You might also like
- The Machinery of Hay Harvesting - With Information on the Equipment and Methods Mowing, Raking and BailingFrom EverandThe Machinery of Hay Harvesting - With Information on the Equipment and Methods Mowing, Raking and BailingNo ratings yet
- A Mini Rice Processing Machine For Nigerian Farmers: I.K. Adegun, S.A. Adepoju and J.A. AwedaDocument10 pagesA Mini Rice Processing Machine For Nigerian Farmers: I.K. Adegun, S.A. Adepoju and J.A. AwedavishalmechieNo ratings yet
- Wave and Tidal EnergyFrom EverandWave and Tidal EnergyDeborah GreavesNo ratings yet
- Development and Evaluation of A Prototype Manual Precision Rice Planter For Smallholder Farmers in North-Eastern NigeriaDocument8 pagesDevelopment and Evaluation of A Prototype Manual Precision Rice Planter For Smallholder Farmers in North-Eastern NigeriaOyeniyi Samuel KehindeNo ratings yet
- Development and Evaluation of A Motorized Peanut Shelling MachineDocument6 pagesDevelopment and Evaluation of A Motorized Peanut Shelling Machineumi fazaNo ratings yet
- Cassava Grindier Project PDFDocument9 pagesCassava Grindier Project PDFChuku EbubeNo ratings yet
- Development of Hand Push Mechanical WeederDocument13 pagesDevelopment of Hand Push Mechanical WeederMenard SoniNo ratings yet
- Comparative Performance of A Locally Developed Votex Rice Fan ThresherDocument6 pagesComparative Performance of A Locally Developed Votex Rice Fan ThresherOyeniyi Samuel KehindeNo ratings yet
- Performance of ThresherDocument14 pagesPerformance of ThresherGojjam LibayNo ratings yet
- Performance Analysis of Coconut De-Shelling MachineDocument8 pagesPerformance Analysis of Coconut De-Shelling Machineayesh bandaraNo ratings yet
- Design, Construction and Evaluation of Motorized Okra SlicerDocument8 pagesDesign, Construction and Evaluation of Motorized Okra SlicerBaba shehu Abba kyariNo ratings yet
- Bond Work IndexDocument7 pagesBond Work IndexJaime Alberto Sanchez CardonaNo ratings yet
- Design and Development of Beans (Phaseolus Vulgaris) Shelling MachineDocument11 pagesDesign and Development of Beans (Phaseolus Vulgaris) Shelling MachineAngeli Cascaño JoseNo ratings yet
- Sunflower ThreshingDocument9 pagesSunflower Threshingsanojk_2000No ratings yet
- Design and Fabrication of Groundnut Shelling MachineDocument17 pagesDesign and Fabrication of Groundnut Shelling Machinesasi100% (1)
- Development and Evaluation of A Rotary Power WeederDocument13 pagesDevelopment and Evaluation of A Rotary Power WeederKaran KoshtiNo ratings yet
- Report of Project 1Document9 pagesReport of Project 1Murari KrishnaNo ratings yet
- Conceptual Design and Simulation of African Oil Bean Seed DehullerDocument15 pagesConceptual Design and Simulation of African Oil Bean Seed DehullerAZOJETE UNIMAIDNo ratings yet
- Evaluation Hammer Mill MaizeDocument25 pagesEvaluation Hammer Mill MaizeAntonio MoncayoNo ratings yet
- Design and Evaluation of Crushing Hammer Mill: January 2019Document25 pagesDesign and Evaluation of Crushing Hammer Mill: January 2019ppd9890No ratings yet
- Design and Development of A House-Hold Bambara Nut Decorticating MachineDocument8 pagesDesign and Development of A House-Hold Bambara Nut Decorticating MachineAJER JOURNALNo ratings yet
- Manjeet PreM Et Al 1Document8 pagesManjeet PreM Et Al 1Prem Ranjan MehtaNo ratings yet
- Cirn 2 SHELLERDocument6 pagesCirn 2 SHELLER2epimnkuru79No ratings yet
- Ijasr - Performance Evaluation of Tractor Operated PDFDocument10 pagesIjasr - Performance Evaluation of Tractor Operated PDFAnonymous dbnms1yNo ratings yet
- Design and Fabrication of A Cassava Peeling MachinDocument9 pagesDesign and Fabrication of A Cassava Peeling MachinNoël OdjoumaniNo ratings yet
- Design of Mechanical Tef Harvesting Machine: Thomas Gebre, Jegan Raj, Cheru ZelekeDocument9 pagesDesign of Mechanical Tef Harvesting Machine: Thomas Gebre, Jegan Raj, Cheru ZelekeGuiiNo ratings yet
- Design Analysis of A Reciprocating Cassava Sieving MachineDocument9 pagesDesign Analysis of A Reciprocating Cassava Sieving MachineIOSRjournalNo ratings yet
- Coco Yam HarvesterDocument8 pagesCoco Yam HarvesterTANKO BAKONo ratings yet
- Design, Construction and Evaluation of An Animal Drawn Disc HarrowDocument8 pagesDesign, Construction and Evaluation of An Animal Drawn Disc HarrowOyeniyi Samuel KehindeNo ratings yet
- 175013-Article Text-447858-1-10-20180723Document7 pages175013-Article Text-447858-1-10-20180723Kowhoegba CalebNo ratings yet
- Development and Performance Evaluation of Lucerne Harvesting MachineDocument10 pagesDevelopment and Performance Evaluation of Lucerne Harvesting MachineIJRASETPublicationsNo ratings yet
- Development of A Tractor Mounted Groundnut HarvesterDocument6 pagesDevelopment of A Tractor Mounted Groundnut HarvesterTANKO BAKONo ratings yet
- Development of Mini-Tractor Operated Turmeric Harvester For Small FarmersDocument5 pagesDevelopment of Mini-Tractor Operated Turmeric Harvester For Small FarmersShailendra RajanNo ratings yet
- The Design, Fabrication and Preliminary Testing of An Indigenous Single Screw ExtruderDocument14 pagesThe Design, Fabrication and Preliminary Testing of An Indigenous Single Screw ExtruderChandrasekarNo ratings yet
- NIJESR52 Pp. 51 60 June 2022Document10 pagesNIJESR52 Pp. 51 60 June 2022Oktarini DevieNo ratings yet
- Development of A Motorized Stationary Sorghum ThresherDocument10 pagesDevelopment of A Motorized Stationary Sorghum Thresherberihu tesfayNo ratings yet
- Performance Evaluation of PaddyDocument4 pagesPerformance Evaluation of PaddymahendaecNo ratings yet
- Optimization of Picker-Husker Harvesting Losses in Corn Seed Pplication of Response Surface Methodology ForDocument9 pagesOptimization of Picker-Husker Harvesting Losses in Corn Seed Pplication of Response Surface Methodology ForChristian M. MortelNo ratings yet
- FST1 11101191Document5 pagesFST1 11101191Tamer Hernan Jaramillo LeonNo ratings yet
- Development of A Portable Pneumatic Grain Broadcasting Unit: Ahmad, M. CDocument8 pagesDevelopment of A Portable Pneumatic Grain Broadcasting Unit: Ahmad, M. CMariana VictoriaNo ratings yet
- Parameters Affecting Tractor Fuel Consumption During Primary Tillage Operation in Uyo, Akwa Ibom State, NigeriaDocument6 pagesParameters Affecting Tractor Fuel Consumption During Primary Tillage Operation in Uyo, Akwa Ibom State, NigeriaMamta AgarwalNo ratings yet
- Energetics of Groundnut Production in Red Soil Under Bullock Farms in Raichur RegionDocument8 pagesEnergetics of Groundnut Production in Red Soil Under Bullock Farms in Raichur RegionanbugobiNo ratings yet
- 2 50 1583903003 1ijasrapr20201Document8 pages2 50 1583903003 1ijasrapr20201TJPRC PublicationsNo ratings yet
- 2 50 1583903003 1ijasrapr20201Document8 pages2 50 1583903003 1ijasrapr20201TJPRC PublicationsNo ratings yet
- Applied Ergonomics 43 (2012) 891-901Document11 pagesApplied Ergonomics 43 (2012) 891-901Felipe VergaraNo ratings yet
- Study of The Performance of The Most Widely Used Shredders For Crops Residues in EgyptDocument19 pagesStudy of The Performance of The Most Widely Used Shredders For Crops Residues in EgyptIbraheem KhressNo ratings yet
- Design and Fabrication of A Cassava Peeling Machine: Abdulkadir Baba HassanDocument8 pagesDesign and Fabrication of A Cassava Peeling Machine: Abdulkadir Baba HassanddNo ratings yet
- G0506 01-5259 PDFDocument8 pagesG0506 01-5259 PDFTina TilatilaNo ratings yet
- Potato Grating MachineDocument11 pagesPotato Grating Machinesrini16No ratings yet
- Design and Construction of Dried Cassava Pellets Grinding MachineDocument11 pagesDesign and Construction of Dried Cassava Pellets Grinding MachineFemi TokunboNo ratings yet
- Some Engineering and Thermal Properties PDFDocument6 pagesSome Engineering and Thermal Properties PDFvodounnouNo ratings yet
- The Design and Construction of Maize Threshing MachineDocument8 pagesThe Design and Construction of Maize Threshing MachineAbiodun GbengaNo ratings yet
- Desig A Fabricatio of Rice DehullerDocument4 pagesDesig A Fabricatio of Rice DehullerNAJJEMBA WINNIFREDNo ratings yet
- Design of ThrehsherDocument27 pagesDesign of ThrehsherMussage Virgilio SaideNo ratings yet
- Modeling The Grain Cleaning Process of A Stationary Sorghum ThresherDocument17 pagesModeling The Grain Cleaning Process of A Stationary Sorghum ThresherAlemayehu TeshomeNo ratings yet
- 216605-Article Text-533466-1-10-20211026Document7 pages216605-Article Text-533466-1-10-20211026Alex AdamsNo ratings yet
- Development and Optimization of Cassava (Manihot Esculenta) Peeling MachineDocument29 pagesDevelopment and Optimization of Cassava (Manihot Esculenta) Peeling MachineInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Effect of Discs Harrow Use On Lixisol Roughness and Clods Sizes in Burkina FasoDocument7 pagesEffect of Discs Harrow Use On Lixisol Roughness and Clods Sizes in Burkina FasoMonika GuptaNo ratings yet
- Pod Shelling Machines - A ReviewDocument6 pagesPod Shelling Machines - A ReviewTJPRC PublicationsNo ratings yet
- Mechanicaloil ExpressionDocument337 pagesMechanicaloil ExpressionTANKO BAKONo ratings yet
- Food Processing Equipment 1Document151 pagesFood Processing Equipment 1TANKO BAKONo ratings yet
- Evaluation of Commenly Used Oil Ram Press MachinesDocument12 pagesEvaluation of Commenly Used Oil Ram Press MachinesTANKO BAKONo ratings yet
- Design and Fabrication of A Groundnut Oil ExtractorDocument10 pagesDesign and Fabrication of A Groundnut Oil ExtractorTANKO BAKO100% (1)
- Indigenous Design and Manufacture of Palm KernelDocument16 pagesIndigenous Design and Manufacture of Palm KernelTANKO BAKONo ratings yet
- Modeling of Oil Expression From Palm Kernel (Elaeis Guineensis Jacq.) - 1Document8 pagesModeling of Oil Expression From Palm Kernel (Elaeis Guineensis Jacq.) - 1TANKO BAKONo ratings yet
- Tillage Machines and Machinery (Aee 722) Assignment 1 PDFDocument47 pagesTillage Machines and Machinery (Aee 722) Assignment 1 PDFTANKO BAKONo ratings yet
- Advantages and Disadvantages of Using ConcreteDocument19 pagesAdvantages and Disadvantages of Using ConcreteTANKO BAKONo ratings yet
- Food Processing Equipment 1Document151 pagesFood Processing Equipment 1TANKO BAKONo ratings yet
- Development and Performance Evaluation of A Groundnut Oil Expelling MachineDocument4 pagesDevelopment and Performance Evaluation of A Groundnut Oil Expelling MachineTANKO BAKONo ratings yet
- Melon ShellerDocument6 pagesMelon ShellerTANKO BAKO100% (1)
- Development and Performance Evaluation of A Groundnut Oil Expelling MachineDocument4 pagesDevelopment and Performance Evaluation of A Groundnut Oil Expelling MachineTANKO BAKONo ratings yet
- Design and Fabrication of A Groundnut Oil ExtractorDocument10 pagesDesign and Fabrication of A Groundnut Oil ExtractorTANKO BAKO100% (1)
- Development and Performance Evaluation of A Multi-Fruit Juice2Document6 pagesDevelopment and Performance Evaluation of A Multi-Fruit Juice2TANKO BAKONo ratings yet
- Design, Construction and Experimental Evaluation of The Products of A Low Cost Briquette Machine For Rural Communities in NigeriaDocument139 pagesDesign, Construction and Experimental Evaluation of The Products of A Low Cost Briquette Machine For Rural Communities in NigeriaTANKO BAKONo ratings yet
- Design and Fabrication of Portable Virgin Coconut Oil Extracting MachineDocument5 pagesDesign and Fabrication of Portable Virgin Coconut Oil Extracting MachineTANKO BAKONo ratings yet
- Akpu Milling MachineDocument8 pagesAkpu Milling MachineTANKO BAKONo ratings yet
- Catfish Clarias Gariepinus - Docx44Document223 pagesCatfish Clarias Gariepinus - Docx44TANKO BAKONo ratings yet
- Development and Performance Evaluation of A Groundnut Oil Expelling MachineDocument4 pagesDevelopment and Performance Evaluation of A Groundnut Oil Expelling MachineTANKO BAKONo ratings yet
- Catfish Clarias Gariepinus - Docx22Document6 pagesCatfish Clarias Gariepinus - Docx22TANKO BAKONo ratings yet
- Coco Yam HarvesterDocument8 pagesCoco Yam HarvesterTANKO BAKONo ratings yet
- Design and Development of Cold Press Expeller Machine PDFDocument10 pagesDesign and Development of Cold Press Expeller Machine PDFTANKO BAKO0% (1)
- Akpu Milling MachineDocument8 pagesAkpu Milling MachineTANKO BAKONo ratings yet
- Catfish Clarias Gariepinus - Docx22Document6 pagesCatfish Clarias Gariepinus - Docx22TANKO BAKONo ratings yet
- Analysis of Trace Metals in Honey Using Atomic Absorption Spectroscop-Power PointDocument16 pagesAnalysis of Trace Metals in Honey Using Atomic Absorption Spectroscop-Power PointTANKO BAKONo ratings yet
- Akpu Milling MachineDocument8 pagesAkpu Milling MachineTANKO BAKONo ratings yet
- Akpu Milling MachineDocument8 pagesAkpu Milling MachineTANKO BAKONo ratings yet
- Geographic Information System: InformationDocument5 pagesGeographic Information System: InformationerpublicationNo ratings yet
- Executive Branch Definitions & FunctionsDocument5 pagesExecutive Branch Definitions & FunctionsPaula Bianca Cedillo CorsigaNo ratings yet
- Walden by Thoreau, Henry David, 1817-1862Document180 pagesWalden by Thoreau, Henry David, 1817-1862Gutenberg.org100% (1)
- ILO ConventionsDocument11 pagesILO ConventionsElmir EzimovNo ratings yet
- The Beer Geek Handbook - Living A Life Ruled by Beer (2016)Document58 pagesThe Beer Geek Handbook - Living A Life Ruled by Beer (2016)zaratustra21No ratings yet
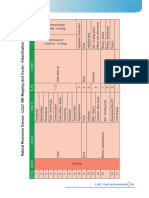
- Technical Manual LULC 2nd Cycle Classification by NRSC - IndiaDocument4 pagesTechnical Manual LULC 2nd Cycle Classification by NRSC - Indiaphdanupam22No ratings yet
- AI in Agriculture - Research PaperDocument6 pagesAI in Agriculture - Research PaperAhsan JavedNo ratings yet
- DDT WorksheetDocument1 pageDDT WorksheetTharanga HewabuhageNo ratings yet
- In Vitro Food Diagnostics: CompanyDocument32 pagesIn Vitro Food Diagnostics: CompanyFamar HiveNo ratings yet
- Actors, Interfaces and Development Intervention: Meanings, Purposes and PowersDocument23 pagesActors, Interfaces and Development Intervention: Meanings, Purposes and PowersYanis PardonNo ratings yet
- Agriculture Jimma DR Final GetachoDocument46 pagesAgriculture Jimma DR Final GetachoTesfaye DegefaNo ratings yet
- RA No. 730Document1 pageRA No. 730Mer CeeNo ratings yet
- Forest Service Fact Sheet PicloramDocument21 pagesForest Service Fact Sheet PicloramLeif FredricksonNo ratings yet
- Time (S) SQRT (T) Infilt (CM) (ML) : InstructionsDocument6 pagesTime (S) SQRT (T) Infilt (CM) (ML) : InstructionsSudipNo ratings yet
- Basic Hydroponic Systems and How They WorkDocument13 pagesBasic Hydroponic Systems and How They WorkJaime HernandezNo ratings yet
- Broiler Executive SummaryDocument19 pagesBroiler Executive SummaryHitendraNo ratings yet
- The Sprouted Kitchen Bowl and Spoon - RecipesDocument15 pagesThe Sprouted Kitchen Bowl and Spoon - RecipesThe Recipe Club33% (3)
- Crop User UIDocument5 pagesCrop User UImoparthi rajeshNo ratings yet
- Bioresources.: Flexural Behaviour of Areca Fibers CompositesDocument13 pagesBioresources.: Flexural Behaviour of Areca Fibers CompositesBasavaraju BennehalliNo ratings yet
- Vernacular Architecture It Is A Term Used To Categorise Methods of Construction Which Use Locally Available Resources and Traditions To Address Local NeedsDocument3 pagesVernacular Architecture It Is A Term Used To Categorise Methods of Construction Which Use Locally Available Resources and Traditions To Address Local NeedsAravindSrivatsanNo ratings yet
- Water ResourcesDocument11 pagesWater ResourcesDhrubNo ratings yet
- Seigneurial SystemDocument17 pagesSeigneurial Systemapi-299773823100% (1)
- Boon or Bane For FarmersDocument9 pagesBoon or Bane For FarmersTarikdeep50% (44)
- Socio Economic Profile of AurangabadDocument72 pagesSocio Economic Profile of AurangabadShrinath DeshpandeNo ratings yet
- Mudgal PuranDocument9 pagesMudgal Puranarjun_chip_c0% (1)
- Poverty and Environment Course Code: ECON/EMGT 4214 Friday From 8.30-11.30 A.MDocument52 pagesPoverty and Environment Course Code: ECON/EMGT 4214 Friday From 8.30-11.30 A.MRoman AliNo ratings yet
- "Horse Care and Health" Brent KelleyDocument65 pages"Horse Care and Health" Brent KelleyIno-san Yamanaka100% (3)
- Atlanta Falcons Community-Benefits PlanDocument10 pagesAtlanta Falcons Community-Benefits PlanmaxblauNo ratings yet
- Land and People of PakistanDocument6 pagesLand and People of PakistanHafiz Hammad Younus100% (1)
- Story About Happy CarrotDocument1 pageStory About Happy Carrotandreapirro.spamNo ratings yet
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CFrom EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo ratings yet
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsFrom EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsNo ratings yet
- Mechanical Vibrations and Condition MonitoringFrom EverandMechanical Vibrations and Condition MonitoringRating: 5 out of 5 stars5/5 (1)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- Fuels, Furnaces and Refractories: International Series on Materials Science and TechnologyFrom EverandFuels, Furnaces and Refractories: International Series on Materials Science and TechnologyRating: 5 out of 5 stars5/5 (1)
- Introduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsFrom EverandIntroduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsNo ratings yet
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersFrom EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersRating: 4 out of 5 stars4/5 (13)
- Chasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItFrom EverandChasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItRating: 4 out of 5 stars4/5 (25)