You might also like
- BTEC Assignment Brief: Qualification Centre Number and Name Unit or Number and TitleDocument4 pagesBTEC Assignment Brief: Qualification Centre Number and Name Unit or Number and TitlemaysNo ratings yet
- 01b Introduction To Engineering Design and Graphics Lab Class 1 NotesDocument18 pages01b Introduction To Engineering Design and Graphics Lab Class 1 NotesVictor JohnstonNo ratings yet
- Engineering Maintenance PrinciplesDocument50 pagesEngineering Maintenance Principlesyared Belete100% (1)
- CAE LAB MANUAL - JNTUA III B TechII SEM / SVTM /M RAMA NARASIMHA REDDYDocument96 pagesCAE LAB MANUAL - JNTUA III B TechII SEM / SVTM /M RAMA NARASIMHA REDDYreddyNo ratings yet
- Unit 4 & 5 ME8691 Computer Aided Design and ManufacturingDocument26 pagesUnit 4 & 5 ME8691 Computer Aided Design and ManufacturingMECHGOKUL KRISHNA KNo ratings yet
- Ch-11 NC CNC DNC FMS Automation and RoboticsDocument191 pagesCh-11 NC CNC DNC FMS Automation and RoboticsPrateek BayalNo ratings yet
- Unit 8 Assignment 1 AME - DDDocument7 pagesUnit 8 Assignment 1 AME - DDTiLee100% (1)
- CNC TURNING MachineDocument14 pagesCNC TURNING MachineFaiz AhmedNo ratings yet
- MEC713 ProjectManagement MidtermlExam 2013Document8 pagesMEC713 ProjectManagement MidtermlExam 2013Fadi RonaldoNo ratings yet
- WS03 Machining CNC - Lathe - Process SheetDocument2 pagesWS03 Machining CNC - Lathe - Process Sheetsherif115040 BueNo ratings yet
- Process ControlDocument533 pagesProcess ControlSolomon MebrahtuNo ratings yet
- List of Mechanical Components for Engineering DrawingDocument2 pagesList of Mechanical Components for Engineering DrawingMuhammad KhalilNo ratings yet
- CNC Machines and Programming - CNC Lathe Tool Nose Radius CompensationDocument6 pagesCNC Machines and Programming - CNC Lathe Tool Nose Radius CompensationChanderprabh JainNo ratings yet
- Design and Fabrication of 4 Straight Line MechanismsDocument34 pagesDesign and Fabrication of 4 Straight Line MechanismsArunkuma81No ratings yet
- Measuring Tools and Techniques Lab ReportDocument16 pagesMeasuring Tools and Techniques Lab ReportFaIz FauziNo ratings yet
- Lecture 1 Part OneDocument78 pagesLecture 1 Part Onewubied100% (1)
- Me2304 - Engineering Metrology and Measurements Question Bank For Regulation 2008Document29 pagesMe2304 - Engineering Metrology and Measurements Question Bank For Regulation 2008Ashok Kumar Rajendran75% (4)
- Dsa 5500Document12 pagesDsa 5500Nguyen Van ToanNo ratings yet
- Unit 201 Working in Engineering: Level: 2 Credit Value: 7 Uan: H/503/0174 Unit AimDocument6 pagesUnit 201 Working in Engineering: Level: 2 Credit Value: 7 Uan: H/503/0174 Unit AimEóin O Ceranaigh100% (1)
- Using SFC language to visualize automated processesDocument28 pagesUsing SFC language to visualize automated processesRafo Vega GuerovichNo ratings yet
- SolidWorks Motion AnalysisDocument37 pagesSolidWorks Motion AnalysisAnonymous rI9NBeE5No ratings yet
- Hydraulics & Pneumatics EssentialsDocument3 pagesHydraulics & Pneumatics EssentialsbmrajahNo ratings yet
- Simulation Lab ManualDocument60 pagesSimulation Lab Manualvensesfrank100% (1)
- Design Engineering JourneyDocument159 pagesDesign Engineering JourneyKarenNo ratings yet
- CNC Operator Web-Based Tutorial 545Document20 pagesCNC Operator Web-Based Tutorial 545api-274441692No ratings yet
- HNC Thermodynamics Assignment 1 Brief 2020-21Document5 pagesHNC Thermodynamics Assignment 1 Brief 2020-21Noel Jennings100% (1)
- Sample Question Paper Mechanical Engineering MeasurementsDocument4 pagesSample Question Paper Mechanical Engineering MeasurementsAbhishek SakatNo ratings yet
- MIS 101: Computer and IT Applications Er. Rimesh RajbhandaryDocument15 pagesMIS 101: Computer and IT Applications Er. Rimesh RajbhandaryRimesh RajbhandaryNo ratings yet
- Assignment 1 - Brief - Unit 13 - LA 062016 No ComDocument4 pagesAssignment 1 - Brief - Unit 13 - LA 062016 No ComIsaiahNo ratings yet
- Computer Aided Engg DrawingDocument2 pagesComputer Aided Engg DrawingVikram RaoNo ratings yet
- Computer Control of Manufacturing Systems Y KorenDocument9 pagesComputer Control of Manufacturing Systems Y Korenbhagat1030% (1)
- BTECLevel 3 National Engineering Teaching Resource Pack Unit 2Document29 pagesBTECLevel 3 National Engineering Teaching Resource Pack Unit 2princedotty0% (1)
- Lecture 6 - Manufacturing Models and MetricsDocument14 pagesLecture 6 - Manufacturing Models and Metricsjamunaa83No ratings yet
- Lab Report Component DesignDocument9 pagesLab Report Component DesignPeter LauNo ratings yet
- Assignment BriefDocument5 pagesAssignment BriefDaniel AdebayoNo ratings yet
- Kinematic Diagrams & Degrees of Freedom ExplainedDocument17 pagesKinematic Diagrams & Degrees of Freedom Explainedrezkyrivaldo94No ratings yet
- Unit 16 Engineering Drawing For TechniciansDocument13 pagesUnit 16 Engineering Drawing For TechniciansMugaya Kevin Francis100% (1)
- Curriculum Guide Creo Elements Direct 18-1Document37 pagesCurriculum Guide Creo Elements Direct 18-1Larisa LoredanaNo ratings yet
- Computer Integrated Manufacturing Digital NotesDocument59 pagesComputer Integrated Manufacturing Digital Notesparsha nayakNo ratings yet
- CAD important questions and tipsDocument5 pagesCAD important questions and tipsjeroldscdNo ratings yet
- Basic Engineering DrawingDocument38 pagesBasic Engineering DrawingVignesh SelvarajNo ratings yet
- Measurement of Tool WearDocument4 pagesMeasurement of Tool WearSourav KayalNo ratings yet
- GE 6261 Final PDFDocument58 pagesGE 6261 Final PDFPrasath Murugesan0% (1)
- 2D Pick and Place RobotDocument41 pages2D Pick and Place RobotVikram BogarNo ratings yet
- Quiz on steps in solderingDocument2 pagesQuiz on steps in solderingJoseph Reposar GonzalesNo ratings yet
- 3-Axis CNC Marble Cutting Machine Project ReportDocument84 pages3-Axis CNC Marble Cutting Machine Project ReportHammad Iftikhar HanifNo ratings yet
- Solidworks SyllabusDocument7 pagesSolidworks SyllabusSelvaNo ratings yet
- CAD CAM Lab ManualDocument29 pagesCAD CAM Lab ManualPrashanth M PrashuNo ratings yet
- Abdul Azwan Abdol ZaharDocument24 pagesAbdul Azwan Abdol ZaharthuongviedamNo ratings yet
- Machine Drawing Through CadDocument91 pagesMachine Drawing Through CadmjdaleneziNo ratings yet
- Machine Tools Lecture Notes-III-iDocument74 pagesMachine Tools Lecture Notes-III-iJitendra Choudhary100% (1)
- Francis Xavier Engineering College CAD/CAM Lab ManualDocument79 pagesFrancis Xavier Engineering College CAD/CAM Lab ManualJaff FdoNo ratings yet
- Semi Automatic Lathe Machine Using ARM ProcessorDocument7 pagesSemi Automatic Lathe Machine Using ARM ProcessorIRJIENo ratings yet
- Computer Aided Machine DrawingDocument9 pagesComputer Aided Machine DrawingChetan Gowda0% (1)
- Design For Manufacture And Assembly A Complete Guide - 2020 EditionFrom EverandDesign For Manufacture And Assembly A Complete Guide - 2020 EditionNo ratings yet
- Gas Turbine Working PrincipalsDocument27 pagesGas Turbine Working PrincipalsSamantha AshmanNo ratings yet
- TDocument166 pagesTFarai FaustosNo ratings yet
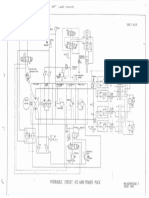
- Hydraulic Circuit For Assignment 1Document1 pageHydraulic Circuit For Assignment 1Samantha AshmanNo ratings yet
- CMOS and TTL Transistor ComparisonDocument1 pageCMOS and TTL Transistor ComparisonSamantha AshmanNo ratings yet
- Transcat T R: Electrical Power MeasurementsDocument4 pagesTranscat T R: Electrical Power MeasurementsSamantha AshmanNo ratings yet
- TTL vs CMOS: Comparing Transistor Logic TypesDocument1 pageTTL vs CMOS: Comparing Transistor Logic TypesSamantha AshmanNo ratings yet
- Transcat T R: Electrical Power MeasurementsDocument4 pagesTranscat T R: Electrical Power MeasurementsSamantha AshmanNo ratings yet
- 32 Screw Threads and Gear Manufacturing MethodsDocument21 pages32 Screw Threads and Gear Manufacturing MethodsquockhanhspktNo ratings yet
- Three Phase CircuitsDocument17 pagesThree Phase Circuitspowerelectronics09No ratings yet
- Chapter 8: Gas Power Cycles: TH Net inDocument50 pagesChapter 8: Gas Power Cycles: TH Net inSures RezNo ratings yet
- Tig IntroductionDocument30 pagesTig IntroductionPatelPratikNo ratings yet
- Spark Test For MetalsDocument2 pagesSpark Test For MetalsSamantha AshmanNo ratings yet
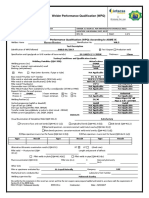
- Qetf 004 1 0810Document20 pagesQetf 004 1 0810Samantha AshmanNo ratings yet
- The Shard CorrectionsDocument2 pagesThe Shard CorrectionsSamantha AshmanNo ratings yet
- Level 1 Pneumatics Answers For ExercisesDocument22 pagesLevel 1 Pneumatics Answers For ExercisesSamantha AshmanNo ratings yet
- Harvard Referencing MethodsDocument30 pagesHarvard Referencing MethodsSamantha AshmanNo ratings yet
- Level 1 Pneumatics Exercises Grey Logo Version Feb 2012 PDFDocument89 pagesLevel 1 Pneumatics Exercises Grey Logo Version Feb 2012 PDFSamantha AshmanNo ratings yet
- EAL-QETF-003-DP-Issue 1.0-0810Document20 pagesEAL-QETF-003-DP-Issue 1.0-0810Samantha AshmanNo ratings yet
- Lathe Basics: Turning Processes and ToolingDocument9 pagesLathe Basics: Turning Processes and ToolingsanthoshjoysNo ratings yet
- Lathe and Milling Machine GuideDocument28 pagesLathe and Milling Machine GuideSamantha Ashman100% (2)
- Heat Treatment WorksheetDocument2 pagesHeat Treatment WorksheetSamantha Ashman0% (1)
- Risk Assessment - MatchDocument25 pagesRisk Assessment - MatchSamantha AshmanNo ratings yet
- Brush Up Your Maths 3Document87 pagesBrush Up Your Maths 3Samantha AshmanNo ratings yet
- MaterialsDocument9 pagesMaterialsSamantha AshmanNo ratings yet
- Materials Quiz and Properties WorksheetDocument4 pagesMaterials Quiz and Properties WorksheetSamantha AshmanNo ratings yet
- Introduction To Engineering Materials Scheme of Work and Lesson Plans SampleDocument14 pagesIntroduction To Engineering Materials Scheme of Work and Lesson Plans SampleSamantha AshmanNo ratings yet
- Heat Treatment WorksheetDocument2 pagesHeat Treatment WorksheetSamantha Ashman0% (1)
- Laser Procesing Power Point ShowDocument48 pagesLaser Procesing Power Point ShowSamantha AshmanNo ratings yet
- BTEC Level 3 Ass 1 Unit 35Document5 pagesBTEC Level 3 Ass 1 Unit 35Samantha AshmanNo ratings yet
- As Run Sheet-Pqr-051Document14 pagesAs Run Sheet-Pqr-051Anonymous rYZyQQot550% (1)
- List Summary of Welder'S QualifiedDocument4 pagesList Summary of Welder'S QualifiedakhtarwellmanNo ratings yet
- Weld StandardsDocument1 pageWeld StandardsaskalkNo ratings yet
- VEC Question Bank on Manufacturing Technology 1Document13 pagesVEC Question Bank on Manufacturing Technology 1rgopi_83No ratings yet
- Tool-Holder SANDVIKDocument8 pagesTool-Holder SANDVIKRodolfo Garduño ColínNo ratings yet
- Unconventional Machining Process Anna University SyllabusDocument6 pagesUnconventional Machining Process Anna University Syllabusabdur rahman100% (1)
- WIS5 Paper 1 Rev 3Document4 pagesWIS5 Paper 1 Rev 3Ali ClubistNo ratings yet
- Welding BasicDocument31 pagesWelding BasicSNEHAL PATEL50% (2)
- CNC G & M Codes Guide for Machine ControlsDocument4 pagesCNC G & M Codes Guide for Machine ControlsDhana MuruganNo ratings yet
- Wave Solder SPC Chart CalculatorDocument6 pagesWave Solder SPC Chart CalculatorsmtdrkdNo ratings yet
- DR Anton For AlDocument8 pagesDR Anton For AlMr-Ton DrgNo ratings yet
- ASME IX-Welder Performance Qualification (WPQ) : Welding and NDT Purposed FormatDocument1 pageASME IX-Welder Performance Qualification (WPQ) : Welding and NDT Purposed FormatArshadAliNo ratings yet
- Mastercam Drilling Operations - MindworksDocument6 pagesMastercam Drilling Operations - MindworksAntónio JesusNo ratings yet
- KFUPM Lathe Machines GuideDocument5 pagesKFUPM Lathe Machines Guidegunawan refiadiNo ratings yet
- CAM Lab Manual - 2014Document146 pagesCAM Lab Manual - 2014Nithish Kumar K MNo ratings yet
- Summer Training Report On Manufacturing of Camshaft & Valve TappetDocument18 pagesSummer Training Report On Manufacturing of Camshaft & Valve TappetManisha TomarNo ratings yet
- Design Castings Weldments Form Manufacture AssemblyDocument38 pagesDesign Castings Weldments Form Manufacture AssemblyAnonymous UEAa6FX60% (10)
- Sheet metal tolerance standards overviewDocument2 pagesSheet metal tolerance standards overviewLee Chong EeNo ratings yet
- Repair Details Report FindingsDocument3 pagesRepair Details Report FindingsNeo CelticNo ratings yet
- Fundamentals of Vehicle Dynamics by Thomas D GillespieDocument99 pagesFundamentals of Vehicle Dynamics by Thomas D GillespieYogesh Chandrawanshi0% (1)
- Welder Performance Qualification (WPQ) According To ASME IX Hassan HussienDocument1 pageWelder Performance Qualification (WPQ) According To ASME IX Hassan HussienMahmoud shawkyNo ratings yet
- Local 597 Welding ManualDocument96 pagesLocal 597 Welding Manualyud100% (1)
- Permanent Mechanical Joints - Welding: Wending, Soldering, and BrazingDocument9 pagesPermanent Mechanical Joints - Welding: Wending, Soldering, and BrazingAaron PadreNo ratings yet
- Chapter 13 - Extrusion-Based Processes (Part 1)Document45 pagesChapter 13 - Extrusion-Based Processes (Part 1)hirenpatNo ratings yet
- Swps Aws b2.1 X XXXDocument6 pagesSwps Aws b2.1 X XXXJose David Perez Torrico0% (1)
- Fundamentals of Metal CastingDocument37 pagesFundamentals of Metal Castinghimanshu singhNo ratings yet
- Structural Welding Code Sheet Steel GuideDocument4 pagesStructural Welding Code Sheet Steel Guideayub82No ratings yet
- TUGAS-07 Weld SymbolDocument13 pagesTUGAS-07 Weld SymbolSri Ramayanti Simanjuntak0% (1)
- PwpsDocument2 pagesPwpsTony Tony67% (3)