You might also like
- 101 Session FourDocument45 pages101 Session FourVinit PatelNo ratings yet
- Instructions: Question Number Q1 Q2 Q3 Q4 Q5 Total 75Document15 pagesInstructions: Question Number Q1 Q2 Q3 Q4 Q5 Total 75Chinmay Gokhale100% (1)
- Scanning The Annual ReportDocument13 pagesScanning The Annual Reportmayur2510.20088662100% (2)
- Cisco System Inc - Summary - FinalDocument7 pagesCisco System Inc - Summary - FinalRishabh KumarNo ratings yet
- Operations ManagementDocument11 pagesOperations Managementajeet sharmaNo ratings yet
- Aldens Products Group Report on European OperationsDocument13 pagesAldens Products Group Report on European Operationsddoherty27465100% (2)
- Instructions: Total Word Count For Question 1 Is No More Than 2500 WordsDocument1 pageInstructions: Total Word Count For Question 1 Is No More Than 2500 WordsJot Saini Saini100% (1)
- Operations Management Exam QuestionsDocument6 pagesOperations Management Exam QuestionsKasi BuvaneshNo ratings yet
- Process Flow AnalysisDocument17 pagesProcess Flow AnalysisSiti Hawa SamaluddinNo ratings yet
- CRM Exam Questions Cover Key Concepts Like Customer Lifecycle, Loyalty, and Complaint ManagementDocument5 pagesCRM Exam Questions Cover Key Concepts Like Customer Lifecycle, Loyalty, and Complaint ManagementSankha Subhra Jash100% (1)
- Term Paper ID#19020010Document23 pagesTerm Paper ID#19020010Uttam Kumar Ghosh100% (1)
- CRM Strategy: Submitted By: Pankaj Goyal Munish Kumar Abhishek SasanDocument43 pagesCRM Strategy: Submitted By: Pankaj Goyal Munish Kumar Abhishek SasanSyam KumarNo ratings yet
- DBS Bank CaseDocument1 pageDBS Bank CaseBharadwaja Reddy100% (1)
- MBA Financial Management CourseworkDocument26 pagesMBA Financial Management CourseworkbassramiNo ratings yet
- Financial Feasibility AnalysisDocument15 pagesFinancial Feasibility AnalysisShrgeel HussainNo ratings yet
- 7894 Final GR 2 Paper 5 Cost Managementyear 2005Document60 pages7894 Final GR 2 Paper 5 Cost Managementyear 2005Tlm BhopalNo ratings yet
- Financial Statement Analysis of HUL, Dabur and MaricoDocument50 pagesFinancial Statement Analysis of HUL, Dabur and MaricoJKIONo ratings yet
- MB0048 ASSIGNMENTS Answers MBA 2 BOTH SETDocument16 pagesMB0048 ASSIGNMENTS Answers MBA 2 BOTH SETrajput1463100% (4)
- Case Analysis - "Don't Bother Me, I Can't Cope": Operations ManagementDocument7 pagesCase Analysis - "Don't Bother Me, I Can't Cope": Operations ManagementReetabrata Bhattacharya100% (1)
- Financial Management Notes: Introduction to Financial MarketsDocument173 pagesFinancial Management Notes: Introduction to Financial MarketsAahaanaNo ratings yet
- Line A: Case Study: Don'T Bother Me, I Can'T CopeDocument5 pagesLine A: Case Study: Don'T Bother Me, I Can'T CopeABHINAV . CPIBM 2022 Batch100% (1)
- Fms Previous Yr PaperDocument18 pagesFms Previous Yr PaperAnmol BhasinNo ratings yet
- Quantitative Techniques and MethodDocument165 pagesQuantitative Techniques and MethodSaravana G SaravanaNo ratings yet
- MaggiDocument15 pagesMaggiimad100% (1)
- Applications and Solutions of Linear Programming Session 1Document19 pagesApplications and Solutions of Linear Programming Session 1Simran KaurNo ratings yet
- Financial Accounting Exam QuestionsDocument16 pagesFinancial Accounting Exam QuestionsErica Lindsey100% (1)
- Line A 8 WorkersDocument6 pagesLine A 8 WorkersSwarojit Sharma100% (1)
- All Stars Sports Catalog Case Study Analysis: Decision Making at The TopDocument14 pagesAll Stars Sports Catalog Case Study Analysis: Decision Making at The TopHARJOT SINGH100% (1)
- Monash University Semester One ExamDocument17 pagesMonash University Semester One ExamLisa Kang100% (1)
- Assignment 4Document3 pagesAssignment 4wamiqrasheedNo ratings yet
- Capital Investment Appraisal MethodsDocument34 pagesCapital Investment Appraisal MethodsAnesu ChimhowaNo ratings yet
- MABE Reference Doc 1Document7 pagesMABE Reference Doc 1roBinNo ratings yet
- Japan Economy Final ProjectDocument28 pagesJapan Economy Final ProjectSaurabh TrivediNo ratings yet
- A Capacity Planning Assignment 2016 Bassam Senior Modified SolutionDocument10 pagesA Capacity Planning Assignment 2016 Bassam Senior Modified SolutionAhmad Ayman FaroukNo ratings yet
- ProblemDocument3 pagesProblemPePe' Tiamo100% (1)
- 1Document12 pages1Anshuman PrakashNo ratings yet
- Operational Research Assignment............ (Ca Final Cost and Or)Document87 pagesOperational Research Assignment............ (Ca Final Cost and Or)Pravinn_Mahajan80% (5)
- Business Statistic Linear Programming ExerciseDocument3 pagesBusiness Statistic Linear Programming ExerciseSimon Gee0% (2)
- ADM 2342A Mid Term Exam SolutionDocument11 pagesADM 2342A Mid Term Exam SolutionAmanda Dai100% (1)
- LPPDocument3 pagesLPPkisna1209No ratings yet
- Real Options BV Lec 14Document49 pagesReal Options BV Lec 14Anuranjan TirkeyNo ratings yet
- Optimize warehouse layout to reduce non-adjacent customer flowsDocument5 pagesOptimize warehouse layout to reduce non-adjacent customer flowsPrajaktaNo ratings yet
- Hypothesis Testing QuestionsDocument20 pagesHypothesis Testing QuestionsAbhinav ShankarNo ratings yet
- 1 Sampling DistDocument35 pages1 Sampling DistYogeshNo ratings yet
- Quantitative Techniques: Prof. Preetvanti Singh Faculty of Science Dayalbagh Educational Institute, Agra IndiaDocument37 pagesQuantitative Techniques: Prof. Preetvanti Singh Faculty of Science Dayalbagh Educational Institute, Agra IndiaDeepika PadukoneNo ratings yet
- Safety Inventory and Availability Problem SetDocument2 pagesSafety Inventory and Availability Problem SetachalbaNo ratings yet
- Sample Quiz Operations ManagementDocument25 pagesSample Quiz Operations Managementakamalapuri388100% (2)
- Right place at right time with global supply chain monitoringDocument3 pagesRight place at right time with global supply chain monitoringNina_C_ALNo ratings yet
- Tme 601Document14 pagesTme 601dearsaswatNo ratings yet
- Linear Programming (LINDO Output) (Assignment Question 2 and 3)Document8 pagesLinear Programming (LINDO Output) (Assignment Question 2 and 3)UTTAM KOIRALANo ratings yet
- Timeshare Resorts and Exchanges, Inc.: BUAD 311 Operation Management Case Analysis 1Document8 pagesTimeshare Resorts and Exchanges, Inc.: BUAD 311 Operation Management Case Analysis 1Anima SharmaNo ratings yet
- 395 Lesson 3 Vermeer ABCDocument32 pages395 Lesson 3 Vermeer ABCLeonardo NahleNo ratings yet
- Chapter 3 - Linear Programming: Computer Solution and Sensitivity AnalysisDocument9 pagesChapter 3 - Linear Programming: Computer Solution and Sensitivity AnalysisRel XandrrNo ratings yet
- GDP Estimation and Its Relevance As A Measure of Growth of Indian EconomyDocument21 pagesGDP Estimation and Its Relevance As A Measure of Growth of Indian EconomyAthik AhmedNo ratings yet
- Shama AssignmentDocument10 pagesShama AssignmentAsjad JamshedNo ratings yet
- Linear Programming Formulation ExamplesDocument22 pagesLinear Programming Formulation ExamplesDymphna Ann CalumpianoNo ratings yet
- Linear programming formulation and solution examplesDocument16 pagesLinear programming formulation and solution examplesMohan BollaNo ratings yet
- Linear Programming Formulation ExamplesDocument17 pagesLinear Programming Formulation ExamplesprasunbnrgNo ratings yet
- LINEAR PROGRAMMING Formulation ExampleDocument40 pagesLINEAR PROGRAMMING Formulation ExampleAlyssa Audrey JamonNo ratings yet
- Linear Programming Formulation ExamplesDocument23 pagesLinear Programming Formulation Examplesseifer898No ratings yet
- Final Exam Research Methods ANTH 410/510Document7 pagesFinal Exam Research Methods ANTH 410/510Yusuf HusseinNo ratings yet
- RSH - Qam11 - Excel and Excel QM Explsm2010Document153 pagesRSH - Qam11 - Excel and Excel QM Explsm2010Yusuf HusseinNo ratings yet
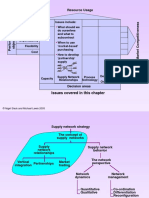
- Resource Usage: Issues Covered in This ChapterDocument21 pagesResource Usage: Issues Covered in This ChapterYusuf HusseinNo ratings yet
- Ch02 LeadershipDocument60 pagesCh02 LeadershipYusuf HusseinNo ratings yet
- Yaaqshiid: 1 Xaafadaha, Laamaha Iyo Waax-AhaDocument4 pagesYaaqshiid: 1 Xaafadaha, Laamaha Iyo Waax-AhaYusuf HusseinNo ratings yet
- Lesson ThreeDocument14 pagesLesson ThreeYusuf HusseinNo ratings yet
- Acc 255 Final Exam Review Packet (New Material)Document6 pagesAcc 255 Final Exam Review Packet (New Material)Tajalli FatimaNo ratings yet
- Statistics and Research MethodsDocument5 pagesStatistics and Research MethodsYusuf HusseinNo ratings yet
- Linear Regression Is An Important Concept in Finance and Practically All Forms of ResearchDocument10 pagesLinear Regression Is An Important Concept in Finance and Practically All Forms of ResearchYusuf HusseinNo ratings yet
- BankingDocument20 pagesBankingYusuf HusseinNo ratings yet
- Except The: Income Sharing RatioDocument1 pageExcept The: Income Sharing RatioYusuf HusseinNo ratings yet
- Data and Process Modeling: Husein OsmanDocument17 pagesData and Process Modeling: Husein OsmanYusuf HusseinNo ratings yet
- Lec 1 - Introduction To Wireless CommunicationDocument60 pagesLec 1 - Introduction To Wireless CommunicationYusuf HusseinNo ratings yet
- Format of The ResearchDocument2 pagesFormat of The ResearchYusuf HusseinNo ratings yet
- Abdc Journal Quality List 2013Document32 pagesAbdc Journal Quality List 2013PratikJainNo ratings yet
- QuizzDocument1 pageQuizzYusuf HusseinNo ratings yet
- Chapter EightDocument11 pagesChapter EightYusuf HusseinNo ratings yet
- Exam 2 Sample SolutionDocument6 pagesExam 2 Sample SolutionYusuf HusseinNo ratings yet
- Accounting for Islamic Banks: Mudharabah FinancingDocument32 pagesAccounting for Islamic Banks: Mudharabah FinancingYusuf Hussein40% (5)
- Ackoff's Management Misinformation SystemsDocument5 pagesAckoff's Management Misinformation SystemsAnna KarousiotiNo ratings yet
- Example DVDDocument17 pagesExample DVDYusuf HusseinNo ratings yet
- Test OneDocument8 pagesTest OneYusuf HusseinNo ratings yet
- Chapter Four: Entering Beginning BalancesDocument4 pagesChapter Four: Entering Beginning BalancesYusuf HusseinNo ratings yet
- Chapter 1Document29 pagesChapter 1Yusuf Hussein100% (2)
- Key Concepts: Week 5 Lesson 3: Economic Order Quantity (EOQ) ExtensionsDocument5 pagesKey Concepts: Week 5 Lesson 3: Economic Order Quantity (EOQ) ExtensionsYusuf HusseinNo ratings yet
- Capital BudgetDocument124 pagesCapital BudgetYusuf HusseinNo ratings yet
- Simplex Method Solves Linear Programming ProblemsDocument34 pagesSimplex Method Solves Linear Programming ProblemsYusuf HusseinNo ratings yet
- 6 - 2 - Lectures NotesDocument103 pages6 - 2 - Lectures NotesYusuf HusseinNo ratings yet
- Islamic Banking Ideal N RealityDocument19 pagesIslamic Banking Ideal N RealityIbnu TaimiyyahNo ratings yet
- Mcom Ac Paper IIDocument282 pagesMcom Ac Paper IIAmar Kant Pandey100% (1)
- Facility PlanningDocument15 pagesFacility Planningsspecial4meNo ratings yet
- Game Theory Problems by An Alternative Simplex MethodDocument6 pagesGame Theory Problems by An Alternative Simplex MethodInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Optimal Reactive Power Dispatch With Time-Varying Demand and Renewable Energy Uncertainty Using Rao-3 AlgorithmDocument20 pagesOptimal Reactive Power Dispatch With Time-Varying Demand and Renewable Energy Uncertainty Using Rao-3 AlgorithmAadit JeyasankarNo ratings yet
- Etabs For ResidentioalDocument6 pagesEtabs For ResidentioalIsmailNo ratings yet
- BCF 403 Fundamentals of Production and Operations MGT - Module 2 PDFDocument22 pagesBCF 403 Fundamentals of Production and Operations MGT - Module 2 PDFNaresh KumarNo ratings yet
- Intelligent Computing and Internet of ThingsDocument577 pagesIntelligent Computing and Internet of ThingsHelman PinillaNo ratings yet
- Definition and Basic PrinciplesDocument3 pagesDefinition and Basic PrinciplesJanella CatapangNo ratings yet
- Teaching Takes Of: Flight Simulators For Management EducationDocument8 pagesTeaching Takes Of: Flight Simulators For Management EducationSalvador Peña UgaldeNo ratings yet
- P Median ModelDocument26 pagesP Median ModelLeonardo CetreNo ratings yet
- Modeling and simulating ship structuresDocument7 pagesModeling and simulating ship structuresAhmed HossamNo ratings yet
- Midterm Review SolutionDocument6 pagesMidterm Review SolutionwseriesNo ratings yet
- Grade Control Classi CationDocument25 pagesGrade Control Classi CationhamidNo ratings yet
- ProposalDocument3 pagesProposalAshish Roy0% (1)
- Summer School Motion Planning PDFDocument134 pagesSummer School Motion Planning PDFAriel OrtizNo ratings yet
- Simulated Binary Crossover for Continuous Search SpaceDocument34 pagesSimulated Binary Crossover for Continuous Search SpaceSal Ie EmNo ratings yet
- K&S Thin Die Technology-2012Document27 pagesK&S Thin Die Technology-2012DanNo ratings yet
- Biberach University of Applied Science, Institute For Architecture and Urban Development (IAS)Document4 pagesBiberach University of Applied Science, Institute For Architecture and Urban Development (IAS)Atif AvdovićNo ratings yet
- NVH CAE Concept Modelling and Optimization at BMWDocument23 pagesNVH CAE Concept Modelling and Optimization at BMWSuyash Thorat-Gadgil100% (1)
- Three-Dimensional Midcourse Guidance Using Neural Networks For Interception of Ballistic TargetsDocument11 pagesThree-Dimensional Midcourse Guidance Using Neural Networks For Interception of Ballistic TargetsGiri PrasadNo ratings yet
- Training Overview SolidCastDocument506 pagesTraining Overview SolidCastAndré Ribeiro100% (1)
- Generalized ConcavityDocument346 pagesGeneralized ConcavityjhomepuNo ratings yet
- Calculus InvestigationDocument9 pagesCalculus InvestigationartemisNo ratings yet
- Monetary Policy Lag, Zero Lower Bound, and Inflation Targeting Wp09-2Document40 pagesMonetary Policy Lag, Zero Lower Bound, and Inflation Targeting Wp09-2koceanNo ratings yet
- The Simplex Algorithm for Solving Linear Programs (LPsDocument59 pagesThe Simplex Algorithm for Solving Linear Programs (LPsMerlin KNo ratings yet
- DesignDocument12 pagesDesignMakeswaran JenothanNo ratings yet
- Golan, Amos - Foundations of Info-Metrics - Modeling and Inference With Imperfect Information-Oxford University Press (2018) PDFDocument489 pagesGolan, Amos - Foundations of Info-Metrics - Modeling and Inference With Imperfect Information-Oxford University Press (2018) PDFAstiWidiani100% (1)
- European Journal of Operational Research: Stefan Woerner, Marco Laumanns, Rico Zenklusen, Apostolos FertisDocument14 pagesEuropean Journal of Operational Research: Stefan Woerner, Marco Laumanns, Rico Zenklusen, Apostolos Fertisjulio perezNo ratings yet
- Integrating Petroleum Supply ChainDocument32 pagesIntegrating Petroleum Supply ChainGunjan ChakrabortyNo ratings yet
- ALX-2017 FullDocument155 pagesALX-2017 FulldespNo ratings yet
- Decision Science MCQSDocument100 pagesDecision Science MCQSDhruv GuptaNo ratings yet