You might also like
- Stainless Steel Cross-Sections Under Combined LoadingDocument8 pagesStainless Steel Cross-Sections Under Combined LoadingGilberNo ratings yet
- Laboratory Exercises in Astronomy: Solutions and AnswersFrom EverandLaboratory Exercises in Astronomy: Solutions and AnswersNo ratings yet
- Stainless Steel Cross-Sections Under Combined LoadingDocument6 pagesStainless Steel Cross-Sections Under Combined LoadingIhab El AghouryNo ratings yet
- EE Lab 8 FinalDocument9 pagesEE Lab 8 Finalbilalkamran888No ratings yet
- Shearboxtest 131212112102 Phpapp02 PDFDocument11 pagesShearboxtest 131212112102 Phpapp02 PDFmuhammad irfanNo ratings yet
- Standard Steel I-Beam Sizes ChartDocument3 pagesStandard Steel I-Beam Sizes ChartFerdinand AlbarNo ratings yet
- Direct Shear TestDocument19 pagesDirect Shear TestAh Gus100% (9)
- 15 Concentric Swage Nipple - 3D PDFDocument1 page15 Concentric Swage Nipple - 3D PDFWenceslao Campos CastruitaNo ratings yet
- Slab DesignDocument28 pagesSlab DesignLasika MantrigeNo ratings yet
- Simple PendulumDocument13 pagesSimple Pendulumthelmamusonda60No ratings yet
- CEMDEF40 Lesson 2 Strain and DeformationDocument21 pagesCEMDEF40 Lesson 2 Strain and Deformationgenrevjuan13No ratings yet
- 2.fluidized BedDocument6 pages2.fluidized Bedazzam2 anwrNo ratings yet
- Hydro Mechanical Erection Estimating 2021Document45 pagesHydro Mechanical Erection Estimating 2021samNo ratings yet
- Determination of The Conductance of Strong and Weak ElectrolyteDocument10 pagesDetermination of The Conductance of Strong and Weak Electrolytetotorost100% (12)
- PETR 3134 Codes and Specifications in The Petroleum IndustryDocument18 pagesPETR 3134 Codes and Specifications in The Petroleum IndustrynuvanNo ratings yet
- Member Name: P1: 1. General InformationDocument6 pagesMember Name: P1: 1. General Informationvijay kumar yadavNo ratings yet
- Experiment 07Document9 pagesExperiment 07Fahad MehmoodNo ratings yet
- Nominal Pipe Size - WikipediaDocument23 pagesNominal Pipe Size - WikipediaPrakashNo ratings yet
- ANOVA (Analysis of Variance) : NOVA ExampleDocument15 pagesANOVA (Analysis of Variance) : NOVA ExampleAyeah Metran EscoberNo ratings yet
- STAAD - Pro Report: Job InformationDocument10 pagesSTAAD - Pro Report: Job InformationSandip BudhathokiNo ratings yet
- Co (MG/L) : A% Exponential (A %)Document35 pagesCo (MG/L) : A% Exponential (A %)Οδυσσεας ΚοψιδαςNo ratings yet
- Chart TitleDocument5 pagesChart TitleMelany GuacaranNo ratings yet
- Compression StrengthDocument7 pagesCompression StrengthkrunalNo ratings yet
- Preview 2Document7 pagesPreview 2Mohamed SalahNo ratings yet
- Abs Vs # de CelulasDocument4 pagesAbs Vs # de CelulasXiadany MendozaNo ratings yet
- Buckling TestDocument16 pagesBuckling TestAhmed ElqazazNo ratings yet
- Buckling Test: Name: Ahmed Sayed ID: SUKD1503838Document12 pagesBuckling Test: Name: Ahmed Sayed ID: SUKD1503838ŸØüsap BasiliNo ratings yet
- Regression Analysis: Source SS DF MS F P-ValueDocument3 pagesRegression Analysis: Source SS DF MS F P-Valuejose rimariNo ratings yet
- XLPE Insulated Power Cable - Garylion CableDocument60 pagesXLPE Insulated Power Cable - Garylion CableemmanskiNo ratings yet
- Zeroth Experiment: To Study The Potential Divider CircuitDocument10 pagesZeroth Experiment: To Study The Potential Divider CircuitSwara MishraNo ratings yet
- Buckling TestDocument16 pagesBuckling TestAhmed ElqazazNo ratings yet
- J Tripleo 2011 02 017Document7 pagesJ Tripleo 2011 02 017Cosmin IfrimNo ratings yet
- Theis Confined Aquifer Test Analysis ScrollDocument5 pagesTheis Confined Aquifer Test Analysis ScrollElfi anaNo ratings yet
- 30 To 4 AWG Extra Soft Silicone Wire: 深圳市朝溢科技有限公司 Shenzhen Chaoyi Technology Co LtdDocument1 page30 To 4 AWG Extra Soft Silicone Wire: 深圳市朝溢科技有限公司 Shenzhen Chaoyi Technology Co LtdAga WassimNo ratings yet
- StressDocument13 pagesStressLenielle AmatosaNo ratings yet
- Physics Lab-2 Exp.-5 Vikarsh Jain 9920102082 E3Document10 pagesPhysics Lab-2 Exp.-5 Vikarsh Jain 9920102082 E3Vikarsh JainNo ratings yet
- XLPE Insulated Power CableDocument60 pagesXLPE Insulated Power CableTDG VNNo ratings yet
- Tabel Ukuran NPS - DN All Pipe SizeDocument2 pagesTabel Ukuran NPS - DN All Pipe SizeVirgus Wira YJ Umbai100% (1)
- ABB Pocket Book 11th Edition Chapter 16Document24 pagesABB Pocket Book 11th Edition Chapter 16macNo ratings yet
- Comparing Means: Samples: T-Tests For One Sample & Two RelatedDocument32 pagesComparing Means: Samples: T-Tests For One Sample & Two RelatedYun YoungNo ratings yet
- SP - Mep-1875 - PLN Upt KSKTDocument1 pageSP - Mep-1875 - PLN Upt KSKTmepNo ratings yet
- Tensile Testing of Metals Lab ReportDocument8 pagesTensile Testing of Metals Lab ReportEmıły Wınıfred100% (1)
- Homework 8 - Resistivity LogsDocument3 pagesHomework 8 - Resistivity LogsMoises PerezNo ratings yet
- Pile CapacityDocument3 pagesPile CapacityAnand SoniNo ratings yet
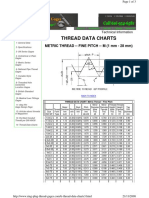
- Thread Data Charts: Metric Thread - Fine Pitch - M (1 MM - 28 MM)Document3 pagesThread Data Charts: Metric Thread - Fine Pitch - M (1 MM - 28 MM)BetoBluesNo ratings yet
- Pure Bending Exp ReportDocument5 pagesPure Bending Exp Reportabo MakbasNo ratings yet
- Lampiran FluidisasiDocument24 pagesLampiran FluidisasihossiNo ratings yet
- Te Presentation Lab 2004Document7 pagesTe Presentation Lab 2004juanNo ratings yet
- CHAPTER 1 PropertiesDocument12 pagesCHAPTER 1 PropertiesAli MahmoudNo ratings yet
- Tabla 1-11 (HSS Shapes)Document21 pagesTabla 1-11 (HSS Shapes)Leonardo ZambranoNo ratings yet
- Lista de MaterialesDocument6 pagesLista de MaterialesAdministración METALEC SASNo ratings yet
- Job 10 Torsion Test by Muhammad KhawarDocument12 pagesJob 10 Torsion Test by Muhammad KhawarMake Every Thing LiveNo ratings yet
- Curva Hipsometrica Ejemplo CuencaDocument3 pagesCurva Hipsometrica Ejemplo CuencaWalter Samuel Sisa YutoNo ratings yet
- KSL - Theo Vs KSL - Expt: N (RPS)Document1 pageKSL - Theo Vs KSL - Expt: N (RPS)Krishnakant PandeyNo ratings yet
- Analisis Struktur Gedung Kayu 6 Lantai Terhadap Beban Gempa Dan Beban AnginDocument6 pagesAnalisis Struktur Gedung Kayu 6 Lantai Terhadap Beban Gempa Dan Beban AnginFT Daniel SetiawanNo ratings yet
- 1.0 Objective:: Unconfined Compression TestDocument13 pages1.0 Objective:: Unconfined Compression TestsitiNo ratings yet
- M Ab Le: ST Ra inDocument50 pagesM Ab Le: ST Ra inRizette PaloganNo ratings yet
- Fatigue Test (Project Report)Document15 pagesFatigue Test (Project Report)Ahmad Fraz0% (1)
- Kinetics LabDocument10 pagesKinetics LabSamagra PandeyNo ratings yet
- NZS 3404-1997 Example 003 PDFDocument6 pagesNZS 3404-1997 Example 003 PDFIhab El AghouryNo ratings yet
- MethodologyDocument29 pagesMethodologyMuhammad Rizwan0% (1)
- Distorsion Induced FatigueDocument13 pagesDistorsion Induced FatigueIhab El AghouryNo ratings yet
- AS 3600-2009 Ex002Document4 pagesAS 3600-2009 Ex002Antonius AjalahNo ratings yet
- Release Notes SAP2000 v20.1.0Document8 pagesRelease Notes SAP2000 v20.1.0Nazim KASSABNo ratings yet
- DIY - How To Make Roses Using Empty Toilet Tissue Tubes - Reduce. Reuse. Recycle. Replenish. RestoreDocument9 pagesDIY - How To Make Roses Using Empty Toilet Tissue Tubes - Reduce. Reuse. Recycle. Replenish. RestoreIhab El AghouryNo ratings yet
- Software Verification: Automating The Sap2000 Verification Checking ProcessDocument7 pagesSoftware Verification: Automating The Sap2000 Verification Checking ProcessAntonius AjalahNo ratings yet
- Development of A Modified Hardy-Cross Algorithm Fo PDFDocument10 pagesDevelopment of A Modified Hardy-Cross Algorithm Fo PDFIhab El AghouryNo ratings yet
- Rayleigh Damping 1Document11 pagesRayleigh Damping 1Alexandru Stefan BothNo ratings yet
- Ec3 Steel Design JointDocument2 pagesEc3 Steel Design JointneverreturnNo ratings yet
- Get Published Quick Guide PDFDocument4 pagesGet Published Quick Guide PDFاحمد صالحNo ratings yet
- Applying For SCOPUS IndexingDocument5 pagesApplying For SCOPUS IndexingIhab El AghouryNo ratings yet
- Building A Radial Menu Control For Surface Devices - Developer BlogDocument19 pagesBuilding A Radial Menu Control For Surface Devices - Developer BlogIhab El AghouryNo ratings yet
- Wardenier Et Al-2018-Steel ConstructionDocument16 pagesWardenier Et Al-2018-Steel ConstructionIhab El AghouryNo ratings yet
- Torsion 1Document33 pagesTorsion 1Edward van MartinoNo ratings yet
- 1 A 56 DB 937 D 52110 C 74 F 0669Document17 pages1 A 56 DB 937 D 52110 C 74 F 0669Ihab El AghouryNo ratings yet
- FE Structural Analysis On An ExcelDocument27 pagesFE Structural Analysis On An Excelchuckhsu124867% (3)
- Cálculo de CW 2 PDFDocument9 pagesCálculo de CW 2 PDFAdriano AquinoNo ratings yet
- Pipe's Wall Thickness: ASTM A312, A358, A778, A53, A106, API 5L ASME/ANSI B36.19 B36.10Document0 pagesPipe's Wall Thickness: ASTM A312, A358, A778, A53, A106, API 5L ASME/ANSI B36.19 B36.10Siddiqui Abdul KhaliqNo ratings yet
- Conn ExamplesDocument15 pagesConn ExamplesIhab El AghouryNo ratings yet
- Damping Properties of MaterialsDocument6 pagesDamping Properties of MaterialsSushant RakhejaNo ratings yet
- F13 CE470Ch3Bolts Part2Document8 pagesF13 CE470Ch3Bolts Part2Ihab El AghouryNo ratings yet
- Connection Design 813 PDFDocument18 pagesConnection Design 813 PDFReza ShahsanaNo ratings yet
- Earthquake Hazards 101 - The Basics PDFDocument9 pagesEarthquake Hazards 101 - The Basics PDFIhab El AghouryNo ratings yet
- Earthquake Hazards 101 - The Basics PDFDocument9 pagesEarthquake Hazards 101 - The Basics PDFIhab El AghouryNo ratings yet
- Primer 1Document7 pagesPrimer 1Alexander NarváezNo ratings yet
- VSL Strand Post Tensioning Systems PDFDocument41 pagesVSL Strand Post Tensioning Systems PDFJonathan GallegosNo ratings yet
- Calculation of Sectional CharacteristicsDocument6 pagesCalculation of Sectional CharacteristicsIhab El AghouryNo ratings yet
- Crane Straining ActionsDocument2 pagesCrane Straining ActionsIhab El AghouryNo ratings yet
- Earthquake Hazards 201 - Technical Q&ADocument11 pagesEarthquake Hazards 201 - Technical Q&AIhab El AghouryNo ratings yet
- Politecnico Di Milano - BrochureDocument6 pagesPolitecnico Di Milano - BrochureMuhammad UsmanNo ratings yet
- Summer Training in Lucknow - AUTOCADDocument14 pagesSummer Training in Lucknow - AUTOCADArshit RaiNo ratings yet
- AvK DIG 156Document1 pageAvK DIG 156Galih Trisna NugrahaNo ratings yet
- BS 7671 AMD3) - Requirements For Electrical Installations. IET Wiring RegulationsDocument82 pagesBS 7671 AMD3) - Requirements For Electrical Installations. IET Wiring RegulationsAyman Al HasaarNo ratings yet
- Analysis of Axial Pile Load Test(s) On Large Bored Grouted and Instrumented PilesDocument14 pagesAnalysis of Axial Pile Load Test(s) On Large Bored Grouted and Instrumented PilesTony ChanNo ratings yet
- New ANSI Fall Protection Standards: ANSI Z359.7 and ANSI Z359.14Document21 pagesNew ANSI Fall Protection Standards: ANSI Z359.7 and ANSI Z359.14Chandrasekhar SonarNo ratings yet
- EText-Wiley UBDocument64 pagesEText-Wiley UBELIXIR GajbhiyeNo ratings yet
- 10 - Helical AnchorsDocument55 pages10 - Helical AnchorsrzsoltNo ratings yet
- The Capability Maturity Model For SoftwareDocument7 pagesThe Capability Maturity Model For SoftwareNecat SönmezNo ratings yet
- I2MTC-2019 Program FINAL Ad PDFDocument104 pagesI2MTC-2019 Program FINAL Ad PDFmrme44No ratings yet
- Curriculum Vitae: Nitheesh P.MDocument2 pagesCurriculum Vitae: Nitheesh P.MNitheesh MohanNo ratings yet
- AAI Graduate Engineer Trainee SyllabusDocument3 pagesAAI Graduate Engineer Trainee SyllabusRamkumarNo ratings yet
- Mechanics of SolidsDocument9 pagesMechanics of SolidsSrikanth GogineniNo ratings yet
- ACE MAINS ESE-2019-Mains-Offline-Test-Series-EC PDFDocument2 pagesACE MAINS ESE-2019-Mains-Offline-Test-Series-EC PDFprabir nayakNo ratings yet
- MultistoreybuildingDocument43 pagesMultistoreybuildingmohan890100% (1)
- CHAPTER 1 Background, History, and Wonders of Civil EngineeringDocument22 pagesCHAPTER 1 Background, History, and Wonders of Civil Engineeringnadiah natasyaNo ratings yet
- Masteremaco S 488: Dual Shrinkage Compensated, Trowelable Fibre Reinforced Thixotropic Repair MortarDocument2 pagesMasteremaco S 488: Dual Shrinkage Compensated, Trowelable Fibre Reinforced Thixotropic Repair Mortarsurendra_pangaNo ratings yet
- CAPdoDocument5 pagesCAPdoPauloanDiasNo ratings yet
- Vrbas Resume - Technical RecruiterDocument1 pageVrbas Resume - Technical Recruiterapi-545984709No ratings yet
- Seismic Load CalculationDocument7 pagesSeismic Load CalculationSuraj OjhaNo ratings yet
- Comparative Study On Analysis and Design of Skew Bridge by STAAD and ETABS Software Using Finite Element MethodDocument8 pagesComparative Study On Analysis and Design of Skew Bridge by STAAD and ETABS Software Using Finite Element MethodEditor IJTSRDNo ratings yet
- CSA CertifiedProduct FWMurphyDocument31 pagesCSA CertifiedProduct FWMurphyJohnLAsiaNo ratings yet
- Applied Thermo - 1st ClassDocument10 pagesApplied Thermo - 1st ClassNur Hanim Abd GhaniNo ratings yet
- ANALISIS PENERAPAN SISTEM LOCKOUTTAGOUT (LOTO) PADA BAGIAN OPERASI DAN PEMELIHARAAN DI PT. X TANJUNG EMAS KOTA SEMARANG (Berdasarkan Standar OSHA 29 CFR Part 1910.147 Dan Part 1910.333) PDFDocument11 pagesANALISIS PENERAPAN SISTEM LOCKOUTTAGOUT (LOTO) PADA BAGIAN OPERASI DAN PEMELIHARAAN DI PT. X TANJUNG EMAS KOTA SEMARANG (Berdasarkan Standar OSHA 29 CFR Part 1910.147 Dan Part 1910.333) PDFAfif Fayadh VictoryNo ratings yet
- BVoc Mechatronics (PS) PDFDocument8 pagesBVoc Mechatronics (PS) PDFakashNo ratings yet
- Pipe Stress and Flexibility AnalysisDocument25 pagesPipe Stress and Flexibility Analysisaap1No ratings yet
- Tangazo La Kazi - 22 May, 2013 PDFDocument35 pagesTangazo La Kazi - 22 May, 2013 PDFyuvambenaNo ratings yet
- Limit Load of Portal FramesDocument3 pagesLimit Load of Portal FramesChan Kin CheungNo ratings yet
- Reles, Fuentes, Etc. Catalogo - ABBDocument452 pagesReles, Fuentes, Etc. Catalogo - ABBmpica100% (1)
- Wide-Span Building ListDocument5 pagesWide-Span Building ListDevi CandraNo ratings yet
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (138)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansNo ratings yet
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsFrom EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsNo ratings yet
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetFrom EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetRating: 4.5 out of 5 stars4.5/5 (10)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansRating: 4.5 out of 5 stars4.5/5 (21)
- Geotechnical Engineering Calculations and Rules of ThumbFrom EverandGeotechnical Engineering Calculations and Rules of ThumbRating: 4 out of 5 stars4/5 (17)
- Rocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyFrom EverandRocks and Minerals of The World: Geology for Kids - Minerology and SedimentologyRating: 4.5 out of 5 stars4.5/5 (5)
- Troubleshooting and Repair of Diesel EnginesFrom EverandTroubleshooting and Repair of Diesel EnginesRating: 1.5 out of 5 stars1.5/5 (2)
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeFrom EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeRating: 4.5 out of 5 stars4.5/5 (59)
- Summary of Neil Postman's Amusing Ourselves to DeathFrom EverandSummary of Neil Postman's Amusing Ourselves to DeathRating: 4 out of 5 stars4/5 (2)
- Structural Cross Sections: Analysis and DesignFrom EverandStructural Cross Sections: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (19)
- The Finite Element Method: Linear Static and Dynamic Finite Element AnalysisFrom EverandThe Finite Element Method: Linear Static and Dynamic Finite Element AnalysisRating: 5 out of 5 stars5/5 (3)
- Cable Supported Bridges: Concept and DesignFrom EverandCable Supported Bridges: Concept and DesignRating: 5 out of 5 stars5/5 (1)
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesFrom EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesNo ratings yet
- Construction Innovation and Process ImprovementFrom EverandConstruction Innovation and Process ImprovementAkintola AkintoyeNo ratings yet
- Rock Fracture and Blasting: Theory and ApplicationsFrom EverandRock Fracture and Blasting: Theory and ApplicationsRating: 5 out of 5 stars5/5 (2)