You might also like
- Técnicas de reacondicionamiento y preentrega. TMVL0509From EverandTécnicas de reacondicionamiento y preentrega. TMVL0509No ratings yet
- Procedimiento para Planchas Tr4Document7 pagesProcedimiento para Planchas Tr4Felix Alejandro Garcia RodriguezNo ratings yet
- 04 Procedimiento Limpieza y Pintura de Tuberia 10 Pulgadas SCH 50 - Consorcion Santa RosaDocument13 pages04 Procedimiento Limpieza y Pintura de Tuberia 10 Pulgadas SCH 50 - Consorcion Santa RosaJuan Bautista Rojas VillegasNo ratings yet
- Procedimiento de Montaje Cobertura Metalica TRDocument6 pagesProcedimiento de Montaje Cobertura Metalica TRNatali UQNo ratings yet
- Prueba de Filtracion en Cobertura MetalicaDocument1 pagePrueba de Filtracion en Cobertura MetalicaArturo Yanquirimachi BarrantesNo ratings yet
- Protocolo cOLOCACION FRP Top Consult PDFDocument1 pageProtocolo cOLOCACION FRP Top Consult PDFLuis Lázaro ApolayaNo ratings yet
- Procedimiento de Aplicación - Sigmacover 280 - Auropoxi 440 - Tuberías de PVC - Esmetal (GSU)Document7 pagesProcedimiento de Aplicación - Sigmacover 280 - Auropoxi 440 - Tuberías de PVC - Esmetal (GSU)juanNo ratings yet
- Promastic 89 MP 1Document2 pagesPromastic 89 MP 1David Chuquijajas ChuquilinNo ratings yet
- Hoja Técnica ANDINA MASTIC FINISH 900Document5 pagesHoja Técnica ANDINA MASTIC FINISH 900William Garcia MazaNo ratings yet
- Recmastic 870 HSHBDocument2 pagesRecmastic 870 HSHBHector Suarez100% (1)
- Procedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BDocument14 pagesProcedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BJosé Alberto Quispe Torres50% (2)
- Procedimiento de Preparación de Superficie, Aplicación y Resane de Pintura para EstructurasDocument26 pagesProcedimiento de Preparación de Superficie, Aplicación y Resane de Pintura para EstructurasNilton Luis100% (3)
- F-SIG-CAL-01 Prot Niv Verticalidad y Alineamiento de EstructurasDocument1 pageF-SIG-CAL-01 Prot Niv Verticalidad y Alineamiento de Estructurascjms_2203_344910725100% (2)
- 2-Procedimiento de Arenado - v1.0Document11 pages2-Procedimiento de Arenado - v1.0MARITA DE FATIMA LAYME DEL SOLAR100% (2)
- Ppi Fabricacion MontajeDocument2 pagesPpi Fabricacion MontajeELIANA GABRIELA ALVAREZ ZUÑIGANo ratings yet
- Epomax HB 85 Gris Ral 7035 Certificado de CalidadDocument1 pageEpomax HB 85 Gris Ral 7035 Certificado de CalidadFreddy Taipe CruNo ratings yet
- Procedimiento de Montaje - Desmontaje y de PlataformaDocument39 pagesProcedimiento de Montaje - Desmontaje y de PlataformaErick F. Ñiquen AdrianzenNo ratings yet
- Procedimiento Instalación Del Sistema de Anclaje HILTIDocument11 pagesProcedimiento Instalación Del Sistema de Anclaje HILTINilton LuisNo ratings yet
- Plan de Trabajo - Servicio de Arenado y Pintado de Equipos de Produccion San NicolasDocument16 pagesPlan de Trabajo - Servicio de Arenado y Pintado de Equipos de Produccion San NicolasmelissaNo ratings yet
- Pe-012 Rev.2 Arenado de Superficies MetalicasDocument5 pagesPe-012 Rev.2 Arenado de Superficies MetalicasMatias GutierresNo ratings yet
- AMyC-GEOS-PETS-007 - Montaje de Tuberia HDPE en La Linea 1Document6 pagesAMyC-GEOS-PETS-007 - Montaje de Tuberia HDPE en La Linea 1Jorge EstelaNo ratings yet
- Manual de Mantenimiento Paneles Metálicos PRECORDocument2 pagesManual de Mantenimiento Paneles Metálicos PRECORRogelio Guerra100% (1)
- Preparacion SuperficialDocument7 pagesPreparacion SuperficialDiego ParedesNo ratings yet
- Protocolos de Arenado de Estructura MetaDocument5 pagesProtocolos de Arenado de Estructura MetaGh LiaNo ratings yet
- Protocolo de Inspeccion Por Tinte Penetrante de Estructura de Hidrociclon 1Document1 pageProtocolo de Inspeccion Por Tinte Penetrante de Estructura de Hidrociclon 1juan montufar100% (1)
- Ft-106 Golmastic 850 HSHBDocument2 pagesFt-106 Golmastic 850 HSHBCRISTIAN LIZARASO PÉREZ100% (1)
- Regimen Laboral de Construccion CivilDocument28 pagesRegimen Laboral de Construccion CivilEDSON JUNIOR CRUZ MUÑOZNo ratings yet
- Sgc-Pet-001 Montaje de Cobertura Panel Termo Aislante Tat 1060Document10 pagesSgc-Pet-001 Montaje de Cobertura Panel Termo Aislante Tat 1060drodriguezpalacinNo ratings yet
- 05 01 Control DimensionalDocument2 pages05 01 Control DimensionalNohelia Luz Jiménez ValenzuelaNo ratings yet
- 3.16 Iponlac PrimerDocument4 pages3.16 Iponlac PrimerPeter CallánNo ratings yet
- PETS-GOP-TU-005 RevA Montaje de Tanques SoldadosDocument17 pagesPETS-GOP-TU-005 RevA Montaje de Tanques Soldadoskensou_46No ratings yet
- Dossier de Calidad de PinturaDocument2 pagesDossier de Calidad de PinturaCarmen VictoriaNo ratings yet
- Protocolo Pruebas HidrostaticasDocument11 pagesProtocolo Pruebas Hidrostaticasdacumay_27No ratings yet
- Recmastic 870 HSHBDocument2 pagesRecmastic 870 HSHBCARLANo ratings yet
- Pets Montaje MallaDocument4 pagesPets Montaje MallaJesus PradaNo ratings yet
- Pintura de Acabado - Ultramastic - 850 - HSHBDocument2 pagesPintura de Acabado - Ultramastic - 850 - HSHBrooseveltNo ratings yet
- PETS - FAMOME - para Montaje de Anclajes de Vigas y Tijerales Metálicos.Document12 pagesPETS - FAMOME - para Montaje de Anclajes de Vigas y Tijerales Metálicos.lpillacaa936No ratings yet
- Procedimiento de PintadoDocument8 pagesProcedimiento de PintadoAlex Oscar67% (3)
- PROCEDIMIENTO MONTAJE DE COBERTURA SUPERIOR - Rev.Document19 pagesPROCEDIMIENTO MONTAJE DE COBERTURA SUPERIOR - Rev.Juan Pablo Villavicencio ArceNo ratings yet
- Procedimiento de Soldadura de Inox304-316Document1 pageProcedimiento de Soldadura de Inox304-316Daniel Quispe100% (1)
- PR-CC-003 Control Dimensional en El ArmadoDocument8 pagesPR-CC-003 Control Dimensional en El Armadomecanicquique100% (1)
- Protocolo PinturaDocument1 pageProtocolo PinturaFreddy Alex Ortiz CidNo ratings yet
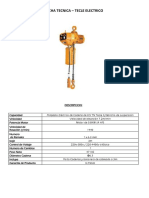
- FT - Tecle ElectricoDocument1 pageFT - Tecle ElectricoSOPHIA RIVERANo ratings yet
- Registro ArenadoDocument3 pagesRegistro ArenadoItalo JaureguiNo ratings yet
- PETS DE CONFORMACIÓN DE VIAS CON AFIRMADO FinalDocument11 pagesPETS DE CONFORMACIÓN DE VIAS CON AFIRMADO FinalRenato Barboza SamaniegoNo ratings yet
- CAP15021-C2-5700-15-CS-102 - Prep de Sup y Aplicacion de RecubrimientosDocument23 pagesCAP15021-C2-5700-15-CS-102 - Prep de Sup y Aplicacion de RecubrimientosSonia Liset Mamani HuamaniNo ratings yet
- Plan de Gestion de Calidad - Procedimiento GroutingDocument7 pagesPlan de Gestion de Calidad - Procedimiento GroutingPiero SánchezNo ratings yet
- Inspección Del AceroDocument2 pagesInspección Del Acerodante100% (1)
- Pintado de Barandas-Prueba de Adherencia - MotaengilDocument6 pagesPintado de Barandas-Prueba de Adherencia - MotaengilPedro Juan Dàvila ZùñigaNo ratings yet
- Welding Map P-2039Document2 pagesWelding Map P-2039Anthony Ventura Reyes100% (2)
- Procedimiento de PintadoDocument16 pagesProcedimiento de Pintadoykp1234No ratings yet
- PET 14 - Desmontaje de Tijerales, Correas y Templadores REV - 01Document7 pagesPET 14 - Desmontaje de Tijerales, Correas y Templadores REV - 01Allison CR100% (2)
- Registro de Trazo y Replanteo TopograficoDocument2 pagesRegistro de Trazo y Replanteo TopograficoBeto MartínezNo ratings yet
- Base Zincromato Anypsa - Tipo, Acabado, Mezcla, Etc PDFDocument2 pagesBase Zincromato Anypsa - Tipo, Acabado, Mezcla, Etc PDFJeysonDiazYcocheaNo ratings yet
- Procedimiento Armado de Vigas Tipo IDocument12 pagesProcedimiento Armado de Vigas Tipo ICarlos Quispe MartinezNo ratings yet
- Procedimiento de Trabajo - Filtración de Agua Piso 3 Jardinera - T...Document3 pagesProcedimiento de Trabajo - Filtración de Agua Piso 3 Jardinera - T...bladeuniNo ratings yet
- Informe Tintes PenetrantesDocument8 pagesInforme Tintes PenetrantesAlejandro Gallardo MedinaNo ratings yet
- Enmallado de LosaDocument1 pageEnmallado de LosagiancarloNo ratings yet
- Procedimiento para Pintado enDocument6 pagesProcedimiento para Pintado enLuis Waldir Lázaro ApolayaNo ratings yet
- Procedimiento de PinturaDocument7 pagesProcedimiento de Pinturasan_lhimNo ratings yet
- La Vocal U para Niños de 3 AñosDocument3 pagesLa Vocal U para Niños de 3 AñosVelrysNo ratings yet
- P.E.T.S N°1 Instalacion de Pernos de AnclajeDocument10 pagesP.E.T.S N°1 Instalacion de Pernos de AnclajeVelrysNo ratings yet
- Distribución Del VaporDocument64 pagesDistribución Del Vaporluis_h_t_79100% (2)
- P.E.T.S N°5 Montaje de ViguetasDocument18 pagesP.E.T.S N°5 Montaje de ViguetasVelrysNo ratings yet
- P.E.T.S #3 Procedimiento de Descarga de MaterialesDocument15 pagesP.E.T.S #3 Procedimiento de Descarga de MaterialesVelrysNo ratings yet
- Enunciado Trabajo de Sectorizacion - BIM IIDocument2 pagesEnunciado Trabajo de Sectorizacion - BIM IIVelrysNo ratings yet
- Protocolo de Tinte Penetrante ATEDocument4 pagesProtocolo de Tinte Penetrante ATEVelrysNo ratings yet
- Msds Bonn Mastic LRDocument5 pagesMsds Bonn Mastic LRVelrysNo ratings yet
- Analisis Estructural IiDocument150 pagesAnalisis Estructural IiVelrysNo ratings yet
- Chemifabrik - Preparación de SuperficieDocument15 pagesChemifabrik - Preparación de SuperficieVelrysNo ratings yet
- Control de Calidad en RecubrimientosDocument32 pagesControl de Calidad en RecubrimientosRodolfo Anibal Estrada100% (1)
- Procedimiento de ArenadoDocument13 pagesProcedimiento de ArenadoVelrys100% (2)
- Información Técnica RecubiertosDocument28 pagesInformación Técnica RecubiertosTernium100% (2)
- Ficha MMPDocument2 pagesFicha MMPNnNo ratings yet
- 3.1. Reparacion de RecubrimientosDocument33 pages3.1. Reparacion de Recubrimientosdeyack5100% (1)
- Pisos de Granito PDFDocument40 pagesPisos de Granito PDFJpabloIixcotNo ratings yet
- SildenafiloDocument15 pagesSildenafiloDaniel ChavezNo ratings yet
- Guía de Aseos Mayo2020 PDFDocument67 pagesGuía de Aseos Mayo2020 PDFCarlos Corrochano SánchezNo ratings yet
- Hoja de Datos JebiDocument58 pagesHoja de Datos Jebinicol_sgNo ratings yet
- Ansell Productos Seguridad Industrial GuantesDocument16 pagesAnsell Productos Seguridad Industrial GuantesRuben HernandezNo ratings yet
- Abrazaderas07 PDFDocument25 pagesAbrazaderas07 PDFCesarin L ANo ratings yet
- Nte Inen 1995Document22 pagesNte Inen 1995bichojausenNo ratings yet
- 7.plano de CanalDocument1 page7.plano de CanalLuz Barrionuevo100% (3)
- PisosDocument6 pagesPisosDania ConstiNo ratings yet
- Programacion de RevestidoresDocument62 pagesProgramacion de RevestidoresAlvaro Fabricio Peralta FariasNo ratings yet
- Unidad 2 Diseño de Tuberías de RevestimientoDocument43 pagesUnidad 2 Diseño de Tuberías de RevestimientoIsai CasanovaNo ratings yet
- 2550 Jet Zinc Organic 8002Document2 pages2550 Jet Zinc Organic 8002Brayan TacoNo ratings yet
- Precios de Mano de Obra - DEMO AGOSTO-2015 ALBAÑILERIADocument778 pagesPrecios de Mano de Obra - DEMO AGOSTO-2015 ALBAÑILERIAjesus garciaNo ratings yet
- Monografia GavionesDocument15 pagesMonografia GavionesBoris WilfredoNo ratings yet
- Fibra de VidrioDocument38 pagesFibra de VidrioDaniel PatiñoNo ratings yet
- E4 Análisis SituacionesDocument8 pagesE4 Análisis SituacionesCARLOS ANDRES PALACIO PARRANo ratings yet
- Manual Diseno Estructural-Sistema Panel ReyDocument108 pagesManual Diseno Estructural-Sistema Panel ReyalexpunisherNo ratings yet
- Asfalto InformeDocument3 pagesAsfalto InformeNathan Junior100% (1)
- Base Oxido Rojo 15 Min Ficha Tecnica Espa - OlDocument2 pagesBase Oxido Rojo 15 Min Ficha Tecnica Espa - Olenrikeg0312No ratings yet
- Bomberos CadizMateriales5ProteccionEstructuralDocument70 pagesBomberos CadizMateriales5ProteccionEstructuralsirpaneteNo ratings yet
- NEC ARTÍCULO 300 EspañolDocument25 pagesNEC ARTÍCULO 300 Españolosvaldo350100% (1)
- HLC-QAC-02!03!10-PO-07 Prep. de Superficie y Aplicación de Pintura (v2)Document16 pagesHLC-QAC-02!03!10-PO-07 Prep. de Superficie y Aplicación de Pintura (v2)RichardNo ratings yet
- Fundición Por Presión o RevestimientoDocument9 pagesFundición Por Presión o RevestimientoMarisa MojicaNo ratings yet
- Astm g62 EspañolDocument4 pagesAstm g62 Españolcontrerasmejiamarco100% (1)
- CorrosiónDocument9 pagesCorrosiónxNo ratings yet
- Folleto Agrecons S.A.Document2 pagesFolleto Agrecons S.A.Presley Xavier Estévez AguileraNo ratings yet
- Propuesta Reabilitacion Muelle PDFDocument7 pagesPropuesta Reabilitacion Muelle PDFcarlos pinzonNo ratings yet