You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Awst 11 31Document4 pagesAwst 11 31Herd ImanNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- VERTEX 5T Hoist For Converter #3 RelineDocument1 pageVERTEX 5T Hoist For Converter #3 RelineHerd ImanNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Hydraulic Rock Drill Spec SheetDocument2 pagesHydraulic Rock Drill Spec SheetHerd Iman100% (2)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
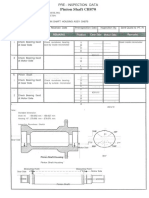
- Pinion shaft pre-inspection dataDocument1 pagePinion shaft pre-inspection dataHerd ImanNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Welder Job Application CV SummaryDocument1 pageWelder Job Application CV SummaryHerd ImanNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Improvement of Cold Crack Resistance by Controlling The Weld Metal MicrostructureDocument6 pagesImprovement of Cold Crack Resistance by Controlling The Weld Metal MicrostructureHerd ImanNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Awst 11 35Document7 pagesAwst 11 35Herd ImanNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Future Trends To Pursuit Welding Competence: P. Kah, J. MartikainenDocument8 pagesFuture Trends To Pursuit Welding Competence: P. Kah, J. MartikainenHerd ImanNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Software Gives Welders Tools to Achieve Quality and ProductivityDocument4 pagesSoftware Gives Welders Tools to Achieve Quality and ProductivityHerd ImanNo ratings yet
- Awst 11 112Document9 pagesAwst 11 112Herd ImanNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Awst 11 04Document8 pagesAwst 11 04Herd ImanNo ratings yet
- New Microsoft Word DocumentDocument2 pagesNew Microsoft Word DocumentHerd ImanNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Awst 11 115Document5 pagesAwst 11 115Herd ImanNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Awst 11 07Document8 pagesAwst 11 07Herd ImanNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Awst 11 Il 02Document8 pagesAwst 11 Il 02Herd ImanNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Chain HoistDocument1 pageChain HoistHerd ImanNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- PT BackupDocument7 pagesPT BackupHerd ImanNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Visa Application Form 2012Document2 pagesVisa Application Form 2012Honey OliverosNo ratings yet
- Repotr VickDocument1 pageRepotr VickHerd ImanNo ratings yet
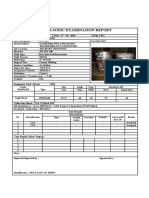
- Ultra Sonic Examination Report PT - Imemba ContractorDocument1 pageUltra Sonic Examination Report PT - Imemba ContractorHerd ImanNo ratings yet
- VERTEX 5T Overhead Crane For Product BagDocument1 pageVERTEX 5T Overhead Crane For Product BagHerd ImanNo ratings yet
- PT-MT Kurs NotuDocument300 pagesPT-MT Kurs NotuBahadir TekinNo ratings yet
- What Every Engineer Should Know About Welding ProceduresDocument13 pagesWhat Every Engineer Should Know About Welding Proceduresarash59_4uNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 1044 Plant Inspection Career Poster April 2014Document1 page1044 Plant Inspection Career Poster April 2014Herd ImanNo ratings yet
- Twin Heat Module InstructionsDocument1 pageTwin Heat Module InstructionsHerd ImanNo ratings yet
- Loi Arcmart UkraineDocument4 pagesLoi Arcmart UkraineHerd ImanNo ratings yet
- Contoh Resume TerbaikDocument3 pagesContoh Resume Terbaikimelya83% (18)
- (Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Document1 page(Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Ante LukavacNo ratings yet
- (Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Document1 page(Install Notes) : - Run The Setup After Install Don't Start/Lunch Program Run Activator 'Professional / Business' Enjoy ..Ante LukavacNo ratings yet
- Rex - O. Ed. Wagner - W-Waves - BiocommDocument13 pagesRex - O. Ed. Wagner - W-Waves - BiocommLeon BlažinovićNo ratings yet
- Area Under The CurveDocument3 pagesArea Under The CurveReyland DumlaoNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Smartdek Design ManualDocument48 pagesSmartdek Design ManualranddyNo ratings yet
- D.Abbas M AlkebsiDocument40 pagesD.Abbas M AlkebsiruchikaNo ratings yet
- Temperarura4 PDFDocument371 pagesTemperarura4 PDFmario yanezNo ratings yet
- Areas Related To CircleDocument32 pagesAreas Related To CircleGiorno GiovannaNo ratings yet
- Maa 2.8 ExponentsDocument12 pagesMaa 2.8 ExponentsMuborakNo ratings yet
- Solution of Problem Set 1 For Purity Hydrocarbon Data PDFDocument4 pagesSolution of Problem Set 1 For Purity Hydrocarbon Data PDFDrumil TrivediNo ratings yet
- Lecture - 12 - Project EvaluationDocument68 pagesLecture - 12 - Project EvaluationEngr. Md. Ashraful AlamNo ratings yet
- Software Test MetricsDocument8 pagesSoftware Test MetricscmarrivadaNo ratings yet
- JqueryDocument11 pagesJqueryShreyas GuduriNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Nptel: System Analysis and Design - Video CourseDocument2 pagesNptel: System Analysis and Design - Video CourseAnu PriyaNo ratings yet
- M6L32Document6 pagesM6L32abimanaNo ratings yet
- Battery ModelingDocument6 pagesBattery ModelingmusabnajeebNo ratings yet
- Caractéristique Dell Latitude E7250Document3 pagesCaractéristique Dell Latitude E7250Milandou Ahmed TresorNo ratings yet
- Service Manual New Sigma-Control 2Document132 pagesService Manual New Sigma-Control 2gil_bar_t0% (3)
- 3-Crankcase & CrankshaftDocument41 pages3-Crankcase & CrankshaftMehar Tariq GoheerNo ratings yet
- Eb 20 11Document408 pagesEb 20 11henryNo ratings yet
- Jennings 1978Document9 pagesJennings 1978Jacob Luttrell100% (1)
- Make Your Own Eye Chart!: Interpreting The TableDocument2 pagesMake Your Own Eye Chart!: Interpreting The TableneuroNo ratings yet
- Johannes KeplerDocument25 pagesJohannes KeplersigitNo ratings yet
- Faraday Rotation + Verdet Constant PosterDocument1 pageFaraday Rotation + Verdet Constant PosterAndrew PalmerNo ratings yet
- SSC Questions On Ratio and Proportion PDFDocument7 pagesSSC Questions On Ratio and Proportion PDFRobert ShortNo ratings yet
- Grand Vitara 2012 2013Document193 pagesGrand Vitara 2012 2013Favio Alejandro Herrera ZapataNo ratings yet
- LC 72322Document13 pagesLC 72322thecanislupusNo ratings yet
- CCR Load Calculator 2014-03-13Document35 pagesCCR Load Calculator 2014-03-13Danielle FowlerNo ratings yet
- Lee Et Al-1998-AIChE JournalDocument10 pagesLee Et Al-1998-AIChE JournalNoUrElhOdaNo ratings yet
- Structural Soils Engineer's Quick Reference GuideDocument64 pagesStructural Soils Engineer's Quick Reference GuideGreg McNamaraNo ratings yet
- Manual Hawk 4000 PDFDocument158 pagesManual Hawk 4000 PDFNebur MtzaNo ratings yet
- Microsoft Office Tips and TricksDocument12 pagesMicrosoft Office Tips and TricksJayr BVNo ratings yet
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (137)
- Advanced Modelling Techniques in Structural DesignFrom EverandAdvanced Modelling Techniques in Structural DesignRating: 5 out of 5 stars5/5 (3)
- Advanced Design Examples of Seismic Retrofit of StructuresFrom EverandAdvanced Design Examples of Seismic Retrofit of StructuresRating: 1 out of 5 stars1/5 (1)
- Marine Structural Design CalculationsFrom EverandMarine Structural Design CalculationsRating: 4.5 out of 5 stars4.5/5 (13)
- Transmission Pipeline Calculations and Simulations ManualFrom EverandTransmission Pipeline Calculations and Simulations ManualRating: 4.5 out of 5 stars4.5/5 (10)