You might also like
- Troubleshooting KobelcoDocument10 pagesTroubleshooting KobelcoPaijo100% (24)
- Residential Cooling Load CalculationDocument24 pagesResidential Cooling Load CalculationAngeloTomalonNo ratings yet
- ThermodynamicsDocument341 pagesThermodynamicsjonathan2788100% (4)
- List of Standards and Guidelines For Drilling, Well Construction & Well OperationsDocument2 pagesList of Standards and Guidelines For Drilling, Well Construction & Well OperationsInternational Association of Oil and Gas Producers100% (1)
- Cement Mill ReportDocument13 pagesCement Mill ReportYhaneNo ratings yet
- Raw Mill Vertical Roller Mill PDFDocument58 pagesRaw Mill Vertical Roller Mill PDFganong itbNo ratings yet
- Separator Operation PDFDocument21 pagesSeparator Operation PDFAnoop Tiwari100% (1)
- Kiln Shell Specification SummaryDocument20 pagesKiln Shell Specification SummaryAnonymous p4GdtQpNo ratings yet
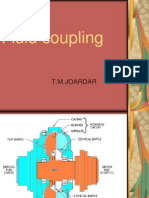
- Fluid coupling operating principlesDocument43 pagesFluid coupling operating principlesKuntal Satpathi50% (2)
- FK PumpDocument29 pagesFK PumpPP2 Common ID/OperationNo ratings yet
- Reverse Air Bag House PDFDocument4 pagesReverse Air Bag House PDFRanga VamshiNo ratings yet
- Blaine Reference Blaine Required e KDocument4 pagesBlaine Reference Blaine Required e KNael100% (3)
- Basic Principles and Operation of A TransformerDocument28 pagesBasic Principles and Operation of A Transformershaggy_harteNo ratings yet
- Hot Alignment 2009Document97 pagesHot Alignment 2009Anonymous V210wtJiZNo ratings yet
- 04 Ravishankar Madras Cement Journey of Loesche Mills in Ramco GroupDocument38 pages04 Ravishankar Madras Cement Journey of Loesche Mills in Ramco GroupFauzan HamdaniNo ratings yet
- Vertical Roller Mill SummaryDocument20 pagesVertical Roller Mill SummaryPhyo Thura Htay100% (3)
- Kiln MigrationDocument3 pagesKiln MigrationfaheemqcNo ratings yet
- Microscopical Examination and Interpretation of Portland Cement and Clinker - by Donald H. Campbell PHD Sp030Document214 pagesMicroscopical Examination and Interpretation of Portland Cement and Clinker - by Donald H. Campbell PHD Sp030JK100% (15)
- LT e BL 1113Document8 pagesLT e BL 1113Robson de Freitas WerlingNo ratings yet
- 05 RP - Process Know HowDocument25 pages05 RP - Process Know Howaff bear100% (2)
- Loesche Round Table VICATDocument20 pagesLoesche Round Table VICATrecaiNo ratings yet
- Vertical Mill CalculationsDocument12 pagesVertical Mill CalculationsAbhijeet Jhankal100% (1)
- Cement Separator & Ball Mill OptimizationDocument29 pagesCement Separator & Ball Mill OptimizationAdelezzat OmranNo ratings yet
- Report On Cement MillDocument9 pagesReport On Cement MillYounas Khan100% (1)
- 02 Plant OverviewDocument15 pages02 Plant OverviewErnestoAlonsoCornejoChambi100% (1)
- Cement Mill: History Materials Ground Temperature Control Ball MillsDocument5 pagesCement Mill: History Materials Ground Temperature Control Ball MillsAli HadiNo ratings yet
- Jaypee Cement Plant Grinding Uniit-3Document27 pagesJaypee Cement Plant Grinding Uniit-3sunil kumar patelNo ratings yet
- Vertical Roller MillDocument42 pagesVertical Roller Milliezanblack_pearl100% (2)
- Empty Mill & High Mill KWDocument2 pagesEmpty Mill & High Mill KWjagrut100% (2)
- Ahemdabad Company Details (AutoRecovered) (AutoRecovered)Document261 pagesAhemdabad Company Details (AutoRecovered) (AutoRecovered)protonelectricals1208No ratings yet
- 154 Loesche Mills For Cement Raw Material E 2016Document28 pages154 Loesche Mills For Cement Raw Material E 2016faheemqcNo ratings yet
- Doc VRM Measurements BATDocument15 pagesDoc VRM Measurements BATsaji kumarNo ratings yet
- Vertical Mill PDFDocument15 pagesVertical Mill PDFGregory100% (4)
- Rotary Kiln Motor Instruction ManualDocument15 pagesRotary Kiln Motor Instruction ManualMuhammad100% (3)
- R A R F U: % Passing Size, M Feed Coarse FinesDocument3 pagesR A R F U: % Passing Size, M Feed Coarse FinesAli HüthütNo ratings yet
- Atox 45 Raw Mill Critical Interlock SheetDocument6 pagesAtox 45 Raw Mill Critical Interlock SheetValipireddy NagarjunNo ratings yet
- Roller Press Classifier Circulation FactorDocument9 pagesRoller Press Classifier Circulation Factorshahid2995100% (1)
- Finish Grinding by Roller PressDocument3 pagesFinish Grinding by Roller PressManish Verma100% (3)
- OK MillDocument52 pagesOK MillHazem Hasan100% (2)
- VRM Heat and Mass BalanceDocument1 pageVRM Heat and Mass BalanceRajeshRockNo ratings yet
- VRM - PaperDocument9 pagesVRM - PaperJoko DewotoNo ratings yet
- Bag House Differential Pressure: Key Indicator of Operation and TroubleshootingDocument8 pagesBag House Differential Pressure: Key Indicator of Operation and TroubleshootingZegera Mgendi100% (2)
- VRM OKoookuuiiiiljjjjyggyyDocument8 pagesVRM OKoookuuiiiiljjjjyggyyRakaNo ratings yet
- A Raw Mill Nozzle Ring Area Velocity Calculation: 1/2 (A+B) C BDocument4 pagesA Raw Mill Nozzle Ring Area Velocity Calculation: 1/2 (A+B) C BYhaneNo ratings yet
- Operating Manual for Slag Grinding UnitDocument41 pagesOperating Manual for Slag Grinding UnitPushpendra Kumar KushwahaNo ratings yet
- Bruker Advanced X-Ray Solutions SPECTRAplus Tutorial ManualDocument210 pagesBruker Advanced X-Ray Solutions SPECTRAplus Tutorial ManualRobson de Freitas WerlingNo ratings yet
- Vertical Roller Mill State of The Art Raw GrindingDocument4 pagesVertical Roller Mill State of The Art Raw GrindingzementheadNo ratings yet
- Verticle Roller Mill: Presented By-Mahesh Kumar Nyati Get-MeDocument34 pagesVerticle Roller Mill: Presented By-Mahesh Kumar Nyati Get-Mevikas100% (1)
- Pakistan Cement Company 5 Stage 2 String ILC Cyclone Preheater SystemDocument55 pagesPakistan Cement Company 5 Stage 2 String ILC Cyclone Preheater SystemAdnan Nawaz100% (2)
- Technical Specification of VSK PDFDocument28 pagesTechnical Specification of VSK PDFmaran.suguNo ratings yet
- Cement Mill DrivesDocument29 pagesCement Mill Drivessumit jain100% (1)
- Diagnostic Study For Cement Mill OptimizationDocument9 pagesDiagnostic Study For Cement Mill OptimizationHilmy MuhammadNo ratings yet
- Boiler Feed Pump Sizing CalculationDocument18 pagesBoiler Feed Pump Sizing CalculationArun Kumar Dey100% (2)
- Cement Production Operator Training GuideDocument7 pagesCement Production Operator Training GuidemkpqNo ratings yet
- Axera 5-126 - 6232sd PDFDocument4 pagesAxera 5-126 - 6232sd PDFOscar Acevedo MirandaNo ratings yet
- 081 - TSP HUA400 20080305 Kiln Audit Dec07Document30 pages081 - TSP HUA400 20080305 Kiln Audit Dec07mkpq100% (2)
- 273Document75 pages273LabroufiAbdelouahedNo ratings yet
- Newly Developed 0-Sepa Air Separator Provides Sharp Particle ClassificationDocument7 pagesNewly Developed 0-Sepa Air Separator Provides Sharp Particle ClassificationTomas Masquimillan Peñailillo100% (1)
- Atox 20 Coal Mill Critical Interlock SheetDocument6 pagesAtox 20 Coal Mill Critical Interlock SheetValipireddy NagarjunNo ratings yet
- BS EN 196 Part3 (Ruso) PDFDocument15 pagesBS EN 196 Part3 (Ruso) PDFRobson de Freitas Werling100% (1)
- Vertical Roller MillDocument3 pagesVertical Roller MillChaitanya Chinta0% (1)
- Presentation-Hydraulic System in VRPMDocument24 pagesPresentation-Hydraulic System in VRPMmsvprasadNo ratings yet
- RM operation SOPsDocument3 pagesRM operation SOPsAlaa MaherNo ratings yet
- Fons Technology PDFDocument28 pagesFons Technology PDFBulent BULUTNo ratings yet
- Vertical Roller MillDocument2 pagesVertical Roller MillAhmed Younis0% (2)
- 15th NCB Technical PaperDocument10 pages15th NCB Technical PaperSalah RomdaniNo ratings yet
- Optimization of Vertical roller Mill (VRM) TemperatureDocument2 pagesOptimization of Vertical roller Mill (VRM) TemperatureVijay BhanNo ratings yet
- Clinker Cooler OperationDocument5 pagesClinker Cooler OperationJCSNo ratings yet
- Pebble Crusher Specific EnergyDocument10 pagesPebble Crusher Specific Energy12milehillNo ratings yet
- Milling Plant PerformanceDocument10 pagesMilling Plant PerformanceMuralidhar chowdaryNo ratings yet
- 3 CsDocument14 pages3 CsRavindra PawarNo ratings yet
- LahntechnikBR 058 31Document48 pagesLahntechnikBR 058 31Robson de Freitas WerlingNo ratings yet
- Bs en 196 1 1995 Methods of Testing Cement Part 1 Determination of Strength PDFDocument29 pagesBs en 196 1 1995 Methods of Testing Cement Part 1 Determination of Strength PDFSaikrishna rao PolasaniNo ratings yet
- An212 La-960Document2 pagesAn212 La-960Robson de Freitas WerlingNo ratings yet
- Airframe Fuel SystemDocument30 pagesAirframe Fuel SystemLuis GarciaNo ratings yet
- RLA Test FormatDocument11 pagesRLA Test Formatmayur dhandeNo ratings yet
- Bharat Hotels Annual ReportDocument203 pagesBharat Hotels Annual ReportJaydeep Thaker100% (1)
- EPL 0006898 ArticleDocument28 pagesEPL 0006898 ArticleGuillermo IdarragaNo ratings yet
- Day 4 Fossil Fuels Lesson PlanDocument3 pagesDay 4 Fossil Fuels Lesson Planapi-308499386No ratings yet
- User Manual Mariner 50Document24 pagesUser Manual Mariner 50Cyrille PVNo ratings yet
- Draft MP Net Metering Policy - 4.11Document11 pagesDraft MP Net Metering Policy - 4.11Anand PuntambekarNo ratings yet
- Chemical ThermodynamicsDocument46 pagesChemical ThermodynamicsHardik0% (1)
- Heat Equation 1 DDocument3 pagesHeat Equation 1 Djohndo3No ratings yet
- ADIABATIC FLOW IN A DUCT WITH FRICTION (FANNO FLOWDocument30 pagesADIABATIC FLOW IN A DUCT WITH FRICTION (FANNO FLOWHamza AshrafNo ratings yet
- Gates em Ingles 2010Document76 pagesGates em Ingles 2010felipeintegraNo ratings yet
- PanasonicDocument15 pagesPanasonicMohd HaniffNo ratings yet
- Tata Motors Company ProfileDocument11 pagesTata Motors Company ProfileSiva Krishna Reddy NallamilliNo ratings yet
- FIRST TERMINAL EVALUATION 2021-22 PHYSICS CLASS XDocument3 pagesFIRST TERMINAL EVALUATION 2021-22 PHYSICS CLASS XLahnNo ratings yet
- Vibration Isolation Selection GuideDocument5 pagesVibration Isolation Selection GuidearifzakirNo ratings yet
- Swirl and Tumble PDFDocument2 pagesSwirl and Tumble PDFCarabela AndreeaNo ratings yet
- Project: Layyah Combined Cycle Power Plant: Sub Station: Equipment: Panel Type Bay Ref: DateDocument3 pagesProject: Layyah Combined Cycle Power Plant: Sub Station: Equipment: Panel Type Bay Ref: DatesamlashNo ratings yet
- Rankine Cycle Efficiency and ParametersDocument12 pagesRankine Cycle Efficiency and ParametersMario GonzalezNo ratings yet
- A Solar Power-Assisted Battery Balancing System For Electric Vehicles PDFDocument12 pagesA Solar Power-Assisted Battery Balancing System For Electric Vehicles PDFCrispNo ratings yet
- HYpact Compact HybridDocument24 pagesHYpact Compact HybridMateo Alvez100% (1)
- Macroeconomic Modeling for SDGs in Least Developing EconomiesDocument25 pagesMacroeconomic Modeling for SDGs in Least Developing EconomiesAM operationNo ratings yet
- Fire Safety Procedures: Prevention, Equipment & AlarmsDocument11 pagesFire Safety Procedures: Prevention, Equipment & AlarmsCyrus SantosNo ratings yet
- VolsampDocument153 pagesVolsampSonny HutomoNo ratings yet