You might also like
- Introduction To Manufacturing ProcessDocument66 pagesIntroduction To Manufacturing ProcessEng Yazid Maverick50% (2)
- HVAC Design For Pharmaceutical FacilitiesDocument57 pagesHVAC Design For Pharmaceutical FacilitiesShams MInhaz Monzur100% (4)
- Microbiology for Nurses: A Fascinating SubjectDocument3 pagesMicrobiology for Nurses: A Fascinating SubjectEng Yazid MaverickNo ratings yet
- Manufacturing of GearsDocument6 pagesManufacturing of GearsEng Yazid MaverickNo ratings yet
- AlqeeqDocument22 pagesAlqeeqEng Yazid MaverickNo ratings yet
- Effect of Clearance On LubricatingDocument2 pagesEffect of Clearance On LubricatingEng Yazid MaverickNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Manual Motor MinskDocument166 pagesManual Motor MinskJorge Eraldo Albarran PoleoNo ratings yet
- Gixxer 150 SF 2021Document95 pagesGixxer 150 SF 2021Rigoberto PerezNo ratings yet
- A New 3 Cylinder 1.2l Advanced Downsizing TechnologyDocument14 pagesA New 3 Cylinder 1.2l Advanced Downsizing TechnologybiopoweredNo ratings yet
- DF100A - 115A Parts CatalogDocument220 pagesDF100A - 115A Parts CatalogBjorn BalloNo ratings yet
- 207cc 1.6VTI Timing ChainDocument15 pages207cc 1.6VTI Timing Chainalber100% (1)
- Fueless Space EngineDocument6 pagesFueless Space Enginecvele77100% (1)
- Flow Profile For Reciprocating Pumps - Chemical Engineering ProcessingDocument3 pagesFlow Profile For Reciprocating Pumps - Chemical Engineering ProcessingVILLANUEVA_DANIEL2064No ratings yet
- Unit - II: Environmental Engineering-I: TopicDocument53 pagesUnit - II: Environmental Engineering-I: Topicbharatiya technologyNo ratings yet
- Dresser-Rand - MANUAL 7SHF162Document502 pagesDresser-Rand - MANUAL 7SHF162DAVIS VELASQUEZNo ratings yet
- AEC Course NotesDocument180 pagesAEC Course NotesRichard Dougherty100% (3)
- 1º First Chapter - Introduction To MCIDocument59 pages1º First Chapter - Introduction To MCIDemetrio OliveiraNo ratings yet
- By Rudy Kouhoupt: Technical Art by Fred WolffDocument5 pagesBy Rudy Kouhoupt: Technical Art by Fred WolffEnrique MartinezNo ratings yet
- Waterjets:: AbrasiveDocument4 pagesWaterjets:: AbrasiveAdel AbdelmaboudNo ratings yet
- Plasma CoatingDocument9 pagesPlasma Coatingavm4343No ratings yet
- Datsun 510/610 Workshop Manual Title Generator/TITLEDocument171 pagesDatsun 510/610 Workshop Manual Title Generator/TITLELuis Quispe BecerraNo ratings yet
- Mitsubishi 6D31 6D31T 6D31C 6D31CT Engine Workshop Manual PDFDocument230 pagesMitsubishi 6D31 6D31T 6D31C 6D31CT Engine Workshop Manual PDFRommy Spydergold100% (3)
- C15 On-Highway Engine BXS00001-UP (SEBP3722 - 53) - DocumentaciónDocument2 pagesC15 On-Highway Engine BXS00001-UP (SEBP3722 - 53) - DocumentaciónRoger Condori ChNo ratings yet
- Types of Oil Pumps - ComparisonDocument8 pagesTypes of Oil Pumps - Comparisonsardhan.rajender84No ratings yet
- SparesDocument252 pagesSparesMayank Joshi100% (1)
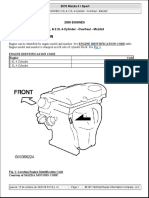
- Mazda 3 Sport 2010Document140 pagesMazda 3 Sport 2010Jeifred Espitia AraujoNo ratings yet
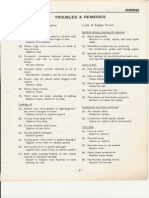
- Gardner Denver APO APL Parts ListDocument30 pagesGardner Denver APO APL Parts ListPhilip Shaver83% (6)
- Maintenance Intervals: Operation and Maintenance Manual ExcerptDocument43 pagesMaintenance Intervals: Operation and Maintenance Manual ExcerptPramodNo ratings yet
- Dynamics of Machinery: Two Marks Q&ADocument18 pagesDynamics of Machinery: Two Marks Q&AThomas VictorNo ratings yet
- GSXR1000 K7K8 Part NumbersDocument75 pagesGSXR1000 K7K8 Part NumberscoomsterNo ratings yet
- WWW - Manaresults.Co - In: Set - 1 Code No: RT32033Document8 pagesWWW - Manaresults.Co - In: Set - 1 Code No: RT32033Sai RamNo ratings yet
- Workshop Manual: Group 20-26 IDocument140 pagesWorkshop Manual: Group 20-26 IRafat100% (1)
- Manual rxz135Document50 pagesManual rxz135edgar primeraNo ratings yet
- 520 Engine 2Document30 pages520 Engine 2rabitosanNo ratings yet
- Royal Enfield Crusader Engine RebuildDocument11 pagesRoyal Enfield Crusader Engine Rebuildbill_wattNo ratings yet
- Massey Ferguson AV8.540 Diesel Engine Service ManualDocument11 pagesMassey Ferguson AV8.540 Diesel Engine Service ManualMichał GolonkaNo ratings yet