You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Laboratory Manual: Bachelor of Engineering Technology Chemistry For Engineering TechnologistDocument5 pagesLaboratory Manual: Bachelor of Engineering Technology Chemistry For Engineering TechnologistMARY VALDEZNo ratings yet
- Jacketed Firebox Heater Provides Efficient Asphalt Plant HeatingDocument4 pagesJacketed Firebox Heater Provides Efficient Asphalt Plant HeatingThirukkumaranBalasubramanianNo ratings yet
- Lab Report-PotatoDocument5 pagesLab Report-PotatoTatiana Cristancho0% (1)
- Engineering Physics BTech NIT CalicutDocument12 pagesEngineering Physics BTech NIT Calicutnitcalicutian100% (1)
- Oil Guns and Gas Firing Equipment PDFDocument24 pagesOil Guns and Gas Firing Equipment PDFPravin KumarNo ratings yet
- LabDocument1 pageLabPravin KumarNo ratings yet
- Classification System For Submerged Arc ElectrodesDocument2 pagesClassification System For Submerged Arc ElectrodesPravin KumarNo ratings yet
- Hazardous Waste MOEFDocument12 pagesHazardous Waste MOEFPravin KumarNo ratings yet
- Session 3 Managing Legal Aspects of ContractsDocument19 pagesSession 3 Managing Legal Aspects of ContractsPravin KumarNo ratings yet
- Session 1-Labour Laws in IndiaDocument25 pagesSession 1-Labour Laws in IndiaPravin KumarNo ratings yet
- Financial Statement: - Balance Sheet - Profit & LossDocument56 pagesFinancial Statement: - Balance Sheet - Profit & LossPravin KumarNo ratings yet
- Session 4A - West Bengal Shops Estab Act Brief 1963Document6 pagesSession 4A - West Bengal Shops Estab Act Brief 1963Pravin KumarNo ratings yet
- PidDocument10 pagesPidPravin KumarNo ratings yet
- Session 4 Company LawDocument29 pagesSession 4 Company LawPravin KumarNo ratings yet
- Hazardous Waste ManagementDocument3 pagesHazardous Waste ManagementPravin KumarNo ratings yet
- A Brief Check List of Labour Laws: H.R.DasguptaDocument54 pagesA Brief Check List of Labour Laws: H.R.DasguptaPravin KumarNo ratings yet
- Essential Characteristics of Sale of Goods ActDocument37 pagesEssential Characteristics of Sale of Goods ActShreya SharmaNo ratings yet
- Analytical InstrumentsDocument9 pagesAnalytical InstrumentsPravin KumarNo ratings yet
- CTPS Pollution Monitoring ParametersDocument2 pagesCTPS Pollution Monitoring ParametersPravin KumarNo ratings yet
- Performance Evaluation and Optimization of Air Preheater in Thermal Power PlantDocument9 pagesPerformance Evaluation and Optimization of Air Preheater in Thermal Power PlantIAEME PublicationNo ratings yet
- Com Trend Iwss User ServletDocument9 pagesCom Trend Iwss User ServletPravin KumarNo ratings yet
- How Much Water Is Required To Generate 1kw of ElectricityDocument1 pageHow Much Water Is Required To Generate 1kw of ElectricityPravin KumarNo ratings yet
- Tafa CoatingDocument10 pagesTafa CoatingPravin KumarNo ratings yet
- Mechanical IES2013objective Paper 1Document19 pagesMechanical IES2013objective Paper 1modisuryaharshaNo ratings yet
- 1 - Positive Attitude Is EverythingDocument15 pages1 - Positive Attitude Is EverythingPravin KumarNo ratings yet
- Performance Evaluation of Air Preheater in Thermal Power PlantDocument1 pagePerformance Evaluation of Air Preheater in Thermal Power PlantPravin KumarNo ratings yet
- What Is Scooptube in Boiler Feed Pump (BFPDocument1 pageWhat Is Scooptube in Boiler Feed Pump (BFPPravin KumarNo ratings yet
- Marine Boiler Water Level ControlDocument2 pagesMarine Boiler Water Level ControlPravin KumarNo ratings yet
- Boiler Feedwater PumpsDocument2 pagesBoiler Feedwater PumpsPravin KumarNo ratings yet
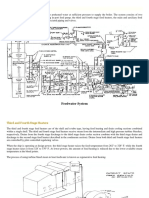
- Feedwater SystemDocument5 pagesFeedwater SystemPravin KumarNo ratings yet
- Boiler Feed Pumps TpsDocument1 pageBoiler Feed Pumps TpsPravin KumarNo ratings yet
- Coal Fired Steam Boiler Temperature Regulation 1 638Document1 pageCoal Fired Steam Boiler Temperature Regulation 1 638Pravin KumarNo ratings yet
- Pumps For Thermal Power Stations Boiler Feed PumpsDocument2 pagesPumps For Thermal Power Stations Boiler Feed PumpsPravin KumarNo ratings yet
- Bhanda Puta Valuka Puta Bhudhara PutaDocument19 pagesBhanda Puta Valuka Puta Bhudhara PutaDr Debasis PanigrahiNo ratings yet
- Simulation of Lofa in Research ReactorDocument11 pagesSimulation of Lofa in Research ReactorrendydunNo ratings yet
- Furnace 01490Document83 pagesFurnace 01490JKKNo ratings yet
- Conduction HMTDocument43 pagesConduction HMTbalakaleesNo ratings yet
- Analysis of The Effects of Marangoni Stresses PDFDocument31 pagesAnalysis of The Effects of Marangoni Stresses PDFChristen AdamsNo ratings yet
- Sim Led 5000 7000 enDocument16 pagesSim Led 5000 7000 enniikassimNo ratings yet
- Materials Today: Proceedings: Kanad Sen, Nirmal K. Manna, Nirmalendu BiswasDocument8 pagesMaterials Today: Proceedings: Kanad Sen, Nirmal K. Manna, Nirmalendu BiswasSayan DasNo ratings yet
- A Textbook of Physical Chemistry A Textbook of Physical Chemistry PDFDocument483 pagesA Textbook of Physical Chemistry A Textbook of Physical Chemistry PDFEstanislao Amadeo Avogadro100% (1)
- Water Cooling TowerDocument9 pagesWater Cooling TowerAditya Kumar Nayak 4-Year B.Tech. Chemical EngineeringNo ratings yet
- AbcDocument302 pagesAbcSharat ChandraNo ratings yet
- Phs 105 Lecture Notes: by O.I. Olusola (PH.D.) Course ContentsDocument7 pagesPhs 105 Lecture Notes: by O.I. Olusola (PH.D.) Course ContentsDorego TaofeeqNo ratings yet
- Calculations in Furnace TechnologyDocument277 pagesCalculations in Furnace Technologysakthivel100% (2)
- Hybrid Heat Pipe Screw Dryer: A Novel, Continuous and Highly Energy Efficient Drying TechnologyDocument17 pagesHybrid Heat Pipe Screw Dryer: A Novel, Continuous and Highly Energy Efficient Drying TechnologyIonita LucianaNo ratings yet
- Lab 8Document3 pagesLab 8AhmedNo ratings yet
- A2 Physics PracticalDocument56 pagesA2 Physics PracticalFathmath AthfaNo ratings yet
- Essar Sample QuestionsDocument3 pagesEssar Sample Questionshgbv tttbNo ratings yet
- Temperature Control Design For The Substrate Holder of A High Vacuum Chamber, To Produce Semiconductor Films2 PDFDocument7 pagesTemperature Control Design For The Substrate Holder of A High Vacuum Chamber, To Produce Semiconductor Films2 PDFcalchavNo ratings yet
- Jee Adv Sample TestPaper ResoNET-2016Document81 pagesJee Adv Sample TestPaper ResoNET-2016FATHIMANo ratings yet
- Pelletizing Systems: Gala PelletizersDocument12 pagesPelletizing Systems: Gala PelletizersjjpenetoNo ratings yet
- PureTemp 23 Technical Data SheetDocument1 pagePureTemp 23 Technical Data SheetIkutegbe CharlesNo ratings yet
- Gazi University Process Control ProblemsDocument3 pagesGazi University Process Control ProblemsRicardo Veloz100% (1)
- Middle School ChemistryDocument691 pagesMiddle School ChemistryChristian Homeschool-HubNo ratings yet
- Hot Water Heating DevicesDocument6 pagesHot Water Heating Devicesgaga0407No ratings yet
- Hitachi Energy HECS GCB BrochureDocument24 pagesHitachi Energy HECS GCB Brochurehamza shahzadNo ratings yet
- Sabaeian Shahzadeh Tooth LMSDocument8 pagesSabaeian Shahzadeh Tooth LMSRonin ZxxNo ratings yet
- Lesson 5 Conduction - Fourier Law of Heat ConductionDocument24 pagesLesson 5 Conduction - Fourier Law of Heat Conductionsurya kiranNo ratings yet