You might also like
- Indian Standard: Carbon Steel Castings For General Engineering Purposes - SpecificationDocument8 pagesIndian Standard: Carbon Steel Castings For General Engineering Purposes - SpecificationchepurthiNo ratings yet
- Manifold Burst Pressure TestDocument3 pagesManifold Burst Pressure TestrajeshNo ratings yet
- Estimation of Overhead TankDocument8 pagesEstimation of Overhead TankTeja AmereNo ratings yet
- Raw Material Cutting Request Form: Raw Size SR # Date Job No Material Plate No Length Width Thickness Heat NumberDocument1 pageRaw Material Cutting Request Form: Raw Size SR # Date Job No Material Plate No Length Width Thickness Heat NumberAMIT SHAHNo ratings yet
- NDT ReportDocument14 pagesNDT ReportEric Doctore KrageNo ratings yet
- Manual For RX-Multi (en-ES) - VFebmanual RXDocument4 pagesManual For RX-Multi (en-ES) - VFebmanual RXricardoNo ratings yet
- Bolting Program Info PDFDocument2 pagesBolting Program Info PDFIrshad AhmadNo ratings yet
- Inspection and Monitoring of Lead Acid Batteries inDocument17 pagesInspection and Monitoring of Lead Acid Batteries inBenNo ratings yet
- Description: Tags: 03session7Document63 pagesDescription: Tags: 03session7anon-157775No ratings yet
- Course in Non-Destructive Testing of WoodDocument3 pagesCourse in Non-Destructive Testing of Woodأحمد دعبسNo ratings yet
- Human Reliability 07Document4 pagesHuman Reliability 07Fernando RomeroNo ratings yet
- Isa-5 3Document22 pagesIsa-5 3Sanghamitra Bhattacharya100% (1)
- Bolt Torquing SpecialistDocument2 pagesBolt Torquing SpecialistMarkus Landington100% (1)
- FMS Training M02Document12 pagesFMS Training M02donyemjoroNo ratings yet
- FMS Training M01Document14 pagesFMS Training M01donyemjoroNo ratings yet
- NG-018-XX-PNL-430926 - Rev04 Weld Numbering System and Procedure UnsignedDocument20 pagesNG-018-XX-PNL-430926 - Rev04 Weld Numbering System and Procedure UnsignedFolarin Ayodeji100% (1)
- Class Test 4 & 5 Cams - Gears - Assignment Questions KomDocument10 pagesClass Test 4 & 5 Cams - Gears - Assignment Questions KomVenkateswar Reddy MallepallyNo ratings yet
- NG-018-XX-PNL-431203 - Rev07 NDT MatricesDocument20 pagesNG-018-XX-PNL-431203 - Rev07 NDT MatricesFolarin Ayodeji100% (1)
- Problems Reliability PDFDocument2 pagesProblems Reliability PDFmanasaavvaruNo ratings yet
- USUA Reports October. 2012Document16 pagesUSUA Reports October. 2012ikehdNo ratings yet
- SI No. Sample TestsDocument5 pagesSI No. Sample TestsMohamed AfsalNo ratings yet
- The Role of Control Room Operators: Andrew Brazier Principal Consultant Entec UK LTDDocument17 pagesThe Role of Control Room Operators: Andrew Brazier Principal Consultant Entec UK LTDMatthewNo ratings yet
- Maintenance and User Manual: Borehole TV Camera Inspection System Setting Up InstructionsDocument21 pagesMaintenance and User Manual: Borehole TV Camera Inspection System Setting Up InstructionsFranklin L SilvaNo ratings yet
- Leak Test PipingDocument1 pageLeak Test PipinguknowNo ratings yet
- Bristle Blaster BrochureDocument6 pagesBristle Blaster BrochureDom BergeronNo ratings yet
- ISO Index Welding Standards - 1Document1 pageISO Index Welding Standards - 1Waqas WaqasNo ratings yet
- OSPRAG Final Report 2011Document48 pagesOSPRAG Final Report 2011jiuzhiyeNo ratings yet
- IRIS Min WTDocument2 pagesIRIS Min WTphanthanhhungNo ratings yet
- Water TreatmentDocument16 pagesWater TreatmentReinaldo Steven100% (1)
- Pheonwj I PRC 0005 0Document54 pagesPheonwj I PRC 0005 0Iksan Adityo Mulyo100% (1)
- Control Valve Common Interview QuestionsDocument10 pagesControl Valve Common Interview QuestionsMustafa MehdiNo ratings yet
- New SSIV InstallationDocument12 pagesNew SSIV InstallationDidiNo ratings yet
- STD 188 PDFDocument36 pagesSTD 188 PDFsashikant31No ratings yet
- Screen SandDocument2 pagesScreen SandIng Jose BelisarioNo ratings yet
- Erection ProcedureDocument4 pagesErection ProcedureRanjit BanerjeeNo ratings yet
- (En) SHC107-84 PART B (Ver.7.3)Document8 pages(En) SHC107-84 PART B (Ver.7.3)Minh BảoNo ratings yet
- BS 5345-4 1977 PDFDocument18 pagesBS 5345-4 1977 PDFArt JamesNo ratings yet
- Assignment - 4Document7 pagesAssignment - 4paridhisahni0% (2)
- Spatter Reduction ChecklistDocument6 pagesSpatter Reduction ChecklistJorge perezNo ratings yet
- Narrow Gap FcawDocument33 pagesNarrow Gap FcawNitin Bajpai100% (1)
- Kareem Ebraheem Abdelaziz: Welding QC EngineerDocument2 pagesKareem Ebraheem Abdelaziz: Welding QC EngineerKareem AbdelazizNo ratings yet
- Hydrostatic Test ProcedureDocument7 pagesHydrostatic Test Procedurelaleye_olumideNo ratings yet
- QC Inspector (Offshore Pipeline Installation) Jobs in Propel Consult in UAE - United Arab Emirates - NaukrigulfDocument7 pagesQC Inspector (Offshore Pipeline Installation) Jobs in Propel Consult in UAE - United Arab Emirates - NaukrigulfAshif IqubalNo ratings yet
- BemeDocument1 pageBemeAbdulyekini AhmaduNo ratings yet
- Liquefied Natural Gas Terminals: Services and SolutionsDocument7 pagesLiquefied Natural Gas Terminals: Services and SolutionsJohnNo ratings yet
- Wrapping MethodDocument5 pagesWrapping Methodnnuek67% (3)
- Vessel Module Sans RH GoodDocument24 pagesVessel Module Sans RH GoodThaksenNo ratings yet
- Risk Assessment Form - Part A: Hazard ListDocument2 pagesRisk Assessment Form - Part A: Hazard Listapi-297561383No ratings yet
- QC Surveillance Report: As Per P.OrderDocument3 pagesQC Surveillance Report: As Per P.OrderRahul MoottolikandyNo ratings yet
- NG-018-XX-PNL-430808 - Rev04 ITP Cable Tray UnsignedDocument16 pagesNG-018-XX-PNL-430808 - Rev04 ITP Cable Tray UnsignedFolarin AyodejiNo ratings yet
- Zinc Rich Anticorrosive Primer PDFDocument53 pagesZinc Rich Anticorrosive Primer PDFDhruv SevakNo ratings yet
- MOTS-08 Squirrel Cage Induction Motors - Rev 4.0Document17 pagesMOTS-08 Squirrel Cage Induction Motors - Rev 4.0Kingston RivingtonNo ratings yet
- TorcUP AP 1000 Manual 2013 04Document26 pagesTorcUP AP 1000 Manual 2013 04ZulferiNo ratings yet
- TCW Tube CleaningDocument56 pagesTCW Tube CleaningMarcela Vargas GomezNo ratings yet
- Tank Inspectiom ChecksheetDocument3 pagesTank Inspectiom Checksheetyskushwah16100% (1)
- Usha MartinDocument33 pagesUsha MartinmontymilkyNo ratings yet
- NDT Training Syllabus PDFDocument8 pagesNDT Training Syllabus PDFNkwor AndersonNo ratings yet
- Design and Construction of Palm Fruits Digester For Palm Oil Production Industries in Osun StateDocument41 pagesDesign and Construction of Palm Fruits Digester For Palm Oil Production Industries in Osun StatejuanNo ratings yet
- Filmbadge and TLD ManualDocument2 pagesFilmbadge and TLD ManualAldrin Cabrera100% (1)
- TCB Installation Booklet HRCDocument11 pagesTCB Installation Booklet HRCAlexandre FonsecaNo ratings yet
- Is 1239 Pipe Dimensions JindalDocument1 pageIs 1239 Pipe Dimensions JindalyatinNo ratings yet
- Integration Formulas: 1. Common IntegralsDocument5 pagesIntegration Formulas: 1. Common IntegralssiegherrNo ratings yet
- Niphad DemographicsDocument3 pagesNiphad DemographicsyatinNo ratings yet
- FEA Through Critical Path MethodDocument5 pagesFEA Through Critical Path MethodyatinNo ratings yet
- UV UltraFEA SpectrosDocument6 pagesUV UltraFEA SpectrosyatinNo ratings yet
- HP Deskjet Simulation ExpressDocument29 pagesHP Deskjet Simulation Expressyatin0% (1)
- RPN Synthesis Using FEADocument8 pagesRPN Synthesis Using FEAyatinNo ratings yet
- Integration Formulas: 1. Common IntegralsDocument5 pagesIntegration Formulas: 1. Common IntegralssiegherrNo ratings yet
- FTMT Motor CatalogueDocument18 pagesFTMT Motor CatalogueyatinNo ratings yet
- BE Mechanical Syllabus SPPUDocument54 pagesBE Mechanical Syllabus SPPUshrikantwadekarNo ratings yet
- Introduction To CFD BasicsDocument21 pagesIntroduction To CFD BasicsVijay KrishnanNo ratings yet
- FQHD SynthesisDocument1 pageFQHD SynthesisyatinNo ratings yet
- CE MarkingDocument3 pagesCE MarkingyatinNo ratings yet
- Introduction To CFD BasicsDocument21 pagesIntroduction To CFD BasicsVijay KrishnanNo ratings yet
- Roto DynamicsDocument18 pagesRoto DynamicsyatinNo ratings yet
- Basic of Steel Structure-Architectures GuideDocument3 pagesBasic of Steel Structure-Architectures GuideyatinNo ratings yet
- Roto DynamicsDocument18 pagesRoto DynamicsyatinNo ratings yet
- Fracto Non-Linear MechanicsDocument11 pagesFracto Non-Linear MechanicsyatinNo ratings yet
- Roto DynamicsDocument18 pagesRoto DynamicsyatinNo ratings yet
- Steel StructuresDocument56 pagesSteel StructuresAwais Safder Malik0% (1)
- Design of Steel StructureDocument2 pagesDesign of Steel StructureyatinNo ratings yet
- SN26 062008 Preloadable BoltsDocument2 pagesSN26 062008 Preloadable Boltsraman123456No ratings yet
- Design of Steel StructureDocument2 pagesDesign of Steel StructureyatinNo ratings yet
- Tresca ElementDocument1 pageTresca ElementyatinNo ratings yet
- Mechanic ADocument1 pageMechanic AyatinNo ratings yet
- Design of Steel StructureDocument2 pagesDesign of Steel StructureyatinNo ratings yet
- Fracture Mechanics EvidenceDocument1 pageFracture Mechanics EvidenceyatinNo ratings yet
- Clinimetrics Single Assessment Numeric EvaluationDocument1 pageClinimetrics Single Assessment Numeric EvaluationNicol SandovalNo ratings yet
- DUN Bukit Lanjan CNY Sponsorship Form2Document1 pageDUN Bukit Lanjan CNY Sponsorship Form2alamsekitarselangorNo ratings yet
- Rectification or Correction of Sale DeedDocument4 pagesRectification or Correction of Sale Deedsumanth_0678No ratings yet
- OrthoDocument22 pagesOrthosivaleela gNo ratings yet
- Rape and Challenging Contemporary ThinkingDocument17 pagesRape and Challenging Contemporary ThinkingKirthna MadhavanNo ratings yet
- Inside Out or Outside inDocument6 pagesInside Out or Outside inΧΡΗΣΤΟΣ ΠΑΠΑΔΟΠΟΥΛΟΣNo ratings yet
- Confidential Recommendation Letter SampleDocument1 pageConfidential Recommendation Letter SamplearcanerkNo ratings yet
- Grade 5 Forces Acting On Structures and Mechanisms CirriculumDocument3 pagesGrade 5 Forces Acting On Structures and Mechanisms Cirriculumapi-2072021750% (1)
- MTAP Math ChallengeDocument5 pagesMTAP Math ChallengeHaron Abedin100% (1)
- Mitochondrial Mechanisms of PhotobiomodulationDocument4 pagesMitochondrial Mechanisms of PhotobiomodulationGabrielNo ratings yet
- Nurse-Patient Trust RelationshipDocument12 pagesNurse-Patient Trust RelationshipMarina Costa100% (1)
- Introduction To E-Business SystemsDocument19 pagesIntroduction To E-Business SystemsArtur97% (79)
- Aruego, Jr. v. Court of Appeals, G.R. No. 112193, March 13, 1996Document5 pagesAruego, Jr. v. Court of Appeals, G.R. No. 112193, March 13, 1996hello kitty black and whiteNo ratings yet
- Ogayon Vs PeopleDocument7 pagesOgayon Vs PeopleKate CalansinginNo ratings yet
- Endocrine System Unit ExamDocument3 pagesEndocrine System Unit ExamCHRISTINE JULIANENo ratings yet
- Sales OrganizationsDocument12 pagesSales OrganizationsmohitmaheshwariNo ratings yet
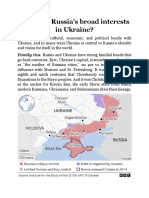
- What Are RussiaDocument3 pagesWhat Are RussiaMuhammad SufyanNo ratings yet
- Southeast Asian Fabrics and AttireDocument5 pagesSoutheast Asian Fabrics and AttireShmaira Ghulam RejanoNo ratings yet
- Public Administration 2000 - CSS ForumsDocument3 pagesPublic Administration 2000 - CSS ForumsMansoor Ali KhanNo ratings yet
- Brain and LanguageDocument3 pagesBrain and LanguageJasper AngelesNo ratings yet
- ATLS Note Ed 10Document51 pagesATLS Note Ed 10Nikko Caesario Mauldy Susilo100% (10)
- Sample Internship PPTDocument19 pagesSample Internship PPTSangeeta JamadarNo ratings yet
- Fortune 2010Document14 pagesFortune 2010Stefan JenkinsNo ratings yet
- 38 Page 2046 2159 PDFDocument114 pages38 Page 2046 2159 PDFAkansha SharmaNo ratings yet
- RPT Form 2 2023Document7 pagesRPT Form 2 2023NOREEN BINTI DOASA KPM-GuruNo ratings yet
- Articles 62 & 63: Presented By: Muhammad Saad Umar FROM: BS (ACF) - B 2K20Document10 pagesArticles 62 & 63: Presented By: Muhammad Saad Umar FROM: BS (ACF) - B 2K20Muhammad Saad UmarNo ratings yet
- Friedman LawsuitDocument12 pagesFriedman LawsuitChris GothnerNo ratings yet
- Role of Courts in Granting Bails and Bail Reforms: TH THDocument1 pageRole of Courts in Granting Bails and Bail Reforms: TH THSamarth VikramNo ratings yet
- Reaction PaperDocument3 pagesReaction PaperCecille Robles San JoseNo ratings yet
- Impact of Micro FinanceDocument61 pagesImpact of Micro FinancePerry Arcilla SerapioNo ratings yet