want - The Films of Dorothy ArznerDocument37 pagesDonna R. Casella - What Women Want - The Films of Dorothy ArznerVictor GuimaraesNo ratings yet
- Renaissance and Reformation Study GuideDocument6 pagesRenaissance and Reformation Study GuideRachel FrankenfieldNo ratings yet
- Christie Agatha Eng 1201Document33 pagesChristie Agatha Eng 1201Pfeliciaro FeliciaroNo ratings yet
- Sienna Mynx-Black Butterfly - SexChecksFinalDocument9 pagesSienna Mynx-Black Butterfly - SexChecksFinalLaura Rosales100% (2)
- Abrasive Selection Guide - AGSCODocument1 pageAbrasive Selection Guide - AGSCOYoutube For EducationNo ratings yet
- Rent Payment Schedule - FDocument3 pagesRent Payment Schedule - FTom CatNo ratings yet
- Sacred Name IAUADocument45 pagesSacred Name IAUAFrank T. Clark100% (3)
- The Philosophy of Immanuel Kant: Alfred WeberDocument18 pagesThe Philosophy of Immanuel Kant: Alfred WeberGerald Jem BernandinoNo ratings yet
- Eng Lang XDocument3 pagesEng Lang XsolomonNo ratings yet
- Yes, She Did. No, She Didn'tDocument2 pagesYes, She Did. No, She Didn'tCarlos Muñoz Nava50% (2)
- Electrical System: Ef & Ec SectionDocument50 pagesElectrical System: Ef & Ec SectionRidwan syahNo ratings yet
- Bustorf - EAE4 - Religion, TraditionalDocument6 pagesBustorf - EAE4 - Religion, TraditionalmagicderekNo ratings yet
- Musescore 3 Shortcuts: Other Score Elements Note EntryDocument2 pagesMusescore 3 Shortcuts: Other Score Elements Note EntryLauRa Segura VerasteguiNo ratings yet
- Games That Pushed The LimitsDocument25 pagesGames That Pushed The LimitsbigeazyeNo ratings yet
- MS Subbalakshmi Songs ListDocument11 pagesMS Subbalakshmi Songs ListSindhu RamisettyNo ratings yet
- John Johnson (Architect, Born 1807)Document3 pagesJohn Johnson (Architect, Born 1807)Nandu RaviNo ratings yet
- Syllabus 212 Spring 2019 2 DiasDocument10 pagesSyllabus 212 Spring 2019 2 DiasChris DavisNo ratings yet
- Furniture Making, Advanced Projects in Woodwork - 1917Document72 pagesFurniture Making, Advanced Projects in Woodwork - 1917workshopcarpintaria100% (7)
- Walmart Failure in GermanyDocument4 pagesWalmart Failure in GermanyAnimesh VermaNo ratings yet