You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Chrome FlagsDocument12 pagesChrome Flagsmeraj1210% (1)
- Alignment To Content Standards Texas Ela Oct 2019Document83 pagesAlignment To Content Standards Texas Ela Oct 2019mvm100% (1)
- Critical Thinking Portfolio AssignmentDocument8 pagesCritical Thinking Portfolio Assignmentapi-334295481No ratings yet
- DrajgDocument37 pagesDrajgJosephRomeraloNo ratings yet
- Bash Beginners GuideDocument173 pagesBash Beginners GuideCarin IoanaNo ratings yet
- How To Use VBA To View PDF File and Use An OCR ObjectDocument12 pagesHow To Use VBA To View PDF File and Use An OCR ObjectJosephRomeraloNo ratings yet
- How Can I Add Numbers in A Bash Script - Stack OverflowDocument8 pagesHow Can I Add Numbers in A Bash Script - Stack OverflowJosephRomeraloNo ratings yet
- DIY Photo BoothDocument7 pagesDIY Photo BoothJosephRomeraloNo ratings yet
- How To - Convert An Object To Another Type in Visual Basic - Microsoft DocsDocument3 pagesHow To - Convert An Object To Another Type in Visual Basic - Microsoft DocsJosephRomeraloNo ratings yet
- 2D Layout For 3D Design PDFDocument49 pages2D Layout For 3D Design PDFJosephRomeraloNo ratings yet
- Photamate Pro - PhotamateDocument6 pagesPhotamate Pro - PhotamateJosephRomeraloNo ratings yet
- How To Add and Remove References Using CATVBA - VB Scripting For CATIA V5Document7 pagesHow To Add and Remove References Using CATVBA - VB Scripting For CATIA V5JosephRomeraloNo ratings yet
- A Game of Thrones 02 PDFDocument31 pagesA Game of Thrones 02 PDFJosephRomeraloNo ratings yet
- EDU CAT EN VBA AX V5R19 Toprint PDFDocument87 pagesEDU CAT EN VBA AX V5R19 Toprint PDFJosephRomeraloNo ratings yet
- The Art of Roto - 2011 - FxguideDocument31 pagesThe Art of Roto - 2011 - FxguideJosephRomeraloNo ratings yet
- Study Matte 3d in 3d Max - MattePaintingDocument6 pagesStudy Matte 3d in 3d Max - MattePaintingJosephRomeraloNo ratings yet
- MacMillan Visual Dictionary Do It YourselfDocument40 pagesMacMillan Visual Dictionary Do It Yourselfnanstdy840100% (1)
- Tutoriales Cinema4d y After Effects Fel..Document6 pagesTutoriales Cinema4d y After Effects Fel..JosephRomeraloNo ratings yet
- Tutorial C4d Tarjeta San Valentín 3D - Ildefonso SeguraDocument6 pagesTutorial C4d Tarjeta San Valentín 3D - Ildefonso SeguraJosephRomeraloNo ratings yet
- Vk. Com/engl I SHL I BraryDocument52 pagesVk. Com/engl I SHL I BraryFernandoNo ratings yet
- BMX Bluetooth QuanxinDocument23 pagesBMX Bluetooth QuanxinSalvador Cien Cuatro SeisNo ratings yet
- Mvthielthesis PDFDocument63 pagesMvthielthesis PDFJosephRomeraloNo ratings yet
- NnP-39 v1.0 - Poster Board and CanopyDocument1 pageNnP-39 v1.0 - Poster Board and CanopyJosephRomeraloNo ratings yet
- TX RX 2Document13 pagesTX RX 2RICKYBLACKNo ratings yet
- How To Create A Medieval Movie Poster in Photoshop - Photoshop Tutorials PDFDocument89 pagesHow To Create A Medieval Movie Poster in Photoshop - Photoshop Tutorials PDFJosephRomeraloNo ratings yet
- BT ControlDocument9 pagesBT ControlJosephRomeraloNo ratings yet
- NnP-39 v1.0 - Fuselage and Build NotesDocument1 pageNnP-39 v1.0 - Fuselage and Build NotesJosephRomeraloNo ratings yet
- Wizfi210-User Manual en v1.11Document44 pagesWizfi210-User Manual en v1.11JosephRomeraloNo ratings yet
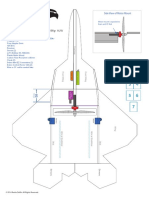
- F-22 Plans 22wsDocument8 pagesF-22 Plans 22wsJosephRomeraloNo ratings yet
- How To Use An R - C Controller With Arduino and Simulink - MakerZoneDocument11 pagesHow To Use An R - C Controller With Arduino and Simulink - MakerZoneJosephRomeraloNo ratings yet
- The Best Tutorial For Making An RC PlaneDocument8 pagesThe Best Tutorial For Making An RC PlaneJosephRomeraloNo ratings yet
- F4U-1 Corsair Navy Fighter PlaneDocument2 pagesF4U-1 Corsair Navy Fighter PlaneJosephRomeraloNo ratings yet
- Chapter 1&2 Exercise Ce StatisticDocument19 pagesChapter 1&2 Exercise Ce StatisticSky FireNo ratings yet
- Motenergy Me1507 Technical DrawingDocument1 pageMotenergy Me1507 Technical DrawingHilioNo ratings yet
- Notes On Unit - 4 - Employees Roles in Service MarketingDocument3 pagesNotes On Unit - 4 - Employees Roles in Service MarketingSridhar Gowda67% (3)
- 2nd Perdev TestDocument7 pages2nd Perdev TestBETHUEL P. ALQUIROZ100% (1)
- Difference Between Defect, Error, Bug, Failure and FaultDocument28 pagesDifference Between Defect, Error, Bug, Failure and FaultbhojanNo ratings yet
- Alphabet of LinesDocument46 pagesAlphabet of LinesNancy Cordero AmbradNo ratings yet
- Signal Sampling, Quantization, Binary Encoding: Oleh Albert SagalaDocument46 pagesSignal Sampling, Quantization, Binary Encoding: Oleh Albert SagalaRamos D HutabalianNo ratings yet
- The STP Guide To Graduate Student Training in The Teaching of PsychologyDocument101 pagesThe STP Guide To Graduate Student Training in The Teaching of PsychologyNeilermindNo ratings yet
- PI IK525、IK545Document32 pagesPI IK525、IK545beh XulNo ratings yet
- Synthesis and Characterization of Nanoparticles of Iron OxideDocument8 pagesSynthesis and Characterization of Nanoparticles of Iron OxideDipteemaya BiswalNo ratings yet
- The Cultural Diversity Phenomenon in Organisations and Different Approaches For Effective Cultural Diversity Management - A Literary Review PDFDocument21 pagesThe Cultural Diversity Phenomenon in Organisations and Different Approaches For Effective Cultural Diversity Management - A Literary Review PDFeugene123No ratings yet
- AgendaDocument72 pagesAgendaThusitha WickramasingheNo ratings yet
- Impact of Social Media in Tourism MarketingDocument16 pagesImpact of Social Media in Tourism MarketingvidhyabalajiNo ratings yet
- Components of GMP - Pharma UptodayDocument3 pagesComponents of GMP - Pharma UptodaySathish VemulaNo ratings yet
- Struts HTML Checkbox enDocument4 pagesStruts HTML Checkbox enjudesahayarajNo ratings yet
- Lesson Plan-Brainstorming Session For The Group Occupational Report-Jmeck Wfed495c-2 V4a7Document2 pagesLesson Plan-Brainstorming Session For The Group Occupational Report-Jmeck Wfed495c-2 V4a7api-312884329No ratings yet
- Well Logging 1Document33 pagesWell Logging 1Spica FadliNo ratings yet
- A Multi-Objective Model For Fire Station Location Under UncertaintyDocument8 pagesA Multi-Objective Model For Fire Station Location Under UncertaintyAbed SolimanNo ratings yet
- Understanding PerformanceDocument65 pagesUnderstanding PerformanceClaudia AfinekNo ratings yet
- (Genus - Gender in Modern Culture 12.) Segal, Naomi - Anzieu, Didier - Consensuality - Didier Anzieu, Gender and The Sense of Touch-Rodopi (2009)Document301 pages(Genus - Gender in Modern Culture 12.) Segal, Naomi - Anzieu, Didier - Consensuality - Didier Anzieu, Gender and The Sense of Touch-Rodopi (2009)Anonymous r3ZlrnnHcNo ratings yet
- Controversial Aquatic HarvestingDocument4 pagesControversial Aquatic HarvestingValentina RuidiasNo ratings yet
- Scheduling BODS Jobs Sequentially and ConditionDocument10 pagesScheduling BODS Jobs Sequentially and ConditionwicvalNo ratings yet
- 1634858239Document360 pages1634858239iki292100% (1)
- Learning OrganizationDocument104 pagesLearning Organizationanandita28100% (2)
- I. Introduction To Project Report:: Banking MarketingDocument5 pagesI. Introduction To Project Report:: Banking MarketingGoutham BindigaNo ratings yet
- Quality Policy Nestle PDFDocument6 pagesQuality Policy Nestle PDFJonathan KacouNo ratings yet
- Laser Telemetric SystemDocument2 pagesLaser Telemetric Systemdellibabu509No ratings yet