You might also like
- Crude Oil Refining ProcessDocument8 pagesCrude Oil Refining Processpapasky0% (1)
- NYU Stern CasebookDocument64 pagesNYU Stern Casebookdiego_munoz_a100% (4)
- MEL 417 Lubrication Lec 030211Document37 pagesMEL 417 Lubrication Lec 030211Gamini SureshNo ratings yet
- Mini Project StyereneDocument25 pagesMini Project StyereneMard Apik100% (1)
- Beyond Classical Physics - Cunningham PDFDocument376 pagesBeyond Classical Physics - Cunningham PDFFilip SavanovićNo ratings yet
- Sulfur and Hydrogen Sulfide RecoveryDocument27 pagesSulfur and Hydrogen Sulfide RecoveryChemical.AliNo ratings yet
- Hydrogen Gas Production by Partial OxidaDocument69 pagesHydrogen Gas Production by Partial OxidaChinwuba Samuel EbukaNo ratings yet
- HydrogenationDocument189 pagesHydrogenationAlina HafeezNo ratings yet
- HDT Unit Reduces Diesel SulphurDocument11 pagesHDT Unit Reduces Diesel SulphurAbhishek GogoiNo ratings yet
- Hydrogen Production: P A R T 6Document34 pagesHydrogen Production: P A R T 6Bharavi K SNo ratings yet
- Hydrogen ProductionDocument31 pagesHydrogen ProductionSajid AliNo ratings yet
- Production of Vinyl Chloride From Ethylene Dichloride by Pyrolysis Aspen Model DocumentationDocument14 pagesProduction of Vinyl Chloride From Ethylene Dichloride by Pyrolysis Aspen Model DocumentationParaiba da Paraiba100% (2)
- Hydro ProcessingDocument56 pagesHydro ProcessinggeorgiadisgNo ratings yet
- Novel scheme enables production of renewable green dieselDocument13 pagesNovel scheme enables production of renewable green dieselNadia RizanedewiNo ratings yet
- Biofuel: Hydrotreating of Vegetable Oil To Produce Renewable Diesel Fuel IBUKUN OLUWOYE NICOSIADocument13 pagesBiofuel: Hydrotreating of Vegetable Oil To Produce Renewable Diesel Fuel IBUKUN OLUWOYE NICOSIAIbukun OluwoyeNo ratings yet
- Cativa Process PDFDocument12 pagesCativa Process PDFMonimNo ratings yet
- Hydrogen Production by Steam Reforming Chemical Engineering ProcessingDocument8 pagesHydrogen Production by Steam Reforming Chemical Engineering ProcessingviettiennguyenNo ratings yet
- United States Patent (10) Patent N0.: US 6,743,952 B2Document8 pagesUnited States Patent (10) Patent N0.: US 6,743,952 B2Rizka AndhikaNo ratings yet
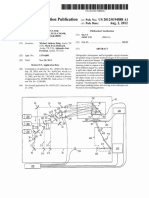
- United States: (12) Patent Application Publication (10) Pub. No.: US 2014/0250770 A1Document10 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2014/0250770 A1Keysler PonceNo ratings yet
- Paraffin Dehydrogenation Catalyst CompositeDocument9 pagesParaffin Dehydrogenation Catalyst CompositeTri RudiNo ratings yet
- US20140296592A1Document9 pagesUS20140296592A1Ebrahim KazemiNo ratings yet
- Gabungan Desulfurisasi Ta1Document75 pagesGabungan Desulfurisasi Ta1Rizki MuharomNo ratings yet
- Hydrochloric Acid Regeneration - Wikipedia, The Free EncyclopediaDocument5 pagesHydrochloric Acid Regeneration - Wikipedia, The Free EncyclopediazamburittiNo ratings yet
- DeC-6 2007Document10 pagesDeC-6 2007Kun ConNo ratings yet
- Catalytic Deoxygenation of Waste Soybean Oil Over Hybrid Catalyst For Production of Bio-Jet Fuel - in Situ Supply of Hydrogen by Aqueous-Phase Reforming (APR) of GlycerolDocument10 pagesCatalytic Deoxygenation of Waste Soybean Oil Over Hybrid Catalyst For Production of Bio-Jet Fuel - in Situ Supply of Hydrogen by Aqueous-Phase Reforming (APR) of GlycerolThiago de Santana SouzaNo ratings yet
- HydrodesulfurizationDocument6 pagesHydrodesulfurizationYuri YamirnovNo ratings yet
- Technologies Bio-OilDocument2 pagesTechnologies Bio-OilPappuRamaSubramaniamNo ratings yet
- Harus Selesai Hari IniDocument11 pagesHarus Selesai Hari IniZefanya Maranatha MangunsongNo ratings yet
- Y40728 Paper SharjahDocument9 pagesY40728 Paper SharjahCendy Mega PratiwiNo ratings yet
- Solid Acid Catalysts for Sustainable BiodieselDocument7 pagesSolid Acid Catalysts for Sustainable BiodieselChau MaiNo ratings yet
- Production of Fatty Alcohols From Fatty Acids: ManufacturingDocument3 pagesProduction of Fatty Alcohols From Fatty Acids: ManufacturingPutri Defriska SiagianNo ratings yet
- CaO Catalyzed Biodiesel from Soybean OilDocument14 pagesCaO Catalyzed Biodiesel from Soybean OilHelmi BaharNo ratings yet
- TK4104 Perancangan Produk KimiaDocument3 pagesTK4104 Perancangan Produk Kimiaaridhiena nurbanieNo ratings yet
- Revamp of Naphtha Hydrotreating Process in An Iranian RefineryDocument6 pagesRevamp of Naphtha Hydrotreating Process in An Iranian RefineryRicardo Alejandro Ruiz NavasNo ratings yet
- Process for Stably Producing Acetic Acid by Controlling Condensation of Lower Boiling ComponentsDocument22 pagesProcess for Stably Producing Acetic Acid by Controlling Condensation of Lower Boiling ComponentsNyimas Ulfatry100% (1)
- Anhydrous Hydrogen Chloride Gas From Hydrochloric Acid and CDocument3 pagesAnhydrous Hydrogen Chloride Gas From Hydrochloric Acid and CbigriverflowsNo ratings yet
- 8 Hydrocracking Vs Catalytic CrackingDocument2 pages8 Hydrocracking Vs Catalytic CrackingAbhinav ShankarNo ratings yet
- Us 5883295Document8 pagesUs 5883295Manuel Gonzalez GalvezNo ratings yet
- EP0878455A1Document9 pagesEP0878455A1محمد عليNo ratings yet
- United States Patent 1191: Tu (45) Sep. 7, 1982Document4 pagesUnited States Patent 1191: Tu (45) Sep. 7, 1982AdyNo ratings yet
- The Claus Process Netl - Doe.govDocument1 pageThe Claus Process Netl - Doe.govezzo97 AlkhedrawyNo ratings yet
- Synthesis of BiodieselDocument11 pagesSynthesis of BiodieselMohamed Abd ElraoofNo ratings yet
- Removing H2S from CO2-rich gas with CO2-containing solventDocument4 pagesRemoving H2S from CO2-rich gas with CO2-containing solventIveth RomeroNo ratings yet
- Maximizing Rhodium Recovery in the Methyl Acetate Carbonylation ProcessDocument19 pagesMaximizing Rhodium Recovery in the Methyl Acetate Carbonylation ProcessJohn Patrick DagleNo ratings yet
- Hydrodesulfurization: Removing Sulfur from PetroleumDocument5 pagesHydrodesulfurization: Removing Sulfur from PetroleumHevin HassanNo ratings yet
- US20070212292A1Document4 pagesUS20070212292A1Yurelii ChiguiilsNo ratings yet
- US4094913Document4 pagesUS4094913Ranjana MadabushiNo ratings yet
- Jurnal Penting REAKTOR PDFDocument8 pagesJurnal Penting REAKTOR PDFGilang PerdanaNo ratings yet
- United States Patent (10) Patent No.: US 6,458,856 B1: Peng Et Al. (45) Date of Patent: Oct. 1, 2002Document12 pagesUnited States Patent (10) Patent No.: US 6,458,856 B1: Peng Et Al. (45) Date of Patent: Oct. 1, 2002Luigi RussoNo ratings yet
- Hydroprocessed Rapeseed Oil FuelsDocument5 pagesHydroprocessed Rapeseed Oil Fuelsscorpion2001glaNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2010/0166620 A1Document16 pagesPatent Application Publication (10) Pub. No.: US 2010/0166620 A1Alexander Franco CastrillonNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2008/00663.74 A1Document8 pagesPatent Application Publication (10) Pub. No.: US 2008/00663.74 A1AdhityaEkoBagusNo ratings yet
- Production of Hydrogen From Biomass-Derived LiquidsDocument10 pagesProduction of Hydrogen From Biomass-Derived LiquidsVoinea MarianNo ratings yet
- Section VI.F: Chemical Production ProcessesDocument24 pagesSection VI.F: Chemical Production Processesswadesh1987No ratings yet
- HydrodesulfurizationDocument7 pagesHydrodesulfurizationjcencicNo ratings yet
- An Intensified Reactive Separation Process For Bio-1-10Document10 pagesAn Intensified Reactive Separation Process For Bio-1-10klpiNo ratings yet
- Sulfuric Acid TreatmentDocument9 pagesSulfuric Acid TreatmentShankar AcharNo ratings yet
- HDTB Sector Overview: Key Units and ProcessesDocument7 pagesHDTB Sector Overview: Key Units and ProcessesPartha AichNo ratings yet
- Peigao Duan, Xiujun Bai, Yuping Xu, Aiyun Zhang, Feng Wang, Lei Zhang, Juan MiaoDocument9 pagesPeigao Duan, Xiujun Bai, Yuping Xu, Aiyun Zhang, Feng Wang, Lei Zhang, Juan MiaoyemresimsekNo ratings yet
- Production BD From Wate OilDocument8 pagesProduction BD From Wate Oilbala krishnaNo ratings yet
- 48 - 2 - New York - 10-03 - 0784 PDFDocument1 page48 - 2 - New York - 10-03 - 0784 PDFEMYCEE2009No ratings yet
- Advances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsFrom EverandAdvances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsLalit Kumar SinghNo ratings yet
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsFrom EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerNo ratings yet
- 26 RaveggiDocument5 pages26 RaveggiZaky YanwarNo ratings yet
- Og Easy 2012 PDFDocument76 pagesOg Easy 2012 PDFZaky YanwarNo ratings yet
- HAZOP Hazard Operability StudiesDocument4 pagesHAZOP Hazard Operability StudiesSrinivas BobbyNo ratings yet
- Us 20120194888Document39 pagesUs 20120194888Zaky YanwarNo ratings yet
- 02 Guidance On The Documentation Requirements of Iso 9001 2008.Document7 pages02 Guidance On The Documentation Requirements of Iso 9001 2008.Arun KumarNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2012/0100529 A1Document39 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2012/0100529 A1Zaky YanwarNo ratings yet
- PMAOPS501A 1 SummaryDocument1 pagePMAOPS501A 1 SummaryZaky YanwarNo ratings yet
- Santos & Costa 2009 PDFDocument11 pagesSantos & Costa 2009 PDFZaky YanwarNo ratings yet
- Project Communication Handbook 2nd EdDocument48 pagesProject Communication Handbook 2nd EdAnkur Pathak0% (1)
- An Alternative Process For The Preparation of Cu-Coated Mica Composite Powder PDFDocument8 pagesAn Alternative Process For The Preparation of Cu-Coated Mica Composite Powder PDFZaky YanwarNo ratings yet
- Catalysis Today: Nageswara Rao Peela, Anamika Mubayi, Deepak KunzruDocument7 pagesCatalysis Today: Nageswara Rao Peela, Anamika Mubayi, Deepak KunzruZaky YanwarNo ratings yet
- Solubility Prediction of Salicylic Acid in Water-Ethanol-Propylene GlycolDocument4 pagesSolubility Prediction of Salicylic Acid in Water-Ethanol-Propylene GlycolChilaNo ratings yet
- Module 2 and Module 3 Electromagnetic Wave Propagation Power Density and Field Strength CalculationsDocument45 pagesModule 2 and Module 3 Electromagnetic Wave Propagation Power Density and Field Strength Calculationseltn s.No ratings yet
- GD - 8pp - FM30-150 - RS - AUS - 0519 v3Document8 pagesGD - 8pp - FM30-150 - RS - AUS - 0519 v3Andres AlejandroNo ratings yet
- Cation Analysis GuideDocument3 pagesCation Analysis GuideJan MezoNo ratings yet
- Chandrasekhar's Book An Introduction To The Study: of Stellar StructureDocument9 pagesChandrasekhar's Book An Introduction To The Study: of Stellar StructureSouvik DasNo ratings yet
- (219 224) V10N13CTDocument6 pages(219 224) V10N13CTChetan MaverickNo ratings yet
- MSDSDocument4 pagesMSDSayomi karinaNo ratings yet
- Sample Emc2Document6 pagesSample Emc2Prajwal DasNo ratings yet
- Defects in Liquid Crystals - Maurice KlemanDocument101 pagesDefects in Liquid Crystals - Maurice KlemanAlexCooksNo ratings yet
- Benzaldehyde CAS No 100-52-7: Material Safety Data Sheet Sds/MsdsDocument7 pagesBenzaldehyde CAS No 100-52-7: Material Safety Data Sheet Sds/MsdsJuanDavidPBNo ratings yet
- Pentens Industrial Flooring Solution NewDocument32 pagesPentens Industrial Flooring Solution Newウィリアムズ アンディNo ratings yet
- Membrane Proc GuideDocument10 pagesMembrane Proc GuideXiaoying ZhuNo ratings yet
- Coffee-Derived Activated Carbon From Second Biowaste For Supercapacitor Application-CompressedDocument10 pagesCoffee-Derived Activated Carbon From Second Biowaste For Supercapacitor Application-Compressedsalsa bilaNo ratings yet
- Aventura Corporate BrochureDocument52 pagesAventura Corporate Brochurejugal ranaNo ratings yet
- Revised - Isr - Star Co Super Chaina (Model-B) - CTM Exams Syllabus Clarification @20.05.23Document5 pagesRevised - Isr - Star Co Super Chaina (Model-B) - CTM Exams Syllabus Clarification @20.05.23Sai PraneethNo ratings yet
- Engineered Nanomaterials: Impact & Safety Aspects: White PaperDocument28 pagesEngineered Nanomaterials: Impact & Safety Aspects: White PaperJosé SierraNo ratings yet
- DEFINITIONS FOR PHYSICS UNITSDocument4 pagesDEFINITIONS FOR PHYSICS UNITSanonlukeNo ratings yet
- G8 Test - Water - MCQDocument4 pagesG8 Test - Water - MCQSaintm101No ratings yet
- Artificial Neural Network Based Particle Size Prediction of Polymeric NanoparticlesDocument18 pagesArtificial Neural Network Based Particle Size Prediction of Polymeric NanoparticlesAMOL RASTOGI 19BCM0012No ratings yet
- 7catálogo Magnet Load MonitorDocument2 pages7catálogo Magnet Load Monitoredark2009No ratings yet
- Boralite Beheshti2020 PDFDocument15 pagesBoralite Beheshti2020 PDFMatchem BensafiNo ratings yet
- Mcmaster MECH ENG 3O04 - Fluid Mechanics Notes by Dr. Mohamed S. HamedDocument394 pagesMcmaster MECH ENG 3O04 - Fluid Mechanics Notes by Dr. Mohamed S. Hamedcttiger7135100% (15)
- Chapter 5Document9 pagesChapter 5abdel83No ratings yet
- Studies On Gas Solid Heat Transfer During Pneumatic ConveyingDocument13 pagesStudies On Gas Solid Heat Transfer During Pneumatic ConveyingMustafa JasimNo ratings yet
- Cyanide Method Picric Acid 1Document3 pagesCyanide Method Picric Acid 1Ferudun AkyolNo ratings yet
- Chapter 5: Solid State Chemistry and Crystal StructuresDocument43 pagesChapter 5: Solid State Chemistry and Crystal StructuresABDU EL RAHNo ratings yet
- 2013Document11 pages2013Nguyễn Bá LâmNo ratings yet
- Ultipor GF Plus Series Filter Elements: DescriptionDocument2 pagesUltipor GF Plus Series Filter Elements: Descriptionвлад камрNo ratings yet