You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Individual TaxpayersDocument3 pagesIndividual TaxpayersJoy Orena100% (2)
- Project On SamsungDocument39 pagesProject On SamsungAbbas0% (1)
- Tool Catalog Ei18e-11020Document370 pagesTool Catalog Ei18e-11020Marcelo Diesel85% (13)
- Inks FoodDocument42 pagesInks FoodJavier Martinez CañalNo ratings yet
- Life Insurance Exam Questions and Answers PDFDocument13 pagesLife Insurance Exam Questions and Answers PDFDairo GaniyatNo ratings yet
- Offset ProblemiDocument34 pagesOffset ProblemiMica IvanovicNo ratings yet
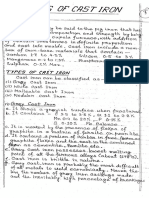
- Welding of Cast IronDocument10 pagesWelding of Cast IronKrishnendu RouthNo ratings yet
- Presentation - Final TintasDocument21 pagesPresentation - Final TintasJavier Martinez CañalNo ratings yet
- Data Collection ProcedureDocument58 pagesData Collection ProcedureNorjenn BarquezNo ratings yet
- 15 04 06 SCDocument30 pages15 04 06 SCSugarNo ratings yet
- Production of Activated CarbonDocument11 pagesProduction of Activated CarbonShii Bautista100% (1)
- Oracle Weblogic Server 12c Administration II - Activity Guide PDFDocument188 pagesOracle Weblogic Server 12c Administration II - Activity Guide PDFNestor Torres Pacheco100% (1)
- Guidelines For Using Print Production Standards v1.0 2019Document20 pagesGuidelines For Using Print Production Standards v1.0 2019Javier Martinez CañalNo ratings yet
- SSTMCV Retail PowerDocument5 pagesSSTMCV Retail Powervipin.yadavNo ratings yet
- Xu10j4 PDFDocument80 pagesXu10j4 PDFPaulo Luiz França100% (1)
- Paper Coating TechnologyDocument25 pagesPaper Coating TechnologyJavier Martinez CañalNo ratings yet
- IPUD 2015 WS26-boxproduction-eDocument23 pagesIPUD 2015 WS26-boxproduction-eJavier Martinez CañalNo ratings yet
- Technical Information: Mga Special Heatresist Semi Matt 58MGA2106Document3 pagesTechnical Information: Mga Special Heatresist Semi Matt 58MGA2106Javier Martinez CañalNo ratings yet
- Twenty Questions about UV Curing Processes and TechnologiesDocument5 pagesTwenty Questions about UV Curing Processes and TechnologiesimpressionadvertiserNo ratings yet
- Ghosting, Contact Yellowing, Appearance of Glossy/matt Spots in Sheetfed PrintingDocument2 pagesGhosting, Contact Yellowing, Appearance of Glossy/matt Spots in Sheetfed PrintingJavier Martinez CañalNo ratings yet
- KNIVES FOR PAPER PROCESSINGDocument24 pagesKNIVES FOR PAPER PROCESSINGX800XLNo ratings yet
- Ijesrt: International Journal of Engineering Sciences & Research TechnologyDocument5 pagesIjesrt: International Journal of Engineering Sciences & Research TechnologyJavier Martinez CañalNo ratings yet
- Technical Information: Printlac COFREE Rub ResistantDocument3 pagesTechnical Information: Printlac COFREE Rub ResistantJavier Martinez CañalNo ratings yet
- How Does Printing Ink Dry?Document18 pagesHow Does Printing Ink Dry?Hoài BảoNo ratings yet
- Ijesrt: International Journal of Engineering Sciences & Research TechnologyDocument5 pagesIjesrt: International Journal of Engineering Sciences & Research TechnologyJavier Martinez CañalNo ratings yet
- Ijesrt: International Journal of Engineering Sciences & Research TechnologyDocument5 pagesIjesrt: International Journal of Engineering Sciences & Research TechnologyJavier Martinez CañalNo ratings yet
- Digital Folding Carton Styles GuideDocument33 pagesDigital Folding Carton Styles Guidepavan4samudralaNo ratings yet
- Pantone TDS DDFDocument4 pagesPantone TDS DDFJavier Martinez CañalNo ratings yet
- Idealliance ISO PAS 15339 - System Certification Program Overview v5Document8 pagesIdealliance ISO PAS 15339 - System Certification Program Overview v5Javier Martinez CañalNo ratings yet
- Prinergy Options Brochure Letter HiDocument8 pagesPrinergy Options Brochure Letter HiJavier Martinez CañalNo ratings yet
- AICC Score Cracking With Winter AddendumDocument20 pagesAICC Score Cracking With Winter AddendumJavier Martinez CañalNo ratings yet
- What Are The Key Benefits of Folding Cartons?: PromotionDocument8 pagesWhat Are The Key Benefits of Folding Cartons?: PromotionJavier Martinez CañalNo ratings yet
- Digital Folding Carton Styles GuideDocument33 pagesDigital Folding Carton Styles Guidepavan4samudralaNo ratings yet
- Manufacturing PDFDocument32 pagesManufacturing PDFAdugna JiregnaNo ratings yet
- AICC Score Cracking With Winter AddendumDocument20 pagesAICC Score Cracking With Winter AddendumJavier Martinez CañalNo ratings yet
- AICC Score Cracking With Winter AddendumDocument20 pagesAICC Score Cracking With Winter AddendumJavier Martinez CañalNo ratings yet
- The Value of G7 To Brand Owners: WHITE PAPER 2017-1Document12 pagesThe Value of G7 To Brand Owners: WHITE PAPER 2017-1Javier Martinez CañalNo ratings yet
- ACTEGA Kelstar Fountain Solution Troubleshooting GuideDocument11 pagesACTEGA Kelstar Fountain Solution Troubleshooting GuideJavier Martinez CañalNo ratings yet
- Physical Testing of PaperDocument239 pagesPhysical Testing of PaperJavier Martinez CañalNo ratings yet
- Understanding label and package printing inks processesDocument21 pagesUnderstanding label and package printing inks processesJavier Martinez CañalNo ratings yet
- Secrets of Cartoning - Solving Common Problems by John R HenryDocument6 pagesSecrets of Cartoning - Solving Common Problems by John R HenryJavier Martinez Cañal100% (2)
- Dimetra Tetra System White PaperDocument6 pagesDimetra Tetra System White PapermosaababbasNo ratings yet
- Web Based Tour Management for Bamboo ParadiseDocument11 pagesWeb Based Tour Management for Bamboo Paradisemohammed BiratuNo ratings yet
- FM Butterfly ValvesDocument3 pagesFM Butterfly ValvesahsanNo ratings yet
- Newspaper CritiqueDocument4 pagesNewspaper CritiquebojoiNo ratings yet
- Hutchinson - Le Joint Francais - National O-RingDocument25 pagesHutchinson - Le Joint Francais - National O-RingkikorrasNo ratings yet
- GE's Two-Decade Transformation: Jack Welch's Leadership: Amanda Rodriguez Patricia Robledo Brittany Culberson Yue JiangDocument34 pagesGE's Two-Decade Transformation: Jack Welch's Leadership: Amanda Rodriguez Patricia Robledo Brittany Culberson Yue JiangRishendra Singh RathourNo ratings yet
- Education, A Vital Principle For Digital Library Development in IranDocument23 pagesEducation, A Vital Principle For Digital Library Development in Iranrasuli9No ratings yet
- Portfolio Management Banking SectorDocument133 pagesPortfolio Management Banking SectorNitinAgnihotri100% (1)
- Graphics Coursework GcseDocument7 pagesGraphics Coursework Gcseafiwhlkrm100% (2)
- CLS1Document3 pagesCLS1Shaina Kaye De GuzmanNo ratings yet
- QPMC Rate CardsDocument9 pagesQPMC Rate CardsTarek TarekNo ratings yet
- Project IGI 2 Cheat Codes, Hints, and HelpDocument4 pagesProject IGI 2 Cheat Codes, Hints, and Helppadalakirankumar60% (5)
- Smart Card PresentationDocument4 pagesSmart Card PresentationNitika MithalNo ratings yet
- S-S-, AXXX XXX 008 (BIA Sept. 15, 2017)Document7 pagesS-S-, AXXX XXX 008 (BIA Sept. 15, 2017)Immigrant & Refugee Appellate Center, LLCNo ratings yet
- IEEE Registration StuffDocument11 pagesIEEE Registration StuffsegeluluNo ratings yet
- VVIP Circuit House achieves 5-star GRIHA ratingDocument1 pageVVIP Circuit House achieves 5-star GRIHA ratingmallikaNo ratings yet
- Resume DaniellaAmatoDocument2 pagesResume DaniellaAmatoDaniellaNo ratings yet
- Open Recruitment Member Kejar Mimpi Periode 2023 (Responses)Document22 pagesOpen Recruitment Member Kejar Mimpi Periode 2023 (Responses)Sophia Dewi AzzahraNo ratings yet
- Small Clone ChorusDocument2 pagesSmall Clone ChorusamndsnaNo ratings yet