You might also like
- Confectionery and Chocolate Engineering: Principles and ApplicationsFrom EverandConfectionery and Chocolate Engineering: Principles and ApplicationsNo ratings yet
- Ice Cream Industry Class LectureDocument31 pagesIce Cream Industry Class Lecturenabil100% (1)
- Ice Creams, Water Ices, Frozen Puddings Together with Refreshments for all Social AffairsFrom EverandIce Creams, Water Ices, Frozen Puddings Together with Refreshments for all Social AffairsNo ratings yet
- Making Soy ConvenientpdfDocument4 pagesMaking Soy ConvenientpdfHuonglemaiNo ratings yet
- Gelato & Sorbet: 50 Simple, Refreshing & Sophisticated Recipes with Low-Calorie Versions: Low Carb DessertsFrom EverandGelato & Sorbet: 50 Simple, Refreshing & Sophisticated Recipes with Low-Calorie Versions: Low Carb DessertsNo ratings yet
- Jelly Making Hand OutDocument14 pagesJelly Making Hand OutKhan NurNo ratings yet
- Control of Variables in Fruit Pectin Jell and Frozen DessertsDocument14 pagesControl of Variables in Fruit Pectin Jell and Frozen DessertsROOSHEEN AHMADNo ratings yet
- Whey - A By-Product of The Dairy IndustryDocument31 pagesWhey - A By-Product of The Dairy IndustryOsman AitaNo ratings yet
- Group 7 Oat MilkDocument35 pagesGroup 7 Oat MilkHarfizzie FatehNo ratings yet
- Yoghurt - Ice Cream - Pasturized MilkDocument19 pagesYoghurt - Ice Cream - Pasturized MilkThomas Silomba100% (1)
- Classification of Cheese TypesDocument6 pagesClassification of Cheese TypesDeepak JettaNo ratings yet
- Clarification, Separation, Bactofugation and Standardization of MilkDocument18 pagesClarification, Separation, Bactofugation and Standardization of MilkNishkarsh AgarwalNo ratings yet
- Katalog PDFDocument123 pagesKatalog PDFValentin AradeiNo ratings yet
- VinegarDocument17 pagesVinegarVirendra JoshiNo ratings yet
- Cheese Production GuideDocument21 pagesCheese Production GuideRohit Brahmane0% (1)
- Emulgentes para Coberturas de HeladosDocument6 pagesEmulgentes para Coberturas de HeladosMarcos Pozo LópezNo ratings yet
- Emulsifier in ChocolateDocument2 pagesEmulsifier in ChocolateyongqeeNo ratings yet
- CHEESE: A GUIDE TO MANUFACTURING AND PACKAGINGDocument27 pagesCHEESE: A GUIDE TO MANUFACTURING AND PACKAGINGElvis DsouzaNo ratings yet
- Pur Colour Chewy Ice CreamDocument2 pagesPur Colour Chewy Ice CreamKarolina ChandraNo ratings yet
- Fruit LeathersDocument4 pagesFruit LeathersAmmon FelixNo ratings yet
- Vinegar and Rye Bread ProductionDocument26 pagesVinegar and Rye Bread ProductionmoniqueNo ratings yet
- Wine Ice CreamDocument19 pagesWine Ice Creamjungcook is very no funNo ratings yet
- Yoghurt Processing: Harum Fadhilatunnur, M.SCDocument17 pagesYoghurt Processing: Harum Fadhilatunnur, M.SCHarum FadhilatunnurNo ratings yet
- Fermenting Banana: Using The Alcohol (Anaerobic) FermentationDocument18 pagesFermenting Banana: Using The Alcohol (Anaerobic) FermentationSatria Aji0% (1)
- Value Added Poultry ProductsDocument3 pagesValue Added Poultry ProductsBibhu PandaNo ratings yet
- REO-The Rheological Properties of MayonnaiseDocument4 pagesREO-The Rheological Properties of Mayonnaiseghost2011No ratings yet
- 8 Baking 1Document34 pages8 Baking 1Abdul Aziz100% (1)
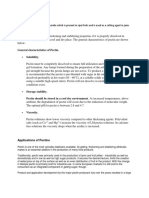
- General Characteristics of Pectin. SolubilityDocument2 pagesGeneral Characteristics of Pectin. SolubilityAnonymous VIwig8iwNo ratings yet
- Candy Making GuideDocument6 pagesCandy Making GuidesorrinalorNo ratings yet
- Home-Made MayonnaiseDocument1 pageHome-Made MayonnaisetryabcdefNo ratings yet
- Project On Milk ProteinsDocument11 pagesProject On Milk ProteinsPeeyush0% (1)
- Food ProcessingDocument8 pagesFood Processingkanika_kparmarNo ratings yet
- Wafers PresenationDocument12 pagesWafers Presenationsadbad6No ratings yet
- History of Ice CreamDocument3 pagesHistory of Ice CreamSheryl14No ratings yet
- Change in pH During Curd Formation from MilkDocument16 pagesChange in pH During Curd Formation from MilkYoezer PeldenNo ratings yet
- Practical 16Document4 pagesPractical 16Prashant SaidNo ratings yet
- Advanced Baking RecipesDocument11 pagesAdvanced Baking RecipesAbby ManaoisNo ratings yet
- A Review of Extractions of Seaweed Hydrocolloids PDocument23 pagesA Review of Extractions of Seaweed Hydrocolloids PDwi PerbriyantiNo ratings yet
- Mozzarella PosterDocument1 pageMozzarella PosterMaris Hazel Apostol CuraNo ratings yet
- Coffee Recipe Guide IndexDocument23 pagesCoffee Recipe Guide IndexGripsky Valdez Floresca100% (1)
- Ice Cream Crème Fraiche Vodka Sydney HardDocument4 pagesIce Cream Crème Fraiche Vodka Sydney HardPiper At GatesNo ratings yet
- CanningDocument79 pagesCanningRimil GeorgeNo ratings yet
- Milk Production PlantDocument3 pagesMilk Production PlantMie DtsNo ratings yet
- Jam Jelly Class LectureDocument30 pagesJam Jelly Class LecturenabilNo ratings yet
- Homey's GuideDocument88 pagesHomey's GuidesubamanivelNo ratings yet
- Processed Meats and Meat Analogues: OOD NgredientsDocument4 pagesProcessed Meats and Meat Analogues: OOD NgredientsGigiPetreaNo ratings yet
- CHEESE: A Concise Guide to Cheese History, Manufacturing, Exporting Countries and TypesDocument27 pagesCHEESE: A Concise Guide to Cheese History, Manufacturing, Exporting Countries and TypesNicoleta Mihaela BuzaNo ratings yet
- How Jelly Beans Are Made: From Raw Materials to PackagingDocument8 pagesHow Jelly Beans Are Made: From Raw Materials to PackagingAndrei RohlicekNo ratings yet
- Banana Cupcakes With Vanilla Pastry Cream: IngredientsDocument47 pagesBanana Cupcakes With Vanilla Pastry Cream: IngredientsLiz BrunoNo ratings yet
- KFC IngredientList EngDocument8 pagesKFC IngredientList EngbarbarianaterNo ratings yet
- Jams, Jellies and Fruit SpreadsDocument5 pagesJams, Jellies and Fruit SpreadsOhio State - College of Food, Agricultural, and Environmental SciencesNo ratings yet
- Food Additives: Stabilizers, Thickeners, and Gelling Agents - ProspectorDocument1 pageFood Additives: Stabilizers, Thickeners, and Gelling Agents - Prospectorvivekanand100% (1)
- IntroductionDocument4 pagesIntroductionCeyah Nurr0% (1)
- Fruit LeatherDocument5 pagesFruit LeatherZulman EfendiNo ratings yet
- Leaflet Chocolate Couv Milk PDFDocument2 pagesLeaflet Chocolate Couv Milk PDFGeorgios SpandosNo ratings yet
- White Chocolate, Strawberry and Basil Gelato: IngredientsDocument2 pagesWhite Chocolate, Strawberry and Basil Gelato: IngredientslibredescargaNo ratings yet
- Gianduja Gelato (Milk Chocolate and Hazelnut Gelato) : IngredientsDocument2 pagesGianduja Gelato (Milk Chocolate and Hazelnut Gelato) : IngredientslibredescargaNo ratings yet
- Make Ice CreamDocument2 pagesMake Ice CreamaarhusNo ratings yet
- Ingredients of Ice CreamDocument37 pagesIngredients of Ice CreamRao Qaisar Shahzad100% (1)
- Functional Properties of Whey Products: Reference Manual For U.S. Whey and Lactose ProductsDocument4 pagesFunctional Properties of Whey Products: Reference Manual For U.S. Whey and Lactose Productsmichaelyan88No ratings yet
- Metro Green Line Monday through Friday scheduleDocument5 pagesMetro Green Line Monday through Friday schedulerobertgggggNo ratings yet
- Wishes ScriptDocument17 pagesWishes ScriptinfomegNo ratings yet
- Youth PiercingsDocument15 pagesYouth PiercingsrobertgggggNo ratings yet
- Hotels Motels PDFDocument1 pageHotels Motels PDFrobertgggggNo ratings yet
- Clancys Restaurant Menu PDFDocument2 pagesClancys Restaurant Menu PDFrobertgggggNo ratings yet
- Pol Lo Loco Nutrition GuideDocument1 pagePol Lo Loco Nutrition GuideTry LoveNo ratings yet
- Icecream Vs Frozendairydessert PDFDocument12 pagesIcecream Vs Frozendairydessert PDFrobertgggggNo ratings yet
- KDB Long Beach Menu2Document4 pagesKDB Long Beach Menu2robertgggggNo ratings yet
- Malls and Entertainment FacilitiesDocument1 pageMalls and Entertainment FacilitiesCharles FillingerNo ratings yet
- Book WhoDrinksWhatDocument29 pagesBook WhoDrinksWhatrobertgggggNo ratings yet
- Aunt Sammy's 70+ Recipes for Home Cooking Radio BroadcastsDocument87 pagesAunt Sammy's 70+ Recipes for Home Cooking Radio Broadcastsrobertggggg100% (1)
- Applied Mineralogy 0895204878Document6 pagesApplied Mineralogy 0895204878robertgggggNo ratings yet
- Vegetarian Starter KitDocument16 pagesVegetarian Starter Kittancho100% (5)
- 2012 Plastic Surgery Statistics Report: 2012 Quick FactsDocument1 page2012 Plastic Surgery Statistics Report: 2012 Quick FactsrobertgggggNo ratings yet
- Russian GrammarDocument141 pagesRussian GrammarMatthew HatchNo ratings yet
- Clancys Restaurant MenuDocument2 pagesClancys Restaurant MenurobertgggggNo ratings yet
- FoodguideDocument6 pagesFoodguideapi-285147481No ratings yet
- Vegetarian Starter KitDocument16 pagesVegetarian Starter Kittancho100% (5)
- MCD Journal2Document27 pagesMCD Journal2Bob E.No ratings yet
- Youth PiercingsDocument15 pagesYouth PiercingsrobertgggggNo ratings yet
- EntrepreneurDocument3 pagesEntrepreneurharshikaNo ratings yet
- Sales Past Three Years 2017-2019: Year Month Type Salesperson Region Sales Units Order #Document24 pagesSales Past Three Years 2017-2019: Year Month Type Salesperson Region Sales Units Order #Janaki Ramani LankapothuNo ratings yet
- Ice Cream Maker Recipes-2Document30 pagesIce Cream Maker Recipes-2Adriana V GilNo ratings yet
- 10 Healthy Ice Cream BrandsDocument4 pages10 Healthy Ice Cream BrandsCreamiesNo ratings yet
- Contoh Business Plan - Fruity CoolDocument105 pagesContoh Business Plan - Fruity CoolSyafiqJahar0% (1)
- Yoomoo PresentationDocument25 pagesYoomoo Presentationdan4everNo ratings yet
- UNIT 2 Android Developer Fundamentals (V2)Document298 pagesUNIT 2 Android Developer Fundamentals (V2)Tushar VazeNo ratings yet
- Premium Ice Cream and Dessert Parlor Business PlanDocument10 pagesPremium Ice Cream and Dessert Parlor Business PlanMuditha PremarathneNo ratings yet
- Frozen Yogurt Ice CreamDocument3 pagesFrozen Yogurt Ice CreamArslan RiazNo ratings yet
- AIvI M RL1Document267 pagesAIvI M RL1DJ100% (1)
- Case Study - Pillsbury's Häagen-DazsDocument2 pagesCase Study - Pillsbury's Häagen-DazsShubham PawarNo ratings yet
- Dairy ScienceDocument1,383 pagesDairy ScienceStev D'BulletNo ratings yet
- Sample Business Plan For My Yogurt Shoppe PDFDocument19 pagesSample Business Plan For My Yogurt Shoppe PDFMohamed El MoudenNo ratings yet
- Assignment - Fundamental of ManagementDocument8 pagesAssignment - Fundamental of ManagementNURKHAIRUNNISANo ratings yet
- 2018 Icecream (12p) LowDocument12 pages2018 Icecream (12p) LowpepeNo ratings yet
- Frozen Yogurt BPDocument27 pagesFrozen Yogurt BPAdiMulahasanovicNo ratings yet
- Studies On Frozen Yogurt I. Manufacturing Method: February 1993Document11 pagesStudies On Frozen Yogurt I. Manufacturing Method: February 1993Vikas NimbranaNo ratings yet
- Operations Plan General Approach To OperationsDocument12 pagesOperations Plan General Approach To OperationsLiz Lee100% (1)
- A Sample Ice Cream Factory Business PlanDocument13 pagesA Sample Ice Cream Factory Business PlanLawrence MagagaNo ratings yet
- Marketing Audit ChecklistDocument13 pagesMarketing Audit ChecklistCharlene AlzagaNo ratings yet
- Coco BerryDocument9 pagesCoco BerryyatnaroraNo ratings yet
- Coca Cola CaseDocument8 pagesCoca Cola CaseSamNo ratings yet
- Indian Frozen Yogurt MarketDocument14 pagesIndian Frozen Yogurt Marketaakriti aroraNo ratings yet
- Frozen Yogurt With Added Inulin and IsomaltDocument11 pagesFrozen Yogurt With Added Inulin and IsomaltEsteban CárdenasNo ratings yet
- Omgurt FinalDocument58 pagesOmgurt FinalValentine Fernandes100% (1)
- Ice Cream Infographic EssayDocument4 pagesIce Cream Infographic Essayjbass100% (1)
- Pregel Dessert IngredientsDocument4 pagesPregel Dessert IngredientsM Suman RaoNo ratings yet
- Ice Cream StabilizersDocument5 pagesIce Cream StabilizersgarrofinNo ratings yet
- Cuisinart Ice Cream Maker - Ice-25Document5 pagesCuisinart Ice Cream Maker - Ice-25asdasdasd8983No ratings yet
- By Mariyam Habibullah M.Sc. F.P.P (II) Roll No. 07: 100% Sin. 0% GuiltDocument17 pagesBy Mariyam Habibullah M.Sc. F.P.P (II) Roll No. 07: 100% Sin. 0% GuiltMaryam HabibullahNo ratings yet
- The Obesity Code: Unlocking the Secrets of Weight LossFrom EverandThe Obesity Code: Unlocking the Secrets of Weight LossRating: 5 out of 5 stars5/5 (4)
- Pati's Mexican Table: The Secrets of Real Mexican Home CookingFrom EverandPati's Mexican Table: The Secrets of Real Mexican Home CookingRating: 4 out of 5 stars4/5 (9)
- Binging with Babish: 100 Recipes Recreated from Your Favorite Movies and TV ShowsFrom EverandBinging with Babish: 100 Recipes Recreated from Your Favorite Movies and TV ShowsNo ratings yet
- Glucose Goddess Method: A 4-Week Guide to Cutting Cravings, Getting Your Energy Back, and Feeling AmazingFrom EverandGlucose Goddess Method: A 4-Week Guide to Cutting Cravings, Getting Your Energy Back, and Feeling AmazingRating: 5 out of 5 stars5/5 (59)
- Saved By Soup: More Than 100 Delicious Low-Fat Soups To Eat And Enjoy Every DayFrom EverandSaved By Soup: More Than 100 Delicious Low-Fat Soups To Eat And Enjoy Every DayRating: 4 out of 5 stars4/5 (10)
- Not That Fancy: Simple Lessons on Living, Loving, Eating, and Dusting Off Your BootsFrom EverandNot That Fancy: Simple Lessons on Living, Loving, Eating, and Dusting Off Your BootsNo ratings yet
- Body Love Every Day: Choose Your Life-Changing 21-Day Path to Food FreedomFrom EverandBody Love Every Day: Choose Your Life-Changing 21-Day Path to Food FreedomRating: 4 out of 5 stars4/5 (1)
- The Encyclopedia of Spices & Herbs: An Essential Guide to the Flavors of the WorldFrom EverandThe Encyclopedia of Spices & Herbs: An Essential Guide to the Flavors of the WorldRating: 3.5 out of 5 stars3.5/5 (5)
- Instant Pot Miracle 6 Ingredients Or Less: 100 No-Fuss Recipes for Easy Meals Every DayFrom EverandInstant Pot Miracle 6 Ingredients Or Less: 100 No-Fuss Recipes for Easy Meals Every DayRating: 4 out of 5 stars4/5 (4)
- Surprise-Inside Cakes: Amazing Cakes for Every Occasion—with a Little Something Extra InsideFrom EverandSurprise-Inside Cakes: Amazing Cakes for Every Occasion—with a Little Something Extra InsideRating: 4 out of 5 stars4/5 (6)
- Heirloom Kitchen: Heritage Recipes & Family Stories from the Tables of Immigrant WomenFrom EverandHeirloom Kitchen: Heritage Recipes & Family Stories from the Tables of Immigrant WomenRating: 4.5 out of 5 stars4.5/5 (3)
- Grape, Olive, Pig: Deep Travels Through Spain's Food CultureFrom EverandGrape, Olive, Pig: Deep Travels Through Spain's Food CultureRating: 4.5 out of 5 stars4.5/5 (15)
- Keto Friendly Recipes: Easy Keto For Busy PeopleFrom EverandKeto Friendly Recipes: Easy Keto For Busy PeopleRating: 3.5 out of 5 stars3.5/5 (2)
- Rice, Noodle, Fish: Deep Travels Through Japan's Food CultureFrom EverandRice, Noodle, Fish: Deep Travels Through Japan's Food CultureRating: 4 out of 5 stars4/5 (20)
- The All-American Cowboy Cookbook: Over 300 Recipes from the World's Greatest CowboysFrom EverandThe All-American Cowboy Cookbook: Over 300 Recipes from the World's Greatest CowboysNo ratings yet
- A Taste of Cowboy: Ranch Recipes and Tales from the TrailFrom EverandA Taste of Cowboy: Ranch Recipes and Tales from the TrailRating: 4.5 out of 5 stars4.5/5 (3)
- Instant Loss On a Budget: Super-Affordable Recipes for the Health-Conscious CookFrom EverandInstant Loss On a Budget: Super-Affordable Recipes for the Health-Conscious CookRating: 3.5 out of 5 stars3.5/5 (2)
- Plant Based Main Dishes Recipes: Beginner’s Cookbook to Healthy Plant-Based EatingFrom EverandPlant Based Main Dishes Recipes: Beginner’s Cookbook to Healthy Plant-Based EatingRating: 4.5 out of 5 stars4.5/5 (15)
- Proteinaholic: How Our Obsession with Meat Is Killing Us and What We Can Do About ItFrom EverandProteinaholic: How Our Obsession with Meat Is Killing Us and What We Can Do About ItRating: 4.5 out of 5 stars4.5/5 (19)
- Sweetie Pie's Cookbook: Soulful Southern Recipes, from My Family to YoursFrom EverandSweetie Pie's Cookbook: Soulful Southern Recipes, from My Family to YoursRating: 4.5 out of 5 stars4.5/5 (2)