You might also like
- Maya Keyboard ShortcutsDocument0 pagesMaya Keyboard ShortcutsDaryl Gomez TimatimNo ratings yet
- Steel ConnectionsDocument29 pagesSteel ConnectionsSHRADDHA KADAM100% (1)
- Duplex Stainless Steel 3rd EditionDocument68 pagesDuplex Stainless Steel 3rd EditionPhani Sridhar Ch100% (3)
- Earth and Life Science DLLDocument6 pagesEarth and Life Science DLLGsoon Sibulan100% (3)
- Overview Fusion Welding StandardsDocument1 pageOverview Fusion Welding Standardskaelcorbett100% (2)
- Types of WeldingDocument10 pagesTypes of WeldingMuhammad Tauseef ZafarNo ratings yet
- Welding SlidesDocument334 pagesWelding SlidesAsad Bin Ala Qatari100% (13)
- Unit 2 - Manufacturing Process - WWW - Rgpvnotes.inDocument11 pagesUnit 2 - Manufacturing Process - WWW - Rgpvnotes.inIPL 2020 LIVE100% (1)
- (Iso/tr 17671-5) (Iso/tr 17671-6) (Iso/tr 17671-7) (Iso/tr 17671-8)Document1 page(Iso/tr 17671-5) (Iso/tr 17671-6) (Iso/tr 17671-7) (Iso/tr 17671-8)Ivan Briscoe100% (7)
- Power Tube Biasing Operation Manual 15-01-08Document2 pagesPower Tube Biasing Operation Manual 15-01-08MitchNo ratings yet
- Aluminium Alloy 6061-T651 WeldedDocument9 pagesAluminium Alloy 6061-T651 WeldedBagandi ManurungNo ratings yet
- Exercise Stress TestingDocument54 pagesExercise Stress TestingSaranya R S100% (2)
- Tool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforFrom EverandTool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforNo ratings yet
- Friction Welding: Schillings Tsang, EG&G Rocky FlatsDocument3 pagesFriction Welding: Schillings Tsang, EG&G Rocky FlatsDarryl007No ratings yet
- Special Report Avoid Common Mistakes With VesselsDocument21 pagesSpecial Report Avoid Common Mistakes With VesselsAnonymous oVRvsdWzfB0% (1)
- Thermite Welding MetallurgyDocument3 pagesThermite Welding MetallurgyDarryl007No ratings yet
- Best Practise Guideline of Well-Engineerd Weld Repairing of P91 PDFDocument124 pagesBest Practise Guideline of Well-Engineerd Weld Repairing of P91 PDFDarryl007No ratings yet
- Top 25 Lists With 25 Items EachDocument25 pagesTop 25 Lists With 25 Items EachDarryl007No ratings yet
- BS 7570-2000 - Validation of Arc Welding EquipmentDocument18 pagesBS 7570-2000 - Validation of Arc Welding EquipmentDarryl007100% (1)
- Dissimilar Metal WeldingDocument37 pagesDissimilar Metal WeldingAlbar33% (3)
- GB 6654 Steel Plate StandardDocument14 pagesGB 6654 Steel Plate Standardsiens2304No ratings yet
- Study of Mechanical Properties Microstru PDFDocument6 pagesStudy of Mechanical Properties Microstru PDFAyyappanSubramanianNo ratings yet
- (3143512) Diffusion WeldingDocument29 pages(3143512) Diffusion Weldingsushil sandhu100% (1)
- Ultrasonic WeldingDocument4 pagesUltrasonic WeldingDarryl007No ratings yet
- Tensile Properties of Friction Stir Welded Joints of 2024 Aluminum Alloys in Different Heat-Treated-StateDocument11 pagesTensile Properties of Friction Stir Welded Joints of 2024 Aluminum Alloys in Different Heat-Treated-StateRikko Putra YouliaNo ratings yet
- Analysis of Stainless Steel Welded Joints A Comparison Between Destructive and Non-Destructive TechniquesDocument7 pagesAnalysis of Stainless Steel Welded Joints A Comparison Between Destructive and Non-Destructive TechniquesKhalid M. HafezNo ratings yet
- Electro Slag Strip Cladding ProcessDocument5 pagesElectro Slag Strip Cladding ProcessIJMERNo ratings yet
- B.E. Paton, A.A. Bondarev-Characteristics of Electron Beam WeldingDocument7 pagesB.E. Paton, A.A. Bondarev-Characteristics of Electron Beam WeldingMohd Shafiq RudyzNo ratings yet
- Composites: Part A: Alain Prenleloup, Thomas Gmür, John Botsis, Konstantin O. Papailiou, Kurt ObristDocument9 pagesComposites: Part A: Alain Prenleloup, Thomas Gmür, John Botsis, Konstantin O. Papailiou, Kurt ObristAdam PrasetyaNo ratings yet
- Arc Welding Processes w3Document73 pagesArc Welding Processes w3snananrNo ratings yet
- BD C Candidate Handbook 2018 6.12.18 FINALDocument13 pagesBD C Candidate Handbook 2018 6.12.18 FINALmadhav sreekumarNo ratings yet
- About Welding Process 46Document1 pageAbout Welding Process 46XerexNo ratings yet
- JETIR1705014Document7 pagesJETIR1705014Animesh Dutt Mishra (B20MT006)No ratings yet
- Friction Welding of Combat Vehicles at TWI: by Stephan Kallee and Dave NicholasDocument10 pagesFriction Welding of Combat Vehicles at TWI: by Stephan Kallee and Dave NicholasB Vijaya KumarNo ratings yet
- Optimization of Weldability and Joint Strength of Al-Mg-Si With Additional Al-Si Cladding Based On A Design of Experiments InvestigationDocument11 pagesOptimization of Weldability and Joint Strength of Al-Mg-Si With Additional Al-Si Cladding Based On A Design of Experiments InvestigationpeubambergNo ratings yet
- An Investigation of Fusion Zone Microstructures of Welded Aluminum Alloy JointsDocument6 pagesAn Investigation of Fusion Zone Microstructures of Welded Aluminum Alloy JointsdietersimaNo ratings yet
- Corrosion Behavior of Welded Stainless Steel PDFDocument20 pagesCorrosion Behavior of Welded Stainless Steel PDFLanang Dian NugrohoNo ratings yet
- A Review On Friction Stir Spot Welding Joints of Dissimilar Aluminium Alloys PDFDocument5 pagesA Review On Friction Stir Spot Welding Joints of Dissimilar Aluminium Alloys PDFMaros SaNo ratings yet
- Houldcroft Weldability Test of Aluminium Alloy en Aw 6082 T6Document8 pagesHouldcroft Weldability Test of Aluminium Alloy en Aw 6082 T6DjordjeDjNo ratings yet
- A Review On Friction Stir Welding of Dissimilar Materials Between Aluminium Alloys To CopperDocument7 pagesA Review On Friction Stir Welding of Dissimilar Materials Between Aluminium Alloys To CopperInternational Journal of Latest Research in Engineering and TechnologyNo ratings yet
- 2021 Influence of Immersion Corrosion AISI 430 AISI 316L - IJE - Volume 34 - Issue 5 - 2021Document11 pages2021 Influence of Immersion Corrosion AISI 430 AISI 316L - IJE - Volume 34 - Issue 5 - 2021cesold delcaribeNo ratings yet
- Project 2020 PDFDocument29 pagesProject 2020 PDFDaya ShankarNo ratings yet
- Friction Stir Welding Characteristics of 2219-T6 Aluminum Alloy Assisted by External Non-Rotational ShoulderDocument13 pagesFriction Stir Welding Characteristics of 2219-T6 Aluminum Alloy Assisted by External Non-Rotational ShoulderSripriyan K 100507No ratings yet
- Electroformed Parts: E. N. CastellanoDocument8 pagesElectroformed Parts: E. N. CastellanosolquihaNo ratings yet
- Cavitation Erosion of Martensitic and Austenitic Stainless Steel Welded CoatingsDocument9 pagesCavitation Erosion of Martensitic and Austenitic Stainless Steel Welded CoatingsHenry León HenaoNo ratings yet
- Analysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Document9 pagesAnalysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Sreeharan Nagamani BNo ratings yet
- CMT Spot WeldingDocument11 pagesCMT Spot Weldingkarthick32mechNo ratings yet
- Composite Refractory MaterialsDocument8 pagesComposite Refractory MaterialsMatija BušićNo ratings yet
- Solid State Welding and Application in Aeronautical IndustryDocument8 pagesSolid State Welding and Application in Aeronautical Industrymaster002 XDNo ratings yet
- 1 s2.0 S2238785420318676 MainDocument13 pages1 s2.0 S2238785420318676 MainAHMED SAMIR ALEMDARNo ratings yet
- Zhang2020 AnnotatedDocument13 pagesZhang2020 AnnotatedAHMED SAMIR ALEMDARNo ratings yet
- Resistance Spot Welding of Martensitic Stainless Steel (Ss420) - Part IDocument12 pagesResistance Spot Welding of Martensitic Stainless Steel (Ss420) - Part IJoel BrasilBorgesNo ratings yet
- Wagner Balle Eifler USS Hybrids JOM 2012Document7 pagesWagner Balle Eifler USS Hybrids JOM 2012neetu.kNo ratings yet
- Report On Explosion WeldingDocument15 pagesReport On Explosion Weldingpulkit1412No ratings yet
- The Effect of Groove Welding On Mechanical PropertDocument8 pagesThe Effect of Groove Welding On Mechanical PropertMuhammad Zuhairy jabarNo ratings yet
- Explosive Welding of A6061/SUS821L1 Using Interlayers of Varying ThicknessesDocument16 pagesExplosive Welding of A6061/SUS821L1 Using Interlayers of Varying Thicknesseswilsy1978No ratings yet
- Microstructural and Mechanical Properties of SMAW Welded Dual Phase Steel JointsDocument7 pagesMicrostructural and Mechanical Properties of SMAW Welded Dual Phase Steel Jointsismail ismaNo ratings yet
- Phase Transformations Across High Strength Dissimilar Steel Inertia Friction WeldDocument11 pagesPhase Transformations Across High Strength Dissimilar Steel Inertia Friction WeldNipun AhujaNo ratings yet
- Martensitic Steel Sheets of 1300 and 1500mpa GradesDocument5 pagesMartensitic Steel Sheets of 1300 and 1500mpa Gradesmohamed ahmedNo ratings yet
- Introduction To Welding - 1 GCDocument66 pagesIntroduction To Welding - 1 GCkr_abhijeet72356587No ratings yet
- Microstructural and Mechanical Properties of Double-Sided MIG, TIG and Friction Stir Welded 5083-H321 Aluminium AlloyDocument9 pagesMicrostructural and Mechanical Properties of Double-Sided MIG, TIG and Friction Stir Welded 5083-H321 Aluminium AlloydietersimaNo ratings yet
- Submerged Arc Welding (SAW) Is A Common Arc Welding Process. The First Patent On The Submerged-Arc WeldingDocument31 pagesSubmerged Arc Welding (SAW) Is A Common Arc Welding Process. The First Patent On The Submerged-Arc Weldingankit gargNo ratings yet
- 2014 M. Divya, C.R DasDocument10 pages2014 M. Divya, C.R DasPRATEEK KUMARNo ratings yet
- Figner - FSSW Between Al and Steel Automotive Sheets Influence of Welding Parameters On Mechanical Properties and MicrostructureDocument12 pagesFigner - FSSW Between Al and Steel Automotive Sheets Influence of Welding Parameters On Mechanical Properties and MicrostructurePaula InesNo ratings yet
- Solid State Welding and Application in Aeronautical IndustryDocument8 pagesSolid State Welding and Application in Aeronautical Industrymaster002 XDNo ratings yet
- Features: Submerged Arc Welding (SAW) Is A CommonDocument3 pagesFeatures: Submerged Arc Welding (SAW) Is A CommonPradeep LakumNo ratings yet
- Welding ShopDocument5 pagesWelding ShopWaqas Hussain MalikNo ratings yet
- Ling2017 Article MicrostructureAndFatigueBehavi PDFDocument9 pagesLing2017 Article MicrostructureAndFatigueBehavi PDFKhalid HafezNo ratings yet
- Wagner 2013Document12 pagesWagner 2013Jafar TheoneNo ratings yet
- Effects of Weldin G Parameters On Hard Zone Dissimilar Metal WeldsDocument8 pagesEffects of Weldin G Parameters On Hard Zone Dissimilar Metal WeldsRami GhorbelNo ratings yet
- Application and Use of Different Aluminium AlloysDocument10 pagesApplication and Use of Different Aluminium AlloysSimon RečnikNo ratings yet
- Journal of Manufacturing Processes: Mingfeng Li, Yanjun Wang, Shanglu Yang, Wu Tao, Guotao ZhangDocument12 pagesJournal of Manufacturing Processes: Mingfeng Li, Yanjun Wang, Shanglu Yang, Wu Tao, Guotao Zhangfara latifaNo ratings yet
- Al and Steel Leaser WeldingDocument11 pagesAl and Steel Leaser WeldingSidhesh mishraNo ratings yet
- Euro Steel ASTM A312 Pipe DimensionsDocument2 pagesEuro Steel ASTM A312 Pipe DimensionsEnrico FermiNo ratings yet
- Xxy Z (/ (: : U Ax: U R©D:Apu QRDocument8 pagesXxy Z (/ (: : U Ax: U R©D:Apu QRDarryl007No ratings yet
- Arcal Chrome Technical SheetDocument2 pagesArcal Chrome Technical SheetDarryl007No ratings yet
- Datasheet Sandvik 2212htDocument2 pagesDatasheet Sandvik 2212htDarryl007No ratings yet
- Weldex - Production Records PDFDocument1 pageWeldex - Production Records PDFDarryl007No ratings yet
- Weldex - Drawing8Document1 pageWeldex - Drawing8Darryl007No ratings yet
- ACAHeatresistant PDFDocument1 pageACAHeatresistant PDFDarryl007No ratings yet
- ACAHeatresistant PDFDocument1 pageACAHeatresistant PDFDarryl007No ratings yet
- Hardox® 450: General Product DescriptionDocument2 pagesHardox® 450: General Product DescriptionAntonijaNo ratings yet
- Data Sheet 152uk Hardox 500 20180212 184 371857150 enDocument2 pagesData Sheet 152uk Hardox 500 20180212 184 371857150 enszystNo ratings yet
- ACAHeatresistant PDFDocument1 pageACAHeatresistant PDFDarryl007No ratings yet
- ACAHeatresistant PDFDocument1 pageACAHeatresistant PDFDarryl007No ratings yet
- Amended Act - Occupational Health and Safety 1993Document27 pagesAmended Act - Occupational Health and Safety 1993Paul MaposaNo ratings yet
- UnicornDocument1 pageUnicornDarryl007No ratings yet
- Sans-50818-2-2000 - Short Link Chain For Lifting PurposesDocument27 pagesSans-50818-2-2000 - Short Link Chain For Lifting PurposesDarryl0070% (1)
- DBT ExamplesDocument12 pagesDBT ExamplesDarryl007No ratings yet
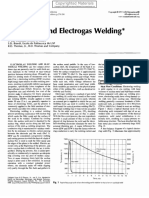
- Electrogas WeldingDocument11 pagesElectrogas WeldingDarryl007100% (1)
- SANS-1431 Withdrawal (2010)Document1 pageSANS-1431 Withdrawal (2010)Darryl007No ratings yet
- Explosive WeldingDocument3 pagesExplosive WeldingDarryl007No ratings yet
- Ebrosur Silk Town PDFDocument28 pagesEbrosur Silk Town PDFDausNo ratings yet
- Schroedindiger Eqn and Applications3Document4 pagesSchroedindiger Eqn and Applications3kanchankonwarNo ratings yet
- 2021 - Tet Purchase Behavior Report - INFOCUSDocument15 pages2021 - Tet Purchase Behavior Report - INFOCUSGame AccountNo ratings yet
- Masturbation It Might Feel Good But ItsDocument7 pagesMasturbation It Might Feel Good But ItsKshivam KhandelwalNo ratings yet
- Knowing Annelida: Earthworms, Leeches and Marine WormsDocument4 pagesKnowing Annelida: Earthworms, Leeches and Marine WormsCherry Mae AdlawonNo ratings yet
- Wirkungen FlechtenstoffeDocument21 pagesWirkungen FlechtenstoffeLogge UliNo ratings yet
- Combustion Cat 2008Document32 pagesCombustion Cat 2008Miguel LinaresNo ratings yet
- UPSC IFS Botany Syllabus: Paper - IDocument3 pagesUPSC IFS Botany Syllabus: Paper - IVikram Singh ChauhanNo ratings yet
- ME 2141 - Complete ModuleDocument114 pagesME 2141 - Complete ModuleNICOLE ANN MARCELINONo ratings yet
- 18 Butterfly Valves A Disc BrayDocument10 pages18 Butterfly Valves A Disc BrayAli FananiNo ratings yet
- 60 GHZDocument9 pages60 GHZjackofmanytradesNo ratings yet
- Meningitis & EncephalitisDocument7 pagesMeningitis & EncephalitisABAKADANo ratings yet
- IMRAD - G1 PepperDocument13 pagesIMRAD - G1 PepperRomero, Ken Angelo B.No ratings yet
- Lesson 1 - Simple StressDocument5 pagesLesson 1 - Simple StressJohn Philip NadalNo ratings yet
- Anxiolytics Sedatives Hypnotics Pharm 3Document38 pagesAnxiolytics Sedatives Hypnotics Pharm 3Peter Harris100% (1)
- Fund. of EnterpreneurshipDocument31 pagesFund. of EnterpreneurshipVarun LalwaniNo ratings yet
- NarendraVani KallubaluVKV 2010-11Document144 pagesNarendraVani KallubaluVKV 2010-11Vivekananda Kendra100% (1)
- Absence Makes The Heart Grow FonderDocument27 pagesAbsence Makes The Heart Grow FondereljhunNo ratings yet
- L C R Circuit Series and Parallel1Document6 pagesL C R Circuit Series and Parallel1krishcvrNo ratings yet
- Jual Sokkia SET 350X Total Station - Harga, Spesifikasi Dan ReviewDocument5 pagesJual Sokkia SET 350X Total Station - Harga, Spesifikasi Dan Reviewbramsalwa2676No ratings yet
- Hairpin tube arrangements and multiple-bend designs for superheatersDocument2 pagesHairpin tube arrangements and multiple-bend designs for superheatersMArifHidayahNo ratings yet
- Fairs in Punjab 2021-22Document9 pagesFairs in Punjab 2021-22Suchintan SinghNo ratings yet
- Dorian Auto production model with either-or constraints optimizationDocument1 pageDorian Auto production model with either-or constraints optimizationyanurarzaqaNo ratings yet
- Progressing Cavity Pump Overhaul GuideDocument5 pagesProgressing Cavity Pump Overhaul Guidesdsds-54No ratings yet
- Module 37 Nur 145Document38 pagesModule 37 Nur 145Marga WreatheNo ratings yet
- Com Statement (HT APFC22 - 02)Document2 pagesCom Statement (HT APFC22 - 02)SOUMENNo ratings yet