Professional Documents
Culture Documents
Lean Managment
Uploaded by
Nishant UdavantCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Lean Managment
Uploaded by
Nishant UdavantCopyright:
Available Formats
PRODUCTION METHODS - LEAN MANUFACTURING
INTRODUCTION:
Lean production is an assembly-line manufacturing methodology
developed originally for Toyota and the manufacture of automobiles. It is also
known as the Toyota Production System. The goal of lean production is
described as "to get the right things to the right place at the right time, the first
time, while minimizing waste and being open to change". Engineer Ohno, who is
credited with developing the principles of lean production, discovered that in
addition to eliminating waste, his methodology led to improved product flow and
better quality.
During the 1980s, the set of practices summarized in the ten rules of lean
production were adopted by many manufacturing plants in the U.S. and Europe.
The management style was tried out with varying degrees of success by service
organizations, logistics organizations and supply chains. Since the demise of
many dot.coms, there has been a renewed interest in the principles of lean
production, particularly since the philosophy encourages the reduction of
inventory. Dell Computers and Boeing Aircraft have embraced the philosophy of
lean production with great success.
HISTORY OF LEAN MANUFACTURING:
The origin of LEAN MANAGENT comes from the manufacturing
methodology that TOYOTA PRODUCTION SYSTEM had taken. Du ring the
initial years of WORLD WAR II, Japan had suffered a lot of problems. Toyota
family had decided to their change their automatic loom manufacturing
business to automobile business. But they had a few problems to overcome.
They could not compete with the giants like FORD in foreign markets.
Therefore Toyota had to depend on local markets. They had to bring raw
materials from outside, produce in small batches, but had small capital.
TAICHI OHNO, the owner of Toyota had take-over the challenge of achieving
the impossible. With his right hand man Dr. Sheigo Shingo for the next three
decades, he built the TOYOTA PRODUCTION SYSTEM.
Although very successful during the initial years; with Henry ford being
the richest person on earth, he had not understood the concepts of this system;
their major drawback was the inability to change. This was due to the push
strategy implemented by the Fords system. It relied on keeping the machine
busy without thinking about the future outcome. They had huge stocks in the
form of finished goods and in the form of finished goods and Work in Progress.
This led to the inflexibility of the system and waste money unnoticed. Another
PRODUCTION METHODS - LEAN MANUFACTURING
major drawback was the poor handling of human resource. This les to less
motivated set of people in the organization.
But in Japan, they studied very well and saw the problems that Ford
system had. But the core concepts of the Ford were obeyed. This is a continuous
flow of value system. Anything distracted from the growth of the system is
treated as a waste. Various pioneered work from people like Deming and Juran
in the field of quality improvement was used to the system. This brought quality
to the system. More importantly Ohno and Shingo understood the drawback in
the push system and understood the role played by the inventory. This led to
Pull system rather than push system, where the parts are produced only when
they are pulled by the process before that. This is similar to the concepts in the
super markets. When the shells are being emptied (that is when people buy the
product), they are refilled with new ones.
This system developed in Toyoto from 1949 to 1975 virtually unnoticed by
the others even within Japan. But in the oil crises in 1973 Japans economy
suffered and most of the industries had losses. But Toyoto overcame these
problems. They stood out from the rest. This was the eye opener foe the
Japanese firms to implement this system. But this system got popular in the
western world with the book THE MACHINE THAT CHANGED THE WORLD
written by James Womack in 1990. This book was aimed to give the history of
the automobile with the plant details of some of these manufacturers. He gave
the name Lean Manufacturing to the system. This was an eye opener for the
western world about this system. Thereafter the concepts were practiced allover
the world. Experiences and knowledge vastly improved the system.
But there were many people who just tried to use the tools in lean
manufacturing without understanding the meaning of them. They eventually
failed. But there are number of places this system is worked well. The complete
elimination waste is the target of the system. This concept is vitally important
since in todays highly competitive world there is nothing we can waste.
Even today this system adds to its history. Therefore there will be a lot to add to
this chapter in the coming years.
PRODUCTION METHODS - LEAN MANUFACTURING
What is LEAN MANAGEMNT?
Lean manufacturing or lean production, which is often known simply as
"Lean", is the practice of a theory of production that considers the expenditure
of resources for any means other than the creation of value for the
presumed customer to be wasteful, and thus a target for elimination. Lean
manufacturing is a generic process management philosophy derived mostly from
the Toyota Production System (TPS).
Lean is a practical and engaging way of breaking the overwhelming
tasks into manageable ones and delivering the improvement. Lean is a
way of working which identifies & eliminates waste to deliver improved
value and services based on identified customer requirements.
Improves the existent process
Creates a new process
Lean manufacturing defines the value of a product or a service with
the customer point of view. Customers do not mind how hard you work or
what is the technology you used to create the product or service you are selling
them. They will evaluate your product or the service by looking at how well this
is going to fulfill their requirements.
Customers do not need to pay for the quality defects removed from the
production lines. They will pay for the fulfillment of their requirements with the
product or service.
GOALS OF LEAN MANAGEMENT
The main goals of lean management are given below:
Eliminate the wastes, which are considered no value to the customers;
reducing the WIP time.
Identify & map the value stream.
Creating goods in favor of the customer in small batches and not in large.
The ability to change to the customer requirement swings; understanding the
pull strategy.
Efficient handling of human resources.
Creating an interest for the working environment for the employees in the
company or factory.
A continuous improvement every day which therefore leading to new process
everyday which is the flexibility of the organization.
Creating fool-proofing methods
Improving the overall performance, i.e., higher quality, higher profit, increase
in customer service & satisfaction & increase the innovativeness.
PRODUCTION METHODS - LEAN MANUFACTURING
LEAN MANGAEMENT CONCEPTS
There are a few concepts to be discussed in detail so that the management can
be come clear focused and lean thereby creating value for their products which
fulfills the customers. Some among them are:
1. Value
2. Value stream
3. Waste
4. Equipment reliability
5. Continuous Flow
6. Pull production
7. Continuous improvement
8. People involvement
VALUE:
This is the value we provide to the customers. Value is the complete package
of products and services we use to serve the customers and penetrate
the market from the point of view of the customer.
In line with a target costing approach, this value translates into the price the
customer is willing to pay and, in turn, to the product and service costs we must
achieve in order to satisfy the customer and the companys
stakeholders.
CASE IN POINT: XEROX- BACK FROM THE BRINK
Xerox in the early 1980s was disaster, but by 1990 it had turned itself
around and into a different company. Financial figures dont tell in all, but they
do say something about the size of Xeroxs turnaround: in 1984 revenues were
$8.7 billion, in 1990 they were $13.6 billion; 1987 return-on-assets was 9%, in
1990 it was 14.6%; most significant was Xeroxs market share gain in installed
machines, 12% in 1984 versus 19% in 1990-all at the expanse of Xeroxs
Japanese competitors (each point represents about $200 million).
PRODUCTION METHODS - LEAN MANUFACTURING
In 1988, the Baldrige Award was the coveted industry prize. Although
Xerox management had no idea whether it had done enough to have a chance at
winning, Paul Allaire, president since 1986, thought the application process
would be worthwhile as a company motivator and a measure of how good really
the company was. Thus, Xeroxs goal was not much to win, but to use the
process to energize the company and appraise its quality efforts.
Xerox began the application process in November 1988 by forming a team of 20
members, mostly midlevel managers from the throughout the company. The
process requires answering a detailed questionnaire which comprises 33
categories covering the 12 main categories. Even everything had to be quantified
and substantiated based upon hard facts and 3 to 5 years of supporting data.
The team dubbed company flaws it encountered as warts. A total of
503 warts were found (not many, actually, for a company of Xeroxs size). Some
were minor (paint hallways), some major (find better ways to transfer knowledge
between teams). The team discovered that, despite the warts, Xerox was doing a
good job. It was one of the only companies that benchmarked its products and
processes and that tied marked its products and process as and that tired
executive bonuses to quality.
In May 1989, the application was completed and submitted. The July,
Xerox received word that it had made the cut and was getting a site visit. Six
examiners described on the company, meeting with senior managers in
Rochester, NY, then visiting with senior managers in Denver and Los Angeles,
where, in 4 days, they spoke to 450 people. They discussed with the employees
such things as whether they were on teams, what quality tools they used, and
what the company policy was on quality.
In November, Xerox got the news: it had won. (By coincidence, Xerox
Canada learnt a month later that it had won the Canadian National Quality
Award.)
As for the warts, some were still there; some are there today. The
management ream looked at the warts and came up with 50 recommendations,
mostly managerial and most were adopted. The warts were organized into six
principles upon which Xerox decided to base its quality efforts in the 1990s:
1) Customers define our business.
2) Our success depends on the involvement and empowerment of trained
and motivated people.
3) Line management must lead quality improvement.
4) Management develops, articulates, and deploys clear objectives clear
objectives and directives.
5) Quality challenges are met and satisfied.
6) The business is managed and improved by using facts.
PRODUCTION METHODS - LEAN MANUFACTURING
The Baldrige application process had indeed reenergized the
companys commitment to quality, and it showed the extent of quality gains
made from the early 1980s to 1988; for example defects went from 10000 ppm
to 300 ppm (parts per million), installed products performance went up by 40%,
customer satisfaction went up to 38%, labor overhead went down by 50%, and
material overhead went down by 40%.
By 1990, Xerox had begun building long term relationships with its best
suppliers, involving them in new product development and training them in
quality leadership techniques, SPC, and JIT.
VALUE STREAM:
Value stream recognizes that the companys processes create
excellence and customer-driven performance. Traditional departmental
control structures run counter to lean thinking. We must understand, control,
and manage our business through the processes, or value streams, of the
organization. This includes three top-level value streams in manufacturing
companies; the "make product" value stream, the "design and problem
solve" value stream, and the value stream that includes the companys
transactions and controls. These value streams often extend outside of the
company itself into the suppliers, the customers, and partner organizations.
WASTES:
There are a number of prominent wastes, and wastes, which does not so
notable, which account about 70-95% of the resources wasted in the
organization. Even the best lean manufactures waste about 30% of their
resources.
In lean manufacturing the wastes are defined as anything which
does not add value to the end product. If customer sees the value with the
end product, it is very much fair to define a waste in this way. Customer do not
mind how much it costs you to damage, cost for the huge stocks and stores or
other over heads. The first step is to identify the wastes and categorize them
in to avoidable and unavoidable. Lean manufacturing always talks about
removing, not minimizing. These two words have very different meanings.
Whenever the word minimizing occurs it means, it implies that there are wastes
in the system in different quality. But what lean manufacturing does is, it aims at
removing the wastes from the system.
PRODUCTION METHODS - LEAN MANUFACTURING
OVERPRODUCTION:
The word over-production can be used to describe a type of waste
which is in most of the places and we never think this as a waste. This is
producing something before it is actually required. This can be applied to the
bigger picture or in more localized sense.
In the bigger picture, this is equivalent to create a product or a service before it
is actually required. Lean manufacturing always trust on the pulling rather than
pushing. This means that every product or a service must be pulled from the
process immediately after that. Therefore a product or a service must be pulled
by the customer. In simpler way, the customer must have the real requirement
for the product or the service being produced. If goods are produced without any
simulation from the market, then the product should be kept until the market for
the product arises or create market stimulation with huge advertising campaigns
etc. This is known as the push strategy. Still there will not guaranty that will be
able to sell the products without wastages.
In much smaller picture, the word over production might mean producing a part
of a product before it is required by the assembly line or the process after that.
For an example there is no point of making more receivers than the phone
intended to be produced. The extra amount will be a lost.
Over production accounts to many loses. One is the waste due to
unnecessary parts. This also will make the WIP higher. Flow will not be
PRODUCTION METHODS - LEAN MANUFACTURING
smoother. This obviously leads to low quality products and defects as quality
problems are hidden in the WIP maintained due to over production.
INVENTORIES
The money and materials invested in by a company in order to create
products for sale. In reality there are few areas that can yield more outstanding
initial cost savings than the reduction of inventory in many, if not most
companies. Inventory must be viewed as "MONEY" and treated accordingly.
The most common types of Inventory are
Raw Materials:
Processed components waiting for work to be done on them. This is the least
expensive form of inventory especially if suppliers will wait for payment until you
begin using these materials.
Work In Process (W.I.P.):
Materials that have had some work done to them but are not yet finished. This is
the second most expensive form of inventory as "value" has been added to the
materials.
Finished Goods:
This is the most expensive type of inventory as the materials have already
traveled through the value stream and are now complete. Although most
companies carry some Finished Goods Inventory it can be a serious waste and
burden on cash-flow.
TOYOTO cells inventories the root of all evils. It implies that wastes
stemming from inventories go far beyond items held in stock. It represents items
waiting for something to happen, a waste in that there are costs associated with
keeping items waiting and lost time since no value is being added to them.
Inventory holding costs increase with size of inventory since it costs more to
them. Holding costs include the charges for the storage space, paperwork and
handling, insurance, security, and pilferage. Since the capital needed to acquire
or produce the items in inventory cannot be invested elsewhere, there is an
opportunity cost well. If inventory comprises items procured from borrowed
funds, there is also an interest expense. The sum holding costs for all items in all
inventories carried by an organization throughout the year can be sizable.
PRODUCTION METHODS - LEAN MANUFACTURING
Inventory is also considered evil because it covers up other kinds of
wastes and encourages, or allows, wasteful practices. Inventory has been called
a just-in-case philosophy of management, meaning that managers use it all as a
hedge against things that might go wrong. While many mangers recognize the
costs of inventories, they still think of inventory as necessary to overcome other
kinds of problems.
WAIT IN PROGRESS Work in progress or WIP is a direct result of over production and
waiting. Every imperfection in the system will create a requirement for the WIP.
Therefore WIP also known as the mirror of the wastes the system has. But WIP
it self becomes a waste due to many consequences. It blocks money in the form
of not finished products. It also reduces the flexibility of the production facility by
increasing the change over time between different styles. It hides quality
damages, and will only be revealing when a considerable damage is done. Higher
WIP also requires large floor space. This will also affect the appearance of the
work place badly. Therefore if you want to be perfect, just target for a system
where there is no requirement for WIP.
MOTION
This waste is often overlooked. When performing a certain task
people have to repeat their motions again and again. Although we do not
realize, in many places people will have to move, bend or reach to collect some
part or to reach a machine. If a time study can be done to check the percentage
of the time for these unnecessary movements, is actually very high than our
thought. Even the other ergonomic conditions like correct lighting, tool
arrangement, work process management is essential to achieve a good
productivity from the people poor conditions are not good for the health of the
worker obviously. Also this will waste large amounts of time. Workplaces will
become very untidy. Workers will get tired easily. The reason for this is poor
workplace organization. To overcome this problem, a detailed study has to be
carried out about working conditions. Then they have to be re arranged to
eliminate these problems. Even some simple equipment change like from normal
chairs to movable and adjustable chairs will solve some problems. But some
problems will need very good workplace engineering to overcome.
TRANSPORTATION
However well the product is transported, it does not add value to the
end product. Therefore transporting is one of the wastes that have to be
eliminated from the production system. This accounts for the quality defects,
maintenance of a higher WIP, and additional cost of transporting the goods.
PRODUCTION METHODS - LEAN MANUFACTURING
Transporting is often caused by poor work place organization. In flexibility of the
layout plays a big role here. This can be avoided with careful re-designing of the
layouts.
RE-PROCESSING-INAPPROPRIATE PROCESSING
This is the using incorrect tools for the job. This does not mean that you
should use complicated or expensive tools to do the job. It is about using the
correct tool for the correct job. Low cost automation is one program where
Toyota found to be really effective. Developing such tools can be done with the
aid of workers, because they know the job they do more than anyone. Then this
will become a very good way of motivating people as well. The enemy for this
system is the mind set of the people who work in the organization. People
naturally think like best equipment for the job is expensive and complex. So how
to overcome this problem, which will not only save money for you but also
motivate people immensely. Very simple. Change the mind set of the people by
education and training. Also create a culture of continuous improvement. Then
people will always look for the better ways of doing things, which creates
opportunity for these kinds of innovations. The improper usage of machinery,
equipment and resources leads to rework, which again is a total waste of time,
energy and labor.
OVER PROCESSING
Often in order to achieve the maximum quality or the best quality out of
a process, we tend to stick on to the same process for its betterment, leading to
the rest of the process in queue. This leads to delay in delivery and also waste of
time and energy as these steps are not required, as the necessary quality had
already been reached.
KEY FEATURES OF LEAN PRODUCTION
REDUCED SETUP COST & TIMES (for semi-versatile machinery such as big
stamping presses)From months to hours thus making small-lot production economically viable;
achieved by organizing procedure, using carts, and training workers to do their
own setup. All setup practices are wasteful because they add no value to a
product and they tie up labor and equipment.
SMALL-LOT PRODUCTION
Allowing higher flexibility & pull production (or just-in-time manufacturing)
10
PRODUCTION METHODS - LEAN MANUFACTURING
EMPLOYEE INVOVMENT & EMPOWERMENT
Organizing workers by forming teams and giving them training and responsibility
to do many specialized tasks, for housekeeping, quality inspections, minor
equipment repair and rework; allowing also them time to meet to discuss
problems and find ways to improve the process.
QUALITY AT THE SOURCE total quality management (TQM) and control;
assignment workers, not inspectors, the responsibility to discover a defect and to
immediately fix it; if the defects cannot be readily fixed, any worker can halt the
entire line by puling a cord (jidoka)
POKAYOKE FUNCTIONS:
Any kind of system or mechanism that prevents defects from happening can be
called pokayoke. There are two broad functions that pokayoke serve: regulatory
and setting.
There are 2 types of pokayoke. They are
REGULARATORY POKAYOKE:
These are devices that either control a process or give a warning about it. A
control pokayoke is a device that shuts down an operation whenever it detects
an abnormality, thereby preventing defects in a succession of time.
SETTING POKAYOKES:
These devices that check for ensure proper settings or counts in a process.
These pokayoke apply where poisoning or orientation is important.
CASE IN POINT: ERROR PROOFING AT MCDONNELL &
MILLER
The following notice was posted on the shop bulletin board:
Recently a letter from a customer alerted a problem that existed in our
diverter value assembly. The customer had received in order of the diverter
values that contained a unit that was incomplete in its assembly.
The Focused Factory NO: 4 found that an operator had inadvertently forgotten to
include a spring and thermostat in the units body. Upon investigation, it was
found that it was quite easy for an operator to forget these parts.
A team was formed to address the problem and find a solution. Mr.Amaro ,the
group leader in the diverter area, drew up a plan to install a limit switch to the
11
PRODUCTION METHODS - LEAN MANUFACTURING
holding fixture that would not allow the operator to remove the valve body from
the fixture if any if any the internal components from the fixture if any of the
internal components were missing.
The focused factory supervisor and lean leader listened to Mr.Ameros idea and
agreed that the switch would work. The approval to go ahead was given and
within 1week the fixture was retrofitted with the limits switch. The cost for this
work was minimal.
Tests were performed by the operators. The results were excellent the limit
switch can sense the weight (or lack of weight)of the spring and thermostat. If
any parts are missing in the body, the switch will not let the operator remove
from the assembly fixture. This feature assures us that no incomplete assembly
will leave the work area and be sent to our customers.
PULL PRODUCTION OR JUST-IN TIME (JIT)
The method wherein the quality of work performed at each stage of the
process is dictated solely by the demand for materials from the immediate next
stage; thus reducing waste and lead times, and eliminating next stage; thus
reducing waste and lead times, and eliminating inventory holding costs.
CONTINUOUS EQUIPMENT MAINTAINENCE
As pull production reduces inventories, equipment breakdowns must also
be reduced, thus empowered operators are assigned primary responsibility for
basic maintenance since they are in the best position do detect signs of
malfunction.
MULTI-SKILLED WORKFORCE As employees are empowered to do many jobs, they must be provided with
adequate training.
SUPPLIER INVOLVEMENT
The manufacturer treats its supplier as long-term partners; they often must be
trained in ways to reduce setup times, inventories, defects, machine
breakdowns, etc.in order to enable them to take responsibility for delivering the
best possible parts/services to the manufacturer in a timely manner.
Flow Value from Demand
(Delay Commitment)
The idea of flow is fundamental to lean production. If you do nothing
but add value, then you should add the value in as rapid a flow as possible. If
12
PRODUCTION METHODS - LEAN MANUFACTURING
this is not the case, then waste builds up in the form of inventory or
transportation or extra steps or wasted motion.
The idea that flow should be pulled from demand is also fundamental to lean
production. Pull means that nothing is done unless and until a downstream
process requires it. The effect of pull is that production is not based on forecast;
commitment is delayed until demand is present to indicate what the customer
really wants. Pulling from demand can be one of the easiest ways to implement
lean principles. The idea is to fill each customer order immediately. In massproduction days, filling orders immediately meant building up lots of inventory in
anticipation of customer orders. Lean production changes that. The idea is to be
able to make the product so fast that it can be made to order. True,
Dell and Lens Crafters and LL Bean and Toyota have to have some
inventory of sub-assemblies waiting to be turned into a finished
product at a moments notice. But its amazing how little inventory is
necessary, if the process to replenish the inventory is also lean.
A truly lean distribution channel only works with a really lean supply chain
coupled to very lean manufacturing.
The batch and queue habit is very hard to break. It seems counterintuitive that
doing a little bit at a time at the last possible moment will give faster, better,
cheaper results. But anyone designing a control system knows that a short
feedback loop is far more effective at maintaining control of a process than a
long loop. The problem with batches and queues is that they hide problems. The
idea of lean production is to expose problems as soon as they arise, so they can
be corrected immediately. It may seem that lean systems are fragile, because
they have no padding. But in fact, lean systems are quite robust, because they
dont hide unknown, lurking problems and they dont pretend they can forecast
the future.
BENEFITS F LEAN PRODUCTION
Establishment and mastering of a lean production system would allow you to
achieve the following benefits:
Waste reduction by 80%
Production cost reduction by 50%
Manufacturing cycle times decreased by 50%
Labor reduction by 50% while maintaining or increasing throughput
Inventory reduction by 80% while increasing customer service levels
Capacity in current facilities increase by 50%
Higher quality
Higher profits
13
PRODUCTION METHODS - LEAN MANUFACTURING
Higher system flexibility in reacting to changes in requirements improved
More strategic focus
Improved cash flow through increasing shipping and billing frequencies
However, by continually focusing on waste reduction, there are truly no ends to
the benefits that can be achieved.
LEAN MANAGEMNT TOOLS
There are a number of lean management tools given below.
JUST-IN-TIME MANUFACTURING
`Just-in-time' is a management philosophy and not a technique.
It originally referred to the production of goods to meet customer demand
exactly, in time, quality and quantity, whether the `customer' is the final
purchaser of the product or another process further along the production line.
History of JIT
JIT is a Japanese management philosophy which has been applied in
practice since the early 1970s in many Japanese manufacturing organizations. It
was first developed and perfected within the Toyota manufacturing plants by
Taiichi Ohno as a means of meeting consumer demands with minimum delays.
Taiichi Ohno is frequently referred to as the father of JIT.
Toyota was able to meet the increasing challenges for survival through an
approach that focused on people, plants and systems. Toyota realized that JIT
would only be successful if every individual within the organization was involved
and committed to it, if the plant and processes were arranged for maximum
output and efficiency, and if quality and production programs were scheduled to
meet demands exactly.
JIT manufacturing has the capacity, when properly adapted to the
organization, to strengthen the organizations competitiveness in the
marketplace substantially by reducing wastes and improving product
quality and efficiency of production.
There are strong cultural aspects associated with the emergence of JIT in Japan.
The Japanese work ethic involves the following concepts.
14
PRODUCTION METHODS - LEAN MANUFACTURING
Workers are highly motivated to seek constant improvement upon that
which already exists. Although high standards are currently being met,
there exist even higher standards to achieve.
Companies focus on group effort which involves the combining of talents
and sharing knowledge, problem-solving skills, ideas and the achievement
of a common goal.
Work itself takes precedence over leisure. It is not unusual for a Japanese
employee to work 14-hour days.
Employees tend to remain with one company throughout the course of
their career span. This allows the opportunity for them to hone their skills
and abilities at a constant rate while offering numerous benefits to the
company.
These benefits manifest themselves in employee loyalty, low turnover costs and
fulfillment of company goals.
DECISIONS AND ACTIONS IN JIT ORGANIZATIONS are guided by a set
of principles. They are:
Simplification: Given multiple ways to achieve the identical results,
simpler is better.
Cleanliness & Organization: A clean, organized workplace promotes
discipline and caring attitudes about work and products, reduces waste,
and helps pinpoint incipient trouble sports and workplace problems.
Visibility: Information that is immediate visible to everyone who needs it
enables people to do their jobs better, motivates them to do the right
thing and eliminates unnecessary and ineffective planning and control
activities.
Cycle Timing: Regularity of workplace patterns reduces uncertainty,
increases learning and improvement potential, and permits better
planning and action toward meeting customer demand.
Agility: Daily, changing customer demand is a fact of life; companies
must be able to react to changes, plan for them, and be able to respond
even without plans.
It has now come to mean producing with minimum waste. "Waste" is taken in
its most general sense and includes time and resources as well as materials.
Elements of JIT include:
Continuous improvement:
Attacking fundamental problems - anything that does not add value
to the product.
Devising systems to identify problems.
15
PRODUCTION METHODS - LEAN MANUFACTURING
Eliminating waste. There are seven types of waste:
Striving for simplicity - simpler systems may be easier to
understand, easier to manage and less likely to go wrong.
A product oriented layout - produces less time spent moving of
materials and parts.
Quality control at source - each worker is responsible for the quality
of their own output.
Poke-a-yoke - `foolproof' tools, methods, jigs etc. prevent mistakes
Preventative maintenance, Total productive maintenance - ensuring
machinery and equipment function perfectly when it is required,
and continually improving it.
Waste from overproduction.
Waste of waiting time.
Transportation waste.
Processing waste.
Inventory waste.
Waste of motion.
Waste from product defects.
Good housekeeping - workplace cleanliness and organization.
Set-up time reduction - increases flexibility and allows smaller batches.
Ideal batch size is 1item. Multi-process handling - a multi-skilled workforce
has greater productivity, flexibility and job satisfaction.
Leveled / mixed production - to smooth the flow of products through the
factory.
Kanbans - simple tools to `pull' products and components through the
process.
Jidoka (Autonomation) - providing machines with the autonomous capability
to use judgment, so workers can do more useful things than standing
watching them work.
Andon (trouble lights) - to signal problems to initiate corrective action.
Just-In-Time Processing
Just-In-Time (JIT) describes a process which is able to provide exactly what is
needed when it is needed. This minimizes inventory stock or idle time while
maintaining perfect delivery performance. Our JIT model is displayed graphically
below.
16
PRODUCTION METHODS - LEAN MANUFACTURING
As you move up the model, effort and materiel waste is reduced and
processes become more predictable in producing the output. It is still important
to perform a CPR analysis to insure that you are not just finding a faster way to
make products that lose you money.
JIT has been interpreted to mean many different things, such as a
method, a system, and a philosophy. The most current interpretation, the one
subscribed to here, is that JIT is a management philosophy that addresses not
only production practices, but also expectations about the roles and
responsibilities of managers, support staff, line workers, and suppliers, their
relationships to one another and to customers, as well as broader issues about
the conduct of business. At some other level, JIT principles apply to all
organizations large and small, services and manufacturing. Problems with
implementing JIT tend to stem from lack of commitment, resistance to change,
or simple misunderstanding about what JIT really means. JIT is a move back to
basics, and there can be little argument over JIT from the perspective that the
principles behind it make good business sense.
17
PRODUCTION METHODS - LEAN MANUFACTURING
WORK CELLS:
Work cell concept is another concept developed with the JIT. Work
place is arranged in to a cell which is in the shape of English letter U. in a work
cell there will be 3-12 people depending on the job task performed by this cell.
There will be many cells which will complete the total product by working
together. People who are in this cell are multi skilled and can perform multiple
tasks according to the requirement. One of the main advantages of the work cell
is the less movement and lesser transportation. Also this will reduce the over
production considerably. This will also give very high flexibility to the entire
production system since changing from one product to another is very easy.
Sometimes it may require changing one work cell to produce a completely new
product. Team working culture is very important in a process like this. Therefore
good leadership is very much required. Every performance is measured in the
team basis. Therefore motivation must be there for all the people working in the
cell to work for a common objective.
Kanban tooling
Kanban is one of most popular tools in lean manufacturing. This is a simple
concept, but very effective. Kanban mainly focus on the reduction of
overproduction. There are mainly two types of kanbans.
They are
18
PRODUCTION METHODS - LEAN MANUFACTURING
Withdrawal kanban
Production kanban
Withdrawal kanban is the common type, which is actually a request from the
process before that. This specifies the quantity that the succeeding process
should take from the process before that.
On the other hand production kanban specifies the amount of products to be
made in the next process with the goods created in the process before that.
This might take a form of a simple card which has the details of the product, qty
and the storage location of that particular product. This even may be a
sophisticated electronic data exchange process. No matter what, the final
objective must be achieved and it should be an efficient process.
Various standardization techniques
One of the main problems will be faced by any lean manufacturer in
the initial stage is preventing of line stoppages. One main reason for this is the
system containing none standardizes work. Therefore any lean manufacturer has
to make the processes standard and tooling and arrangements standard to
achieve the goals of lean manufacturing. Instead of having many tools and many
different adjustments, it is very useful to have narrow range of adjustments and
tools which matches these precisely. Also there should be a good workplace
arrangement so that it will be very easy to take and replace what exactly you
need without even looking at that. This will save lot of time and prevent lots of
silly problems.
5S (methodology)
5S is a reference to a list of five Japanese words which, transliterated
and translated into English, start with the letter S and are the name of a
methodology. This list is a mnemonic for a methodology that is often incorrectly
characterized as "standardized cleanup", however it is much more than cleanup.
5S is a philosophy and a way of organizing and managing the workspace and
work flow with the intent to improve efficiency by eliminating waste, improving
flow and reducing process unreasonableness.
What is 5S?
5S is a method for organizing a workplace, especially a shared workplace (like a
shop floor or an office space), and keeping it organized. It's sometimes referred
to as a housekeeping methodology, however this characterization can be
misleading workplace goes beyond housekeeping (see discussion of "Seiton"
below).
19
PRODUCTION METHODS - LEAN MANUFACTURING
The key targets of 5S are workplace morale and efficiency. The assertion
of 5S is, by assigning everything a location, time is not wasted by looking for
things. Additionally, it is quickly obvious when something is missing from its
designated location. Advocates of 5S believe the benefits of this methodology
come from deciding what should be kept, where it should be kept, and how it
should be stored. This decision making process usually comes from a dialog
about standardization which builds a clear understanding, between employees,
of how work should be done. It also instills ownership of the process in each
employee.
In addition to the above, another key distinction between 5S and
"standardized cleanup" is Seiton. Seiton is often misunderstood, perhaps due
to efforts to translate into an English word beginning with "S" (such as "sort" or
"straighten"). The key concept here is to order items or activities in a manner to
promote work flow. For example, tools should be kept at the point of use,
workers should not have to repetitively bend to access materials, flow paths can
be altered to improve efficiency, etc.
The 5S's are:
Phase 1 - Seiri (Sorting):
Going through all the tools, materials, etc., in the plant and work area
and keeping only essential items. Everything else is stored or discarded.
Phase 2 - Seiton (Straighten or Set in Order):
Focuses on efficiency. When we translate this to "Straighten or Set
in Order", it sounds like more sorting or sweeping, but the intent is to arrange
the tools, equipment and parts in a manner that promotes work flow. For
example, tools and equipment should be kept where they will be used (i.e.
straighten the flow path), and the process should be set in an order that
maximizes efficiency.
Phase 3 - Seiso (Sweeping):
Systematic Cleaning or the need to keep the workplace clean as well
as neat. At the end of each shift, the work area is cleaned up and everything is
restored to its place. This makes it easy to know what goes where and have
confidence that everything is where it should be. The key point is that
maintaining cleanliness should be part of the daily work - not an occasional
activity initiated when things get too messy.
Phase 4 - Seiketsu (Standardizing):
20
PRODUCTION METHODS - LEAN MANUFACTURING
Standardized work practices or operating in a consistent and
standardized fashion. Everyone knows exactly what his or her responsibilities are
to keep above 3S's.
Phase 5 - Shitsuke (Sustaining):
Refers to maintaining and reviewing standards. Once the previous
4S's have been established they become the new way to operate. Maintain the
focus on this new way of operating, and do not allow a gradual decline back to
the old ways of operating. However, when an issue arises such as a suggested
improvement, a new way of working, a new tool, or a new output requirement
then a review of the first 4S's is appropriate.
A sixth phase "Safety" is sometimes added. Purists, however, argue that
adding it is unnecessary since following 5S correctly will result in a safe work
environment.
There will have to be continuous education about maintaining standards. When
there are changes that will affect the 5S programme -- such as new equipment,
new products or new work rules -- it is essential to make changes in the
standards and provide training. A good way to continue educating employees
and maintaining standards is to use 5S posters and signs.
CASE IN POINT: FIVE Ss AT CANON
Canon Corporation has an ongoing, workplace improvement program called the
Five Ss referring to Japanese names for five dimensions of workplace
organization. The five Ss roughly translate into
(Seiri) Proper Arrangement and Organization: Do things in proper
order; eliminate unnecessary things
(Seiton) Orderliness, i.e., Straighten or Set in Order: Specify a
location for everything; designate location by number, color coding,
name, etc.; put things where they belong.
(Seiso) Cleanup, i.e., Sweeping: Specify recommended procedures
for cleanup; follow the procedures; check over all work.
(Seiketsu) Cleanliness: Dust, wash, and maintain equipment and
workplace in the best possible condition.
(Shitsuke) Discipline: Scrutinized practices; expose the wrong ones;
learn correct practices and be careful to use them.
(At some Canon factories, the English word safety is added as a
sixth S)
21
PRODUCTION METHODS - LEAN MANUFACTURING
The Five Ss are implemented through frequent grading of each work area
by check sheets. In some factories, Five-S committees conduct regular
inspections of plants and departments using Five S criteria. Problems areas
are photographed and the plant or work area must come up with a solution
and a plan. In other factories, the work areas evaluate themselves on a
weekly basis. Foremen and managers review the evaluation and make
recommendations to assist in developing plans. Works areas that show good
housekeeping practices may be awarded recognition plagues. Regardless of
performance, all work areas are expected to continuously find ways to
improve. Results of evaluation are posted to foster responsibility and pride.
The Five-S movement has helped change attitudes, and employees readily
follow workplace rules that previously were difficult to enforce (such as
keeping parts and tools in the right place). Performance measures the
number of accidents, equipment breakdowns, and defect the rates have all
been improved.
Relation to other concepts
5S is used with other Lean concepts such as SMED, TPM, and Just In Time
(JIT). The 5S discipline requires clearing out things which are not needed in
order to make it easier and faster to obtain the tools and parts that are
needed. This is the foundation of SMED, which in turn enables JIT
production. The first step in TPM is operator cleanup of machines, a
mandate of 5S.
TOTAL PRODUCTIVE MAINTAINANCE (TPM)
Maintenance function is very important aspect which ensures smooth running of
a production facility. In lean manufacturing one machine breakdown will not be
just another breakdown since it can hold the entire production flow as there is no
WIP to consume in the time of the machine breakdown. Therefore it is very
important to have a correct maintenance process to become a lean
manufacturer. TPM has three main areas. They are
Preventive maintenance
Corrective maintenance
Maintenance prevention
Preventive maintenance is to continuous checking and prevention of major
maintenance. Regular checkups are planed and carried over. Each and every
person who is working in a work station might be responsible for checking up
and cleaning etc in order to prevent any problems from occurring.
22
PRODUCTION METHODS - LEAN MANUFACTURING
Correction of the problems when they occur is very important to run the
production units smoothly. These corrective maintenances can vary from very
simple to very complex. People who are working with this machinery might be
able to fix most of the simpler problems while a team of specially trained people
might be required to do the complex jobs.
Maintenance prevention is one of the key aspects which makes the path to
become lean. This is the process where the decisions are made in order to
prevent maintenance. This process might include decisions like buying correct
machinery for the job, training people to overcome most common problems etc.
SINGLE MINUTE DIE EXCHANGE (SMDE)
One of the most complicated problems this industry faced was
overcoming the time taken to change the style in the production line. This took
days and therefore made the production lines inflexible. The idea was to reduce
the setup time of the machinery. This is why SMDE born. With the aid of careful
planning and coordination it was possible to reduce the time taken to change the
line into minutes from days. This made an immense flexibility in the production
line. Although started in automobile industry these concepts are very important
since still for any organization one of the main problems is facing continuous
changes styles in production.
Again how to do this changes from industry to industry. This might have
something to do with strategic planning, choosing correct machinery, having
correct layouts, having trained people and correct mindset of the people.
Achieving SMDE require very good analysis and creative solution making.
KAIZEN
Kaizen means "improvement". Kaizen strategy calls for never-ending efforts for
improvement involving everyone in the organization.
Kaizen Mindset is Kaizen's Starting Point. It sets the right mindset and business
environment in a Continuous Improvement Firm (CIF).
Kaizen Mindset
Everything
can and should be improved. (Some Japanese managers go as
far as to say to their subordinates, "Regard whatever you do now as
the 'worst' way to do your job.")
Not
a single day should go by without some kind of improvement being
made somewhere in the company.
23
PRODUCTION METHODS - LEAN MANUFACTURING
Don't
just criticize, suggest an improvement.
Think
beyond common sense. Even if something is working, try to find the
ways to make it work even better.
Customer-driven
strategy for improvement any management activity
should eventually lead to increased customer satisfaction.
Imagine
the ideal customer experience and strive to provide it.
Quality
first, not profit first an enterprise can prosper only if customers
who purchase its products or services are satisfied.
Recognize
that any corporation has problems and establish a corporate
culture where everyone can freely admit these problems and suggest
improvement.
Think
of how to improve it instead of why it can't be improved.
See
problem solving as cross-functional systemic and collaborative
approach.
Emphasis
on process establish a way of thinking oriented at improving
processes, and a management system that supports and acknowledges
people's process-oriented efforts for improvement.
Start
with scarcity. It's hard to see the need for Kaizen when resources are
plentiful.
When
there is a worker or supplier performance problem, don't replace
them. Keep them and help them improve instead.
The Process
The quick and easy kaizen process works as follows:
1. The employee identifies a problem, waste, or an opportunity for
improvement and writes it down.
2. The employee develops an improvement idea and discusses it with his or
her supervisor.
3. The supervisor reviews the idea within 24 hours and encourages
immediate action.
4. The employee implements the idea. If a larger improvement idea is
approved, the employee should take leadership to implement the idea.
5. The idea is written up on a simple form in less than three minutes.
6. Supervisor posts the form to share with and stimulate others and
recognizes the accomplishment.
24
PRODUCTION METHODS - LEAN MANUFACTURING
Three Key Characteristics
1. Permanent method changes. Change the method. Once the change is
made, you cant go back to the old way of doing things.
2. Continuous flow of small ideas. The smaller ideas, the better. Kaizen is
small ideas. Innovation takes time and is costly to implement, but kaizen is
just day-to-day small improvements that when added together represent
both enormous savings for the company and enormous self-esteem for the
worker.
3. Immediate local implementation. Be realistic. Kaizen is done within
realist or practical constraints.
KANBAN
Kanbans are self-evident signals that indicate what work is to be done
and when. Many of the benefits of becoming Lean can be tracked back to the
implementation of Kanbans. Kanbans clearly identify needed work, reduce the
number of defective parts produced, allow for job-sharing, give instant visual
indicators of productivity and constrains, along with many other benefits.
Ultimately, most Kanbans evolve into what is known as One Piece Flow where
parts are literally passed from one operation to the next, with no wait time
between work stations.
Kanban scheduling systems are among the most simple, effective and
inexpensive means for manufacturing production and inventory
control.
25
PRODUCTION METHODS - LEAN MANUFACTURING
QUALITY-AT-SOURCE
Quality-at-the-source begins with quality-at-the-supplier. When
supplier. When suppliers guarantee 100% quality, the customer can eliminate
inspection of arriving material. Incoming materials can be moved directly to
points of use, and buffer inventory to cover defects can be minimized. High
quality requires high process capability, and the customer helps its supplier
achieve high capability by sharing its own experience and expertise (assuming it
has already high capability its own high capability). As described later,
companies, continue to work with only the few suppliers who are able to
continuously meet tough requirements.
CELLULAR MANUFACTURING
Cellular Manufacturing is a model for workplace design, and is an integral
part of lean manufacturing systems. The goal of lean manufacturing is the
aggressive minimization of waste, called muda, to achieve maximum efficiency of
resources.
Cellular manufacturing, sometimes called cellular or cell production, arranges
factory floor labor into semi-autonomous and multi-skilled teams, or work cells,
who manufacture complete products or complex components.
Properly trained and implemented cells are more flexible and responsive than the
traditional mass-production line, and can manage processes, defects, scheduling,
equipment maintenance, and other manufacturing issues more efficiently.
26
PRODUCTION METHODS - LEAN MANUFACTURING
Design
An example of a cellular manufacturing layout. Each product is
manufactured in its own work cell.
The goal of cellular manufacturing is having the flexibility to produce a
high variety of low demand products, while maintaining the high productivity of
large scale production. Cell designers achieve this through modularity in both
process design and product design
Process Design
The division of the entire production process into discrete segments, and
the assignment of each segment to a work cell, introduces the modularity of
processes. If any segment of the process needs to be changed, only the
particular cell would be affected, not the entire production line. For example, if a
particular component was prone to defects, and this could be solved by
upgrading the equipment, a new work cell could be designed and prepared while
the obsolete cell continued production. Once the new cell is tested and ready for
production, the incoming parts to and outgoing parts from the old cell will simply
be rerouted to the new cell without having to disrupt the entire production line.
In this way, work cells enable the flexibility to upgrade processes and make
variations to products to better suit customer demands while largely reducing or
eliminating the costs of stoppages.
27
PRODUCTION METHODS - LEAN MANUFACTURING
Product Design
Product modularity must match the modularity of processes. Even though the
entire production system becomes more flexible, each individual cell is still
optimized for a relatively narrow range of tasks, in order to take advantage of
the mass-production efficiencies of specialization and scale. To the extent that a
large variety of products can be designed to be assembled from a small number
of modular parts, both high product variety and high productivity can be
achieved. For example, a varied range of automobiles may be designed to use
the same chassis, a small number of engine configurations, and a moderate
variety of car bodies, each available in a range of colors. In this way, a large
variety of automobiles, with different performances and appearances and
functions, can be produced by combining the outputs from a more limited
number of work cells.
In combination, each modular part is designed for a particular work cell, or
dedicated clusters of machines or manufacturing processes. Cells are usually
bigger than typical conventional workstations, but smaller than a complete
conventional department. After conversion, a cellular manufacturing layout
usually requires less floor space as a result of the optimized production
processes. Each cell is responsible for its own internal control of quality,
scheduling, ordering, and record keeping. The idea is to place the responsibility
of these tasks on those who are most familiar with the situation and most able to
quickly fix any problems. The middle management no longer has to monitor the
outputs and interrelationships of every single worker, and instead only has to
monitor a smaller number of work cells and the flow of materials between them,
often achieved using a system of kanbans.
Implementation
The biggest challenge when implementing cellular manufacturing in a company is
dividing the entire manufacturing system into cells. The issues may be
conceptually divided in the "hard" issues of equipment, such as material flow and
layout, and the "soft" issues of management, such as upskilling and corporate
culture.
The hard issues are a matter of design and investment. The entire factory
floor is rearranged, and equipment is modified or replaced to enable cell
manufacturing. The costs of work stoppages during implementation can be
considerable,
and lean manufacturing literatures recommend
that
implementation should be phased to minimize the impacts of such disruptions as
much as possible. The rearrangement of equipment (which is sometimes bolted
to the floor or built into the factory building) or the replacement of equipment
that is not flexible or reliable enough for cell manufacturing also pose
28
PRODUCTION METHODS - LEAN MANUFACTURING
considerable costs, although it may be justified as the upgrading obsolete
equipment. In both cases, the costs have to be justified by the cost savings that
can be realistically expected from the more flexible cell manufacturing system
being introduced, and miscalculations can be disastrous.
The soft issues are more difficult to calculate and control. The implementation of
cell manufacturing often involves employee training and the redefinition
and reassignment of jobs. Each of the workers in each cell should ideally be
able to complete the entire range of tasks required from that cell, and often this
means being more multi-skilled than they were previously. In addition, cells are
expected to be self-managing (to some extent), and therefore workers will have
to learn the tools and strategies for effective teamwork and management, tasks
that workers in conventional factory environments are entirely unused to. At the
other end of the spectrum, the management will also find their jobs redefined, as
they must take a more "hands-off" approach to allow work cells to effectively
self-manage. Instead, they must learn to perform a more oversight and support
role, maintaining a system where work cells self-optimize through supplier-inputprocess-output-customer (SIPOC) relationships. These soft issues, while difficult
to pin down, pose a considerable challenge for cell manufacturing
implementation; a factory with a cell manufacturing layout but without cell
manufacturing workers and managers is unlikely to achieve the cell
manufacturing benefits
Benefits and Costs:
There are many benefits of cellular manufacturing for a company if applied
correctly. Most immediately, processes become more balanced and productivity
increases because the manufacturing floor has been reorganized and tidied up.
Part movement, set-up time, and wait time between operations are reduced,
resulting in a reduction of work in progress inventory freeing idle capital that can
be better utilized elsewhere. Cellular manufacturing, in combination with the
other lean manufacturing and just-in-time processes, also helps eliminate
overproduction by only producing items when they are needed. The results are
cost savings and the better control of operations.
There are some costs of implementing cellular manufacturing, however, in
addition to the set-up costs of equipment and stoppages noted above.
Sometimes different work cells can require the same machines and tools,
possibly resulting in duplication causing a higher investment of equipment and
lowered machine utilization. However, this is a matter of optimization and can be
addressed through process design.
29
PRODUCTION METHODS - LEAN MANUFACTURING
VALUE STREAM MAPPING
Value Stream Mapping (VSM) is a visualization tool oriented to the Toyota
version of Lean Manufacturing (Toyota Production System). It helps to
understand and streamline work processes using the tools and techniques
of Lean Manufacturing.
A Present State Map shows work processes as they currently exist. This is
vital both to understand the need for change and to understand where
opportunities lie.
While Value Stream Maps appear complex, their construction is easy, taken in
logical steps. The instructions and illustrations below show how to construct a
Present State Map.
30
PRODUCTION METHODS - LEAN MANUFACTURING
PRESENT STATE VALUE MAP:
31
PRODUCTION METHODS - LEAN MANUFACTURING
FUTURE STATE VALUE STREAM MAP:
A Future State Value Stream Map helps with the larger process of developing
your Lean Manufacturing Strategy. It requires significant knowledge of Core
Disciplines and other specific topics.
Designing a Future State requires more art, engineering and strategy
than Present State mapping. On this page, we show mapping, but the
background knowledge is in these other parts of our site.
Cellular Manufacturing
Takt Time
Kanban
Setup Reduction
Implementing
Kaizen
Group Technology
Lot Sizing
STEPS TO MAP THE FUTURE STATE:
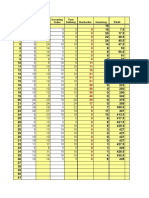
1. Calculate Takt Time
Takt time is the average time between production units necessary to meet
customer demand. We use the available time divided by the required number of
units. From the example
TAKT TIME
= 460 min/504 pcs
=0.91 min
=55 secs
2. Identify Bottleneck Process
The bottleneck process is the operation with the longest cycle time. In the
example, this is machining at 44 seconds. The bottleneck is important because it:
Determines total system output.
Becomes the primary scheduling point
32
PRODUCTION METHODS - LEAN MANUFACTURING
The work balance chart given above is helpful for steps 2 and 3. Cycle time is
plotted on the vertical axis for each operation.
The large improvements in Lead Time, productivity and inventory reduction are
to be noted.
You can expect much discussion about details of implementation and feasibility
of various options. This is normal Here the goal is to establish general feasibility.
Value Stream & Process Mapping
33
PRODUCTION METHODS - LEAN MANUFACTURING
Value Stream Mapping Symbols
Value Stream Mapping symbols are not standardized and there are many variations. Here are the
most common symbols.
VSM Process Symbols
This icon represents the Supplier when in the upper left, the usual
starting point for material flow. The customer is represented when placed
in the upper right, the usual end point for material flow.
Customer/Supplier
This icon is a process, operation, machine or department, through which
material flows. Typically, to avoid unwieldy mapping of every single
processing step, it represents one department with a continuous, internal
fixed flow path.
Dedicated Process
Shared Process
In the case of assembly with several connected workstations, even if
some WIP inventory accumulates between machines (or stations), the
entire line would show as a single box. If there are separate operations,
where one is disconnected from the next, inventory between and batch
transfers, then use multiple boxes.
This is a process operation, department or workcenter that other value
stream families share. Estimate the number of operators required for the
Value Stream being mapped, not the number of operators required for
processing all products.
This icon goes under other icons that have significant information/data
required for analyzing and observing the system. Typical information
placed in a Data Box underneath FACTORY icons is the frequency of
shipping during any shift, material handling information, transfer batch
size, demand quantity per period, etc.
Data Box
Workcell
This symbol indicates that multiple processes are integrated in a
manufacturing workcell. such cells usually process a limited family of
similar products or a single product. Product moves from process step to
process step in small batches or single pieces.
VSM Material Symbols
These icons show inventory between two processes. While mapping the
current state, the amount of inventory can be approximated by a quick
count, and that amount is noted beneath the triangle. If there is more
than one inventory accumulation, use an icon for each.
Inventory
This icon also represents storage for raw materials and finished goods.
34
PRODUCTION METHODS - LEAN MANUFACTURING
This icon represents movement of raw materials from suppliers to the
Receiving dock/s of the factory. Or, the movement of finished goods from
the Shipping dock/s of the factory to the customers
Shipments
Push Arrow
This icon represents the? Pushing? Of material from one process to the
next process. Push means that a process produces something regardless
of the immediate needs of the downstream process.
This is an inventory? Supermarket? (Kanban stockpoint). Like a
supermarket, a small inventory is available and one or more downstream
customers come to the supermarket to pick out what they need. The
upstream workcenter then replenishes stocks as required.
Supermarket
When continuous flow is impractical, and the upstream process must
operate in batch mode, a supermarket reduces overproduction and limits
total inventory.
Supermarkets connect to downstream processes with this "Pull" icon that
indicates physical removal.
Material Pull
FIFO Lane
Safety Stock
First-In-First-Out inventory. Use this icon when processes are connected
with a FIFO system that limits input. An accumulating roller conveyor is an
example. Record the maximum possible inventory.
This icon represents an inventory? Hedge? (or safety stock) against
problems such as downtime, to protect the system against sudden
fluctuations in customer orders or system failures. Notice that the icon is
closed on all sides. It is intended as a temporary, not a permanent storage
of stock; thus; there should be a clearly-stated management policy on
when such inventory should be used.
Shipments from suppliers or to customers using external transport.
External
Shipment
VSM Information Symbols
Production
Control
This box represents a central production scheduling or control
department, person or operation.
35
PRODUCTION METHODS - LEAN MANUFACTURING
A straight, thin arrow shows general flow of information from memos,
reports, or conversation. Frequency and other notes may be relevant.
Manual Info
Electronic Info
Production
Kanban
Withdrawal
Kanban
Signal Kanban
Kanban Post
Sequenced Pull
Load Leveling
This wiggle arrow represents electronic flow such as electronic data
interchange (EDI), the Internet, Intranets, LANs (local area network),
WANs (wide area network). You may indicate the frequency of
information/data interchange, the type of media used ex. fax, phone, etc.
and the type of data exchanged.
This icon triggers production of a pre-defined number of parts. It signals
a supplying process to provide parts to a downstream process.
This icon represents a card or device that instructs a material handler to
transfer parts from a supermarket to the receiving process. The material
handler (or operator) goes to the supermarket and withdraws the
necessary items.
This icon is used whenever the on-hand inventory levels in the
supermarket between two processes drops to a trigger or minimum point.
When a Triangle Kanban arrives at a supplying process, it signals a
changeover and production of a predetermined batch size of the part
noted on the Kanban. It is also referred as? One-per-batch? Kanban.
A location where kanban signals reside for pickup. Often used with twocard systems to exchange withdrawal and production kanban.
This icon represents a pull system that gives instruction to subassembly
processes to produce a predetermined type and quantity of product,
typically one unit, without using a supermarket.
This icon is a tool to batch kanbans in order to level the production
volume and mix over a period of time
Scheduling using MRP/ERP or other centralized systems.
MRP/ERP
Gathering of information through visual means.
Go See
36
PRODUCTION METHODS - LEAN MANUFACTURING
This icon represents verbal or personal information flow.
Verbal
Information
VSM General Symbols
Kaizen Burst
Operator
These icons are used to highlight improvement needs and plan kaizen
workshops at specific processes that are critical to achieving the Future
State Map of the value stream.
This icon represents an operator. It shows the number of operators
required to process the VSM family at a particular workstation.
Other useful or potentially useful information.
Other
Timeline
The timeline shows value added times (Cycle Times) and non-value added
(wait) times. Use this to calculate Lead Time and Total Cycle Time.
Limitations of Value Stream Mapping:
Value Stream Mapping (VSM) is a visualization tool, oriented to the
Toyota version of Lean Manufacturing. As with any tool, it has limits. This
situation sets up unrealistic expectations and diverts attention from
important aspects of complex problems.
Non-Technical Aspects of Lean:
Value Stream Mapping is a technical tool that examines the physical system,
processes and interconnections. Equally important for Lean Manufacturing
success is the people side. Factories are complex socio-technical systems that
require an integrated approach.
For example, Lean Manufacturing requires high teamwork for motivation,
coordination and problem solving. It requires an effective mobilization of the
collective intelligence of the organization.
37
PRODUCTION METHODS - LEAN MANUFACTURING
There may also be quality issues that the company could address through Six
Sigma or TQM techniques. Five-S can clean up the plant, improve safety and
further raise productivity. Value Stream Mapping addresses none of these
directly.
This is especially important in manufacturing where many managers have a
technical bent and limited awareness of the human issues.
TAKT TIME
Takt Time- It is desired time between units of production output
synchronized to customer demand.
The concept carries backward through a process stream. Ideally, every step
synchronizes with the final output. Takt Time is fundamental to Lean
Manufacturing.
History of Takt Time:
Takt is a German word which refers to the beat of music. It can also
mean cycle, rhythm or repetition time. Sometimes it refers to the baton of an
orchestra leader.
During the 1930's, Germany and Japan were part of the Axis and German
engineers helped organize the Japanese aircraft industry. They used the analogy
of a conductor's baton setting rhythm for the entire orchestra. After the war,
Toyota picked up the word and concept for its Just In Time or Toyota
Production System.
Takt time can be defined as the maximum time allowed to produce a product in
order to meet demand. It is derived from the German word taktzeit which
translates to clock cycle. There is logic therefore to setting the pace of
production flow to this takt time. Product flow is expected to fall within a pace
that is less than or equal to the takt time. In a lean manufacturing environment,
the pace time is set equal to the takt time.
As an example, if we have a total of 8 hours in a shift (gross time) less 30
minutes lunch, 30 minutes for breaks (2 x 15 mins), 10 minutes for a Team Brief
and 10 minutes for basic Operator Maintenance checks, then;
Net Available Time to Work = (8 hours x 60 minutes) - 30 - 30 - 10 - 10 = 400
minutes.
38
PRODUCTION METHODS - LEAN MANUFACTURING
If Customer Demand was, 400 units a day and you were running one shift, then
our line would be required to spend a maximum of one minute to make a part in
order to be able to keep up with Customer Demand.
In reality, people can never maintain 100% efficiency and there may also be
stoppages for other reasons, so allowances will need to be made for these
instances and thus you will set up your line to run at a proportionally faster rate
to account for this.
TAKT TIME Implementation:
Takt time has direct implications concerning the allowable time for completing
individual steps in a production process. This is the case for both steps that
modify (form, assemble, finish) the product and also the steps that observe
and control (test, measure, adjust) the process. Similarly steps which require a
part or assembly of the product to have been put into an accurately fixtures
position must be completed in less than the total takt time so that time is
allowed for loading and unloading or positioning the part in addition to the time
for actually performing the production step. The quicker that a measurement or
test step can be completed, the less constraint is placed upon product motion
between steps. For example, a measurement process that captures the entire
information about a part at once will permit shorter total takt time and a higher
pace of production flow. Elimination of the need to measure reduces this step
best (SMED).
An implication of using takt time can be that work packages get reorganized. If
worker one performs actions A1 through A5 and worker two performs actions A6
through A8 then a reduction in takt time may mean that there are now three
work packages required to fit the new shorter/faster pace. They might be
package 1 (A1 to A4), package 2 (A5 to A6) and package 3 (A7 to A8). So now we
will have three people working to do the work that used to be achieved by two.
This subdivision of work packages rather than parallel working on unchanged
packages of actions is a new idea to many. This way of working requires:
a very flexible workforce, that is willing to accept changes in their routines
and workplace
requires a multi-skilled workforce, since now people may be asked to
'pick-up' actions currently performed by others
flexible workcells, since what is being done by two people today may need
to accommodate three people tomorrow
increases hand-offs, so these must have no significant overhead
keeps the workflow simple and easy to manage, so whether the process
will deliver is clear to all
39
PRODUCTION METHODS - LEAN MANUFACTURING
has been observed to speed up individual steps in production, because the
new context of each action encourages innovation.
It will be obvious that this kind of capacity re-planning is not something that will
be desirable every week. It is therefore important that the varying part of Takt
time, the customer demand, should have been leveled before this kind of work
re-planning is undertaken. That leveling is looked at elsewhere and that
therefore this style of capacity modification should be undertaken to meet long
term customer demand changes and not weekly forecasts.
CASE IN POINT - A Bomber An Hour--Takt Times At Willow
Run Bomber Plant
The figure ABOVE illustrates the concept for the B-24 aircraft built at Willow Run
during World War II. The final assembly rate was established at "a bomber an
hour" so the Takt time for Final Assembly is 60.0 minutes.
The aircraft requires one Forward Fuselage sub-assembly and the Takt
time for this production area is also 60.0 minutes.
Four propellers per aircraft generate a Takt time at Propeller Dress of
15.0 minutes.
Each ship needs two rudders, so Takt time for Rudder Sub-Assembly is
30.0 minutes.
Each rudder requires six ribs. Takt time for Rib Forming is, therefore, 5.0
minutes.
40
PRODUCTION METHODS - LEAN MANUFACTURING
Benefits of Takt Time
The simplicity of the concept belies its extraordinary effects. Among
these are:
Production Stability- by limiting overproduction, it stabilizes the system and
prevents buildups of inventory and the subsequent stops and starts.
Workcell Design- Takt time helps cell designers. In an ideal workcell, all tasks
are balanced, they all require the same time to execute and that time equals the
Takt time. If any operation requires more than the Takt time, the cell cannot
produce at the necessary rate.
In the first illustration, below the cell cannot make the necessary quantity
because operation #4 exceeds the Takt time. In the second chart, the work has
been balanced at Takt time or slightly below. This, however, is not the only way
to balance workcells.
Psychological- immediate feedback of performance is a powerful motivator.
When a workcell team tracks takt time, they have a heightened awareness of
output rates and potential problems. They attempt to achieve the Takt time on
each cycle and immediately make necessary corrections.
When Charles Sorensen conceived and built the Willow Run Bomber plant, he
designed it for "A bomber an hour". He did not say "nineteen ships per day"
or "120 per week." Sorensen understood the value of steady, repetitive output.
At one point in planning a subordinate asked Sorensen how they should schedule
such a complex operation. "Cast Iron Charlie" shot back- "Your schedule is to
build a bomber an hour! The result was a very simple and effective
scheduling system using broadcast and kanban. There were no computers in
1940.
41
PRODUCTION METHODS - LEAN MANUFACTURING
REFERENCE
BOOKS:
Competitive Manufacturing Management by Nicholas (third reprint 2005)
Tata McGraw-Hill Edition 2001
Publishing Company Limited
7 West Patel Nagar, New Delhi-110 008
Pages refered-13,15,75,80,90,101,131,186,222,267,269,338,412,555,679
WEBSITES:
www.leaninstitute.com -lean definition, lean principles
www.answers.com -lean principles, kaisen. kanban, TQM
www.industryweek.com- lean management
www.collegescam.com - lean management, lean production
www.searchCIO.com - lean production, JIT, cell manufacturing
www.tyslean.com - cell manufacturing, workcells, lean production
www.whatis.com -lean production
www.stategosinc.com - kaisen, value stream mapping
www.smthacker.com - kaisen, kanban, TQM
www.lean.org - lean management, lean production, lean thinking
lean principles
www.aircad.com - kaisen, kanban
www.isixsigma.com - lean principles
www.inventrysolution.com - lean- 7wastes
www.leanmanufacrutingconcepts.com - lean manufacturing
www.1000ventures.com - lean management, lean manufacturing,
lean thinking, kaisen, kanban, set-up-cost reduction
www.maskell.com - lean thinking
www.wikipedia.com - lean management
www.sdmagazine.com - kaisen, kanban, workcells
www.ifm.eng.can.al.uk - lean management
www.wiki.hmccentral.com - lean management, lean principles
www.stumbleupon.com - lean production
www.leanconstruction.org -lean principles
42
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Executive Summary Business PlanDocument30 pagesExecutive Summary Business PlanSiddiq Ahmed91% (11)
- E Voting GanttDocument2 pagesE Voting Ganttpikes89No ratings yet
- CF Manual FinalDocument108 pagesCF Manual FinalNishant UdavantNo ratings yet
- The Lancet Estimates Mode BasedDocument9 pagesThe Lancet Estimates Mode BasedNishant UdavantNo ratings yet
- Project Doc - Mobile Application For Legacy Token SystemsDocument68 pagesProject Doc - Mobile Application For Legacy Token SystemsNishant UdavantNo ratings yet
- CM Manual FinalDocument120 pagesCM Manual FinalNishant UdavantNo ratings yet
- Wireless Queuing SystemDocument70 pagesWireless Queuing SystemMohammad I. LahasehNo ratings yet
- Project DocumentationDocument50 pagesProject DocumentationNishant UdavantNo ratings yet
- Coronatracker: World-Wide Covid-19 Outbreak Data Analysis and PredictionDocument32 pagesCoronatracker: World-Wide Covid-19 Outbreak Data Analysis and PredictionNishant UdavantNo ratings yet
- Data-Based Analysis, Modelling and Forecasting of The COVID-19 OutbreakDocument21 pagesData-Based Analysis, Modelling and Forecasting of The COVID-19 Outbreakphilosophy-thoughtNo ratings yet
- Askjvsjknvkjsnvjkdn Akjcjsvkjsvkjs SDJKVNSDJKVJKSVD AnsckjasvDocument1 pageAskjvsjknvkjsnvjkdn Akjcjsvkjsvkjs SDJKVNSDJKVJKSVD AnsckjasvNishant UdavantNo ratings yet
- Discrete Time Forecasting of EpidemicsDocument8 pagesDiscrete Time Forecasting of EpidemicsNishant UdavantNo ratings yet
- NCHM JEE 2018 Opening Closing Ranks Round 3Document1 pageNCHM JEE 2018 Opening Closing Ranks Round 3Nishant UdavantNo ratings yet
- BRR Report Card of Tata Steel: Presented by Namrata Soni (1501050) Nishant Udavant (1505051) Nithin R (1505052)Document11 pagesBRR Report Card of Tata Steel: Presented by Namrata Soni (1501050) Nishant Udavant (1505051) Nithin R (1505052)Nishant UdavantNo ratings yet
- Estimation of The Risk of TransmissionDocument8 pagesEstimation of The Risk of Transmissionusman dilawarNo ratings yet
- Exam DataDocument1 pageExam DataNishant UdavantNo ratings yet
- General InstructionsDocument2 pagesGeneral InstructionsNishant UdavantNo ratings yet
- Infectious Disease Modelling: Julien Arino, ST Ephanie PortetDocument7 pagesInfectious Disease Modelling: Julien Arino, ST Ephanie PortetNishant UdavantNo ratings yet
- WhatsupDocument1 pageWhatsupNishant UdavantNo ratings yet
- WebsitesDocument5 pagesWebsitesNishant UdavantNo ratings yet
- BMC Waste TypesDocument9 pagesBMC Waste TypesNishant UdavantNo ratings yet
- Framingham Heart Study: Predictive Analytics Using RDocument1 pageFramingham Heart Study: Predictive Analytics Using RNishant UdavantNo ratings yet
- Return On Capital FormulaDocument1 pageReturn On Capital FormulaNishant UdavantNo ratings yet
- Discussion Questions LCBSLDocument1 pageDiscussion Questions LCBSLNishant UdavantNo ratings yet
- E Comm 1501051 1501069Document8 pagesE Comm 1501051 1501069Nishant UdavantNo ratings yet
- E Comm 1501051 1501069Document8 pagesE Comm 1501051 1501069Nishant UdavantNo ratings yet
- Cell Name Original Value Final ValueDocument12 pagesCell Name Original Value Final ValueNishant UdavantNo ratings yet
- SCBDocument5 pagesSCBNishant UdavantNo ratings yet
- Excel PlaysheetsDocument16 pagesExcel PlaysheetsNishant UdavantNo ratings yet
- Matlab Assignment For Resource Constrained Project SchedulingDocument1 pageMatlab Assignment For Resource Constrained Project SchedulingNishant UdavantNo ratings yet
- Report On Demolition of Hancock Bridge in Mumbai: Submitted byDocument4 pagesReport On Demolition of Hancock Bridge in Mumbai: Submitted byNishant UdavantNo ratings yet
- Toyota Motor Corporation and TPSDocument5 pagesToyota Motor Corporation and TPSMaitri BiswadharaNo ratings yet
- Inventory Management MaterialDocument18 pagesInventory Management Material719 Sowmiya. SNo ratings yet
- Mmsu Cfat BN 14925 PDFDocument2 pagesMmsu Cfat BN 14925 PDFJericoNo ratings yet
- 9d28939de23952ae026dc6a4a5584db6Document69 pages9d28939de23952ae026dc6a4a5584db6rathorsumit2006No ratings yet
- J Fluids Engineering 2009 Vol 131 N8Document110 pagesJ Fluids Engineering 2009 Vol 131 N8Нильва Александр100% (1)
- Wind Exposure CategoriesDocument3 pagesWind Exposure CategoriesShadin Asari ArabaniNo ratings yet
- Design of The WUFR-19 FSAE Suspension PDFDocument46 pagesDesign of The WUFR-19 FSAE Suspension PDFKetan JainNo ratings yet
- Return Air Grilles: RM LouverDocument2 pagesReturn Air Grilles: RM LouverYe Wunna TunNo ratings yet
- HOW To DO Capsmill Cycle Time Reduction CadcamDocument23 pagesHOW To DO Capsmill Cycle Time Reduction CadcamrajualagNo ratings yet
- CNC Program VerificationDocument3 pagesCNC Program VerificationRajendra Kumar YadavNo ratings yet
- Index of WorkshopDocument4 pagesIndex of Workshopapi-3709247No ratings yet
- RFID Attendance Monitoring SystemDocument20 pagesRFID Attendance Monitoring SystemRonah Santos50% (2)
- SSHRDocument505 pagesSSHRkpat3No ratings yet
- MST UNDERGROUND SERVICES (ELECTRICAL) CommentsDocument37 pagesMST UNDERGROUND SERVICES (ELECTRICAL) CommentsmieadidassNo ratings yet
- Future of Transportation - Shai AgassiDocument10 pagesFuture of Transportation - Shai AgassiBetter PlaceNo ratings yet
- New Exams IGC-2Document4 pagesNew Exams IGC-2HossamKandil67% (3)
- Mini Dual-Drive Bowden Extruder Installation Instructions: Check All The Components in The Package For IntactnessDocument12 pagesMini Dual-Drive Bowden Extruder Installation Instructions: Check All The Components in The Package For IntactnessPedro R.No ratings yet
- FujitsuDocument2 pagesFujitsuMei-Ann FloraNo ratings yet
- Module - 3 and 4Document72 pagesModule - 3 and 4Karthik A KulalNo ratings yet
- Machinist - 1 Semester - Module: 1 - Safety: Questions: Level 1 1 A B CDocument42 pagesMachinist - 1 Semester - Module: 1 - Safety: Questions: Level 1 1 A B CÀñkëshpawar creationNo ratings yet
- Well Testing BrochureDocument24 pagesWell Testing BrochureFabricetoussaint100% (1)
- Ball MillDocument8 pagesBall MillHumbulaniNo ratings yet
- Construction Conservation Project Management 2012Document10 pagesConstruction Conservation Project Management 2012nmrsNo ratings yet
- Network Computing: Discovery, Communication, and CollaborationDocument25 pagesNetwork Computing: Discovery, Communication, and Collaborationangelhope64No ratings yet
- Baypren BroschureDocument16 pagesBaypren BroschureDevender KumarNo ratings yet
- Bid Docs SampleDocument70 pagesBid Docs Sampleshhna auxNo ratings yet
- Neil Armstrong Interview (1969)Document8 pagesNeil Armstrong Interview (1969)Aviation/Space History LibraryNo ratings yet
- Pricing - Condition Base ValueDocument5 pagesPricing - Condition Base Valuemahesshbabum9231100% (1)