You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Understanding Low Voltage Power Distribution SystemsDocument64 pagesUnderstanding Low Voltage Power Distribution SystemsJorge Luis Mallqui Barbaran100% (1)
- Chapter 7Document186 pagesChapter 7mgualdiNo ratings yet
- Gear Tooth Profile Detennination: From Arbitrary GeometryDocument13 pagesGear Tooth Profile Detennination: From Arbitrary GeometrymgualdiNo ratings yet
- CFD Simulation of Power Losses and Lubricant Flows in GearboxesDocument40 pagesCFD Simulation of Power Losses and Lubricant Flows in GearboxesmgualdiNo ratings yet
- 4 EngrenagesDocument2 pages4 EngrenagesmgualdiNo ratings yet
- Thesis GabicciniDocument196 pagesThesis GabiccinimgualdiNo ratings yet
- Vdocuments - MX Advanced Process Limits by Rolling of Helical Potential Gear Qualities in TermsDocument4 pagesVdocuments - MX Advanced Process Limits by Rolling of Helical Potential Gear Qualities in TermsmgualdiNo ratings yet
- EngOpt Gears 043014Document20 pagesEngOpt Gears 043014mgualdiNo ratings yet
- Agma Gear Rating Suite 3Document1 pageAgma Gear Rating Suite 3mgualdiNo ratings yet
- Calculation of Shafts in Marine Applications: Classification NotesDocument1 pageCalculation of Shafts in Marine Applications: Classification NotesmgualdiNo ratings yet
- Correzione X Errichello 1Document5 pagesCorrezione X Errichello 1mgualdiNo ratings yet
- Recalculation KISSsoftDocument35 pagesRecalculation KISSsoftmgualdiNo ratings yet
- Energy Efficiency Solutions: The SKF 18K Concept Gear Unit: More Power, Less EnergyDocument2 pagesEnergy Efficiency Solutions: The SKF 18K Concept Gear Unit: More Power, Less EnergymgualdiNo ratings yet
- Spur and Helical Gear DesignDocument11 pagesSpur and Helical Gear DesignSridhar RajendranNo ratings yet
- GearsDocument12 pagesGearsmgualdiNo ratings yet
- Mdesign 2016 Gears Verzahnungen en PDFDocument86 pagesMdesign 2016 Gears Verzahnungen en PDFmgualdiNo ratings yet
- Advanced Fluid Mechanics: Luigi Di Micco Email: Luigi - Dimicco@dicea - Unipd.itDocument16 pagesAdvanced Fluid Mechanics: Luigi Di Micco Email: Luigi - Dimicco@dicea - Unipd.itHubert MoforNo ratings yet
- Mauser 98K - Model 48 Rifle ManualDocument20 pagesMauser 98K - Model 48 Rifle ManualMeor Amri96% (28)
- Panel 01-Eldora-Grand-1500V-2021-R01 - G1Document2 pagesPanel 01-Eldora-Grand-1500V-2021-R01 - G1DHAVAL SHAHNo ratings yet
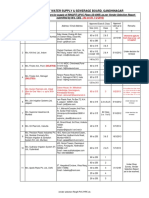
- GWSSB Vendor List 19.11.2013Document18 pagesGWSSB Vendor List 19.11.2013sivesh_rathiNo ratings yet
- Circuiting Explained-Water Coils PDFDocument2 pagesCircuiting Explained-Water Coils PDFFrancisNo ratings yet
- Emergency LightingDocument32 pagesEmergency LightingIsmet HizyoluNo ratings yet
- 20105-AR-HOT-07-105-01 Rev 00Document1 page20105-AR-HOT-07-105-01 Rev 00Bahaa MohamedNo ratings yet
- WDU 2.5 enDocument14 pagesWDU 2.5 enAhmadBintangNegoroNo ratings yet
- Supplier GPO Q TM 0001 02 SPDCR TemplateDocument6 pagesSupplier GPO Q TM 0001 02 SPDCR TemplateMahe RonaldoNo ratings yet
- ChemCAD and ConcepSys AIChE Spring 09Document28 pagesChemCAD and ConcepSys AIChE Spring 09ConcepSys Solutions LLCNo ratings yet
- David Lowe Thesis PDFDocument201 pagesDavid Lowe Thesis PDFKRISHNA VAMSHINo ratings yet
- Esquema Elétrico NGD 9.3Document2 pagesEsquema Elétrico NGD 9.3LuisCarlosKovalchuk100% (1)
- Psychrometric Chart - Us and Si UnitsDocument1 pagePsychrometric Chart - Us and Si UnitsRaden_Rici_Abi_1914No ratings yet
- Jamesbury Polymer and Elastomer Selection GuideDocument20 pagesJamesbury Polymer and Elastomer Selection Guidesheldon1jay100% (1)
- Ultrasonic Mixer: Project 99.11Document11 pagesUltrasonic Mixer: Project 99.11Febri SandiNo ratings yet
- 007-013558-001 SAS PCE SPE With Support For HSM PSE2 Integration Feature Documentation RevCDocument43 pages007-013558-001 SAS PCE SPE With Support For HSM PSE2 Integration Feature Documentation RevCpietoeNo ratings yet
- Q3 NSP - SLP - RLPDocument41 pagesQ3 NSP - SLP - RLPRushi RavalNo ratings yet
- Fiber Optic Trainer/ Fiber & OSP TechnicianDocument7 pagesFiber Optic Trainer/ Fiber & OSP Technicianapi-78570706No ratings yet
- Materials Today: Proceedings: Avula Suresh, T. Nancharaiah, Ravikumar Dumpala, B. Ratna SunilDocument5 pagesMaterials Today: Proceedings: Avula Suresh, T. Nancharaiah, Ravikumar Dumpala, B. Ratna SunilBart MaxNo ratings yet
- Measurement Advisory Committee Summary - Attachment 3Document70 pagesMeasurement Advisory Committee Summary - Attachment 3MauricioICQNo ratings yet
- Deep Web Research and Discovery Resources 2019 by Marcus P. Zillman, M.S., A.M.H.A.Document67 pagesDeep Web Research and Discovery Resources 2019 by Marcus P. Zillman, M.S., A.M.H.A.Tina CleoNo ratings yet
- An 80-Mg Railroad Engine A Coasting at 6.5 KM - H Strikes A 20Document4 pagesAn 80-Mg Railroad Engine A Coasting at 6.5 KM - H Strikes A 20Aura Milena Martinez ChavarroNo ratings yet
- Fast, Accurate Data Management Across The Enterprise: Fact Sheet: File-Aid / MvsDocument4 pagesFast, Accurate Data Management Across The Enterprise: Fact Sheet: File-Aid / MvsLuis RamirezNo ratings yet
- Restoration and Adaptive Re-Use of Queen Mary's High School: Phase-1Document4 pagesRestoration and Adaptive Re-Use of Queen Mary's High School: Phase-1Sonali GurungNo ratings yet
- Delhi Public School Bangalore North ACADEMIC SESSION 2021-2022 Ut2 Revision Work Sheet TOPIC: Sorting Materials Into Group Answer KeyDocument6 pagesDelhi Public School Bangalore North ACADEMIC SESSION 2021-2022 Ut2 Revision Work Sheet TOPIC: Sorting Materials Into Group Answer KeySumukh MullangiNo ratings yet
- UH-60A Blackhawk Eng. Simulation Program, Vol. 1, Math ModelDocument361 pagesUH-60A Blackhawk Eng. Simulation Program, Vol. 1, Math Modelmanitheaerialfighter100% (1)
- Bazele Matematice Ale Calculatoarelor - Florian Mircea BoianDocument132 pagesBazele Matematice Ale Calculatoarelor - Florian Mircea BoiannimsocNo ratings yet
- Comparative Tracking Index of Electrical Insulating MaterialsDocument6 pagesComparative Tracking Index of Electrical Insulating MaterialsAbu Anas M.SalaheldinNo ratings yet