You might also like
- Apostila VálvulasDocument194 pagesApostila Válvulasanalulucarvalho100% (3)
- Apostilas Petrobras - Noções de Confiabilidade e ManutençãoDocument24 pagesApostilas Petrobras - Noções de Confiabilidade e ManutençãoGleydson RabeloNo ratings yet
- Reconstituição de prontuários de caldeiras flamotubularesDocument31 pagesReconstituição de prontuários de caldeiras flamotubularesMarçal Chiusoli Tonon100% (3)
- Apostila Fabiano Coelho Gestao de Custos PDFDocument115 pagesApostila Fabiano Coelho Gestao de Custos PDFMary Robison AleixoNo ratings yet
- Medrologia Dimensional: PaquímetroDocument87 pagesMedrologia Dimensional: PaquímetroellenkarolineNo ratings yet
- Instalação e Manutenção da Válvula de Segurança SV55EDocument28 pagesInstalação e Manutenção da Válvula de Segurança SV55EellenkarolineNo ratings yet
- Aula 5 - Metrologia - MicrometroDocument71 pagesAula 5 - Metrologia - MicrometroellenkarolineNo ratings yet
- Manual UFCD 0670Document27 pagesManual UFCD 0670Josiene Silva Sousa0% (1)
- Elementos de Fixação: Rebites, Pinos e CavilhasDocument179 pagesElementos de Fixação: Rebites, Pinos e CavilhasellenkarolineNo ratings yet
- Mesada educativa: regras e penalidadesDocument4 pagesMesada educativa: regras e penalidadesLaís Lira100% (1)
- Norma Brasileira: Abnt NBR IEC 60079-31Document18 pagesNorma Brasileira: Abnt NBR IEC 60079-31Caio Cézar100% (1)
- Exercicio IIDocument13 pagesExercicio IIRITA DE CASSIANo ratings yet
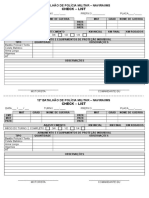
- Check-list de veículo do 12o BPM de NaviraíDocument2 pagesCheck-list de veículo do 12o BPM de NaviraíkaiqueNo ratings yet
- Projeto Amanda Revisao 013Document247 pagesProjeto Amanda Revisao 013ellenkarolineNo ratings yet
- Aula 6 e Aula 7 - MetrologiaDocument189 pagesAula 6 e Aula 7 - MetrologiaellenkarolineNo ratings yet
- Analise AbcDocument3 pagesAnalise AbcellenkarolineNo ratings yet
- Aula 2 - MetrologiaDocument44 pagesAula 2 - MetrologiaellenkarolineNo ratings yet
- Metrologia Dimensional: introdução à ciência da mediçãoDocument38 pagesMetrologia Dimensional: introdução à ciência da mediçãoellenkarolineNo ratings yet
- Trabalho EletricaDocument26 pagesTrabalho EletricaellenkarolineNo ratings yet
- ApresentaçãoDocument8 pagesApresentaçãoellenkarolineNo ratings yet
- WebCalc - Impressão de Resultados (Document3 pagesWebCalc - Impressão de Resultados (ellenkarolineNo ratings yet
- PGPI-3.04-F010-B - Manual de Meio Ambiente para ParceirosDocument10 pagesPGPI-3.04-F010-B - Manual de Meio Ambiente para ParceirosellenkarolineNo ratings yet
- Trabalho Eletrica Tabela 1Document5 pagesTrabalho Eletrica Tabela 1ellenkarolineNo ratings yet
- WebCalc - Impressão de Resultados (WWW - Webcalc.comssssDocument3 pagesWebCalc - Impressão de Resultados (WWW - Webcalc.comssssellenkarolineNo ratings yet
- 377 PDFDocument38 pages377 PDFKaioFernandesNo ratings yet
- Atualizações para a 8a Edição do BIPM (2006) da Brochura SIDocument16 pagesAtualizações para a 8a Edição do BIPM (2006) da Brochura SIellenkarolineNo ratings yet
- ComprimentoDocument2 pagesComprimentoellenkarolineNo ratings yet
- Cote 141Document13 pagesCote 141Alexsandro BazanellaNo ratings yet
- Inspeção de válvulas de segurança e alívioDocument12 pagesInspeção de válvulas de segurança e alívioellenkarolineNo ratings yet
- Infraestruturas de água e saneamentoDocument20 pagesInfraestruturas de água e saneamentoGerson MacaringueNo ratings yet
- Resumo - Família - 2º BiDocument30 pagesResumo - Família - 2º Bi9g7jzcdx5fNo ratings yet
- OrganofluxogramaDocument1 pageOrganofluxogramaLivia AlessandraNo ratings yet
- Já Agora, o Jornal Gratuito Da Covilhã e Fundão, Nº 79Document12 pagesJá Agora, o Jornal Gratuito Da Covilhã e Fundão, Nº 79jaagoraNo ratings yet
- Dimensionando lajes pré-moldadas com EPSDocument34 pagesDimensionando lajes pré-moldadas com EPSGuilherme TelesNo ratings yet
- Simulado Pne 01Document4 pagesSimulado Pne 01Helio Dos Santos CorreiaNo ratings yet
- Inovação - Como Aplicar Design Thinking Na Administração Pública - PDFDocument5 pagesInovação - Como Aplicar Design Thinking Na Administração Pública - PDFAlberto BrandãoNo ratings yet
- Vagas Sorocaba 09/04Document39 pagesVagas Sorocaba 09/04Adriana VendraminiNo ratings yet
- Sistema de Patch Balun modular para CFTV analógico e HDDocument4 pagesSistema de Patch Balun modular para CFTV analógico e HDSergio GuimarãesNo ratings yet
- Subsídios à exportação e medidas não tarifáriasDocument6 pagesSubsídios à exportação e medidas não tarifáriasOsvaldo Esteves SobrinhoNo ratings yet
- Nota de Serviço Marilan 197Document1 pageNota de Serviço Marilan 197WebSAT SoluçõesNo ratings yet
- Nota Informativa Licencas Sem Vencimento Licencas Sem RemuneracaoDocument7 pagesNota Informativa Licencas Sem Vencimento Licencas Sem RemuneracaocdanielsampaiocNo ratings yet
- Matriz Técnica ABAPDocument169 pagesMatriz Técnica ABAPnaotosx100% (1)
- Marketing de Relacionamento Digital - Duração 1hDocument10 pagesMarketing de Relacionamento Digital - Duração 1hWagner BarretoNo ratings yet
- Apostila de Auditoria para ConcursosDocument16 pagesApostila de Auditoria para ConcursosAchei Concursos0% (1)
- Respostas SIMULADODocument61 pagesRespostas SIMULADOVictor Hugo Soares Lima33% (3)
- Artigo Qsar Leave OutDocument9 pagesArtigo Qsar Leave OutClauber HenriqueNo ratings yet
- Capitulo 06 - HeapsortDocument92 pagesCapitulo 06 - Heapsortasdadsda4434343No ratings yet
- NBR 08348 NB 763 - Execucao de Sinalizacao Horizontal de Pistas e Patios em AeroportosDocument2 pagesNBR 08348 NB 763 - Execucao de Sinalizacao Horizontal de Pistas e Patios em AeroportosFelipe Prestes BatistaNo ratings yet
- ProdutosDocument3 pagesProdutosLeandro Lima RamaldesNo ratings yet
- Justificativa Edital 5 - Ronda EscolarDocument7 pagesJustificativa Edital 5 - Ronda EscolarMarcos Daniel Schmidt GarofaloNo ratings yet
- ENG.-ELÉTRICA UninorteDocument4 pagesENG.-ELÉTRICA UninorteJean Martins FrancoNo ratings yet
- Porcentagem Matemática para IniciantesDocument13 pagesPorcentagem Matemática para IniciantesAdamSoaresNo ratings yet
- TCC Farmácia ClinicaDocument11 pagesTCC Farmácia ClinicaHenrique JuniorNo ratings yet