You might also like
- Niobium Microalloyed Cold Heading Steel Wire Rods Without Heat Treatment For Fastener ApplicationsDocument7 pagesNiobium Microalloyed Cold Heading Steel Wire Rods Without Heat Treatment For Fastener Applicationsnvc_vishwanathanNo ratings yet
- 3 ThreeBond 1227 ENGLISH-convertido (1Document8 pages3 ThreeBond 1227 ENGLISH-convertido (1Alfonso De La RosaNo ratings yet
- Training ModuleDocument44 pagesTraining ModulegereNo ratings yet
- Effect of Boron PDFDocument8 pagesEffect of Boron PDFKishan krNo ratings yet
- Fasteners Volume & Price DetailsDocument8 pagesFasteners Volume & Price DetailsmshNo ratings yet
- Carbide Formation and Dissolution in Biomedical Co-Cr-Mo Alloys With Different Carbon Contents During Solution Treatment PDFDocument10 pagesCarbide Formation and Dissolution in Biomedical Co-Cr-Mo Alloys With Different Carbon Contents During Solution Treatment PDFJason AlexNo ratings yet
- Comparison of Anti-Loosening Characteristics of Various M14 Threaded FastenersDocument8 pagesComparison of Anti-Loosening Characteristics of Various M14 Threaded Fastenerssoumyajit dasNo ratings yet
- Ti SPC Ohe Fasteners 0120 PDFDocument31 pagesTi SPC Ohe Fasteners 0120 PDFCounter RoverNo ratings yet
- Corrosion Resistance in FastenersDocument26 pagesCorrosion Resistance in FastenersShreyas IyengarNo ratings yet
- Metric Screw Dimensions ISO Fasteners PDFDocument2 pagesMetric Screw Dimensions ISO Fasteners PDFHarshal JadhavNo ratings yet
- Stainless Steel FastenersDocument3 pagesStainless Steel FastenersStainless Steel FastenersNo ratings yet
- Alloy-Steel and Stainless Steel Bolting For High Temperature or High Pressure Service and Other Special Purpose ApplicationsDocument14 pagesAlloy-Steel and Stainless Steel Bolting For High Temperature or High Pressure Service and Other Special Purpose Applicationssafak kahramanNo ratings yet
- Durability of FastenersDocument1 pageDurability of FastenersReiltar ErkerbrandNo ratings yet
- Corrosion Testing and MeasurementsDocument9 pagesCorrosion Testing and MeasurementsVaish NaviNo ratings yet
- Fastener PDFDocument12 pagesFastener PDFdiegomilitojNo ratings yet
- Fasteners-Technical Data and ChartsDocument15 pagesFasteners-Technical Data and ChartsChrill DsilvaNo ratings yet
- Effect of Alloying Elements On Steel PropertiesDocument2 pagesEffect of Alloying Elements On Steel PropertiesKARTHIGEYAN.RNo ratings yet
- Effects of Alloying Elements in MetalDocument1 pageEffects of Alloying Elements in MetalVJG369100% (1)
- Data Sheet HV-HR ItDocument3 pagesData Sheet HV-HR ItKemo TufoNo ratings yet
- Hammer Drive ScrewDocument1 pageHammer Drive ScrewNisa BN QANo ratings yet
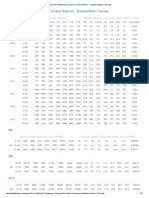
- Pre-Load and Tightening Torques For Steel Fasteners - Standard Metric ThreadsDocument3 pagesPre-Load and Tightening Torques For Steel Fasteners - Standard Metric ThreadsmukeshkumarjNo ratings yet
- TMT Bars (Friends ISI) PDFDocument3 pagesTMT Bars (Friends ISI) PDFPiyushiNo ratings yet
- Carbon Steel Billets, Blooms, Slabs and Bars For Forgings - Specification (Fifth Revision)Document12 pagesCarbon Steel Billets, Blooms, Slabs and Bars For Forgings - Specification (Fifth Revision)SreenathaNo ratings yet
- Alluminio Inglese Binder PDFDocument28 pagesAlluminio Inglese Binder PDFrudi 01No ratings yet
- 277 - Galvanised Steel SheetsDocument10 pages277 - Galvanised Steel SheetsKaushik SenguptaNo ratings yet
- Alkaline Non-Cyanide ZincDocument4 pagesAlkaline Non-Cyanide ZincSuraj RawatNo ratings yet
- Specification For Cold Rolled Sheet SteelsDocument1 pageSpecification For Cold Rolled Sheet SteelsVinoth ShankarNo ratings yet
- Thành Phần, Cơ Tính JIS G4801 SUP10 Steel PlateDocument2 pagesThành Phần, Cơ Tính JIS G4801 SUP10 Steel PlateĐình Sỹ TTPNo ratings yet
- Heat TreatmentDocument9 pagesHeat TreatmentsvsddsdsNo ratings yet
- Kadry - EJSR2 Corrosion Analysis of Stainless SteelDocument10 pagesKadry - EJSR2 Corrosion Analysis of Stainless SteelPrateep UntimanonNo ratings yet
- Nippon Steel PDFDocument13 pagesNippon Steel PDFhbookNo ratings yet
- Flatness of Sheet MetalDocument2 pagesFlatness of Sheet MetalAmol PethkarNo ratings yet
- Sheet Metal WorkDocument29 pagesSheet Metal WorkSolcastic SoulNo ratings yet
- A 488A 488M 01 Welding Qualifications of Procedures and Personnel PDFDocument16 pagesA 488A 488M 01 Welding Qualifications of Procedures and Personnel PDFshakeelahmadjsrNo ratings yet
- Steel Mech PropertiesDocument50 pagesSteel Mech Propertiesanil4u29No ratings yet
- Chapter 5 - Threads and FastenersDocument128 pagesChapter 5 - Threads and FastenersPradeep Kumar MehtaNo ratings yet
- Is 1573 - Zinc Plating On Iron & Steel PDFDocument21 pagesIs 1573 - Zinc Plating On Iron & Steel PDFSandeep MatetiNo ratings yet
- A2 Tool Steel: CompositionDocument1 pageA2 Tool Steel: CompositionSama Umate100% (1)
- Metal Forming Process and DefectsDocument7 pagesMetal Forming Process and DefectsPradeep Kumar BowmarajuNo ratings yet
- Comparative Corrosion Testing Cui KraussDocument57 pagesComparative Corrosion Testing Cui KraussOctavio LópezNo ratings yet
- Fasteners Part-3 Is.1369.1.1993Document9 pagesFasteners Part-3 Is.1369.1.1993Manish ThakurNo ratings yet
- Normalizing Temperature and Time Effect On Micro Structure and Change in Mechanical Properties of Forged Steel Billet For Axle ProductionDocument3 pagesNormalizing Temperature and Time Effect On Micro Structure and Change in Mechanical Properties of Forged Steel Billet For Axle ProductionAnonymous izrFWiQNo ratings yet
- Stainless Steel Alloys Comparsion ChartDocument3 pagesStainless Steel Alloys Comparsion Chartsengcyan100% (1)
- Tata Steel - YMPRESS S500MC - Data SheetDocument2 pagesTata Steel - YMPRESS S500MC - Data SheetpnagarajjNo ratings yet
- Riview On Cold Drawing Process PDFDocument7 pagesRiview On Cold Drawing Process PDFAmandeep Singh GujralNo ratings yet
- M6x1.0x23 Long HHS Control PlanDocument2 pagesM6x1.0x23 Long HHS Control PlanDhanluxmi AutomaticsNo ratings yet
- Din 908Document2 pagesDin 908Dani Quirante Flaaut EtcNo ratings yet
- Steel Data ChartDocument2 pagesSteel Data Chartsmartcad60No ratings yet
- Products GuideDocument12 pagesProducts GuideWK SinnNo ratings yet
- CR StandardsDocument6 pagesCR Standardsalpha_beta48No ratings yet
- Study Data of Passivation - of - Zinc PDFDocument11 pagesStudy Data of Passivation - of - Zinc PDFvkmsNo ratings yet
- Acom 3 2015Document13 pagesAcom 3 2015Joshua WalkerNo ratings yet
- Tightening TorqueDocument2 pagesTightening TorqueMiguel QueirosNo ratings yet
- 07 Power Screws and Threaded Fasteners (Handout)Document16 pages07 Power Screws and Threaded Fasteners (Handout)tnvsaikiran3100% (3)
- EURONORM 48 - 84 - Hot-Rolled Narrow Steel Strip - Tolerances On Dimensions and Shape PDFDocument4 pagesEURONORM 48 - 84 - Hot-Rolled Narrow Steel Strip - Tolerances On Dimensions and Shape PDFJaveed A. KhanNo ratings yet
- Chromium-Iron Sealing Alloys With 18 or 28 Percent Chromium: Standard Specification ForDocument7 pagesChromium-Iron Sealing Alloys With 18 or 28 Percent Chromium: Standard Specification Forruben carcamoNo ratings yet
- 2370 Ed1 ENDocument5 pages2370 Ed1 ENanhthoNo ratings yet
- Corrosion-Resisting Chromium Steel-Clad Plate, Sheet, and StripDocument8 pagesCorrosion-Resisting Chromium Steel-Clad Plate, Sheet, and StripSofiaJabadanEspulgarNo ratings yet
- Cobalt-28Chromium-6Molybdenum Alloy Forgings For Surgical Implants (UNS R31537, R31538, R31539)Document3 pagesCobalt-28Chromium-6Molybdenum Alloy Forgings For Surgical Implants (UNS R31537, R31538, R31539)Adrian GonzalezNo ratings yet
- What Is Governance, Risk and Compliance (GRC)Document6 pagesWhat Is Governance, Risk and Compliance (GRC)Javeed A. KhanNo ratings yet
- 4 Basic Types of Business Risks in The EnterpriseDocument4 pages4 Basic Types of Business Risks in The EnterpriseJaveed A. KhanNo ratings yet
- What Is Enterprise Agility and Why Is It ImportantDocument4 pagesWhat Is Enterprise Agility and Why Is It ImportantJaveed A. KhanNo ratings yet
- 9 Common Risk Management Failures and How To Avoid ThemDocument5 pages9 Common Risk Management Failures and How To Avoid ThemJaveed A. KhanNo ratings yet
- What Is Risk Management and Why Is It ImportantDocument33 pagesWhat Is Risk Management and Why Is It Importantshahanaa ARNo ratings yet
- What Is Integrated Risk Management (IRM)Document4 pagesWhat Is Integrated Risk Management (IRM)Javeed A. KhanNo ratings yet
- What Is Cybersecurity Insurance and Why Is It ImportantDocument3 pagesWhat Is Cybersecurity Insurance and Why Is It ImportantJaveed A. KhanNo ratings yet
- What Is Risk AvoidanceDocument4 pagesWhat Is Risk AvoidanceJaveed A. KhanNo ratings yet
- What Is A Key Risk Indicator (KRI) and Why Is It ImportantDocument4 pagesWhat Is A Key Risk Indicator (KRI) and Why Is It ImportantJaveed A. KhanNo ratings yet
- Traditional vs. Enterprise Risk Management - How Do They DifferDocument4 pagesTraditional vs. Enterprise Risk Management - How Do They DifferJaveed A. KhanNo ratings yet
- What Is Risk Exposure in BusinessDocument3 pagesWhat Is Risk Exposure in BusinessJaveed A. KhanNo ratings yet
- Risk Management Process - What Are The 5 StepsDocument6 pagesRisk Management Process - What Are The 5 StepsJaveed A. KhanNo ratings yet
- Top 12 Risk Management Skills and Why You Need ThemDocument4 pagesTop 12 Risk Management Skills and Why You Need ThemJaveed A. KhanNo ratings yet
- What Is Risk Mitigation - Definition, Strategies and PlanningDocument4 pagesWhat Is Risk Mitigation - Definition, Strategies and PlanningJaveed A. KhanNo ratings yet
- Oil Sands Operators Tackle Tailings Management ChallengesDocument3 pagesOil Sands Operators Tackle Tailings Management ChallengesJaveed A. KhanNo ratings yet
- What Is Pure RiskDocument2 pagesWhat Is Pure RiskJaveed A. KhanNo ratings yet
- What Is A Risk Assessment - Definition FromDocument3 pagesWhat Is A Risk Assessment - Definition FromJaveed A. KhanNo ratings yet
- Top 12 Risk Management Skills and Why You Need ThemDocument4 pagesTop 12 Risk Management Skills and Why You Need ThemJaveed A. KhanNo ratings yet
- Reinforcement Pad Leak Test Procedure - Method StatementDocument6 pagesReinforcement Pad Leak Test Procedure - Method StatementJaveed A. KhanNo ratings yet
- What Is Operational RiskDocument4 pagesWhat Is Operational RiskJaveed A. KhanNo ratings yet
- Risk Assessment and Management For Safety ProfessionalsDocument4 pagesRisk Assessment and Management For Safety ProfessionalsJaveed A. KhanNo ratings yet
- PSIPL26 MarchDocument31 pagesPSIPL26 MarchJaveed A. KhanNo ratings yet
- Core Risk Management Policy enDocument13 pagesCore Risk Management Policy enJaveed A. KhanNo ratings yet
- Ray - MIL Paint Quote - FinalDocument2 pagesRay - MIL Paint Quote - FinalJaveed A. KhanNo ratings yet
- Risk Management Reference Materials For PMI-RMP 2019 SandardDocument1 pageRisk Management Reference Materials For PMI-RMP 2019 SandardJaveed A. KhanNo ratings yet
- 12 Practical AspectsDocument34 pages12 Practical AspectsJaveed A. KhanNo ratings yet
- PIP STF05521 Angle Guards and Handrails Fabrication DetailsDocument43 pagesPIP STF05521 Angle Guards and Handrails Fabrication Detailslashara100% (3)
- TEMA StandardsFAQ 2020Document11 pagesTEMA StandardsFAQ 2020liNo ratings yet
- Hot Tap List - A Web-Based Discussion ForumDocument7 pagesHot Tap List - A Web-Based Discussion ForumJaveed A. KhanNo ratings yet
- 13 Alternative ProcessesDocument8 pages13 Alternative ProcessesJaveed A. KhanNo ratings yet
- Divided Wall Column 496Document6 pagesDivided Wall Column 496GeorgeNo ratings yet
- Adding Forces Resultant and Equilibrium, Resolving Forces ComponentDocument18 pagesAdding Forces Resultant and Equilibrium, Resolving Forces ComponentHisyamAl-MuhammadiNo ratings yet
- Institute of Aeronautical EngineeringDocument4 pagesInstitute of Aeronautical EngineeringACE PROFILESNo ratings yet
- Drag of A Disk Rotating in A Viscous FluidDocument50 pagesDrag of A Disk Rotating in A Viscous FluidBaptiste RéaudNo ratings yet
- Chapter 24 - How Lenses Are Edged - 2007 - System For Ophthalmic DispensingDocument16 pagesChapter 24 - How Lenses Are Edged - 2007 - System For Ophthalmic DispensingsNo ratings yet
- (0000-A) Signals and Systems Using MATLAB An Effective Application For Exploring and Teaching Media Signal ProcessingDocument5 pages(0000-A) Signals and Systems Using MATLAB An Effective Application For Exploring and Teaching Media Signal ProcessingAnonymous WkbmWCa8MNo ratings yet
- BLANCO2Document2 pagesBLANCO2Alejandro PérezNo ratings yet
- Filtration of AluminiumDocument218 pagesFiltration of AluminiumNico Agung NugrahaNo ratings yet
- 7PPX0 2021 2022 AM Exercise BookDocument131 pages7PPX0 2021 2022 AM Exercise BookTeun JenniskensNo ratings yet
- Note CHP 1-Material Science 281 Uitm Em110Document59 pagesNote CHP 1-Material Science 281 Uitm Em110bino_rye100% (3)
- Helmholtz EquationDocument7 pagesHelmholtz EquationscribdarunscribdNo ratings yet
- 6 Uniform Circular MotionDocument83 pages6 Uniform Circular MotionRamachandranPerumal0% (1)
- InggrissinkholeDocument2 pagesInggrissinkholeRika Rika SilvianaNo ratings yet
- Aperture 3Document355 pagesAperture 3Edu José MarínNo ratings yet
- How To Carry Out Tack WeldingDocument2 pagesHow To Carry Out Tack WeldingwentropremNo ratings yet
- 2 Manual de Proteccin Catdica Cathodic Protection HandbooDocument59 pages2 Manual de Proteccin Catdica Cathodic Protection Handboogoyote100% (1)
- F3 00 EngDocument15 pagesF3 00 Engobiwan2009No ratings yet
- Rectifier Comissiong and Alarm SimulationDocument12 pagesRectifier Comissiong and Alarm SimulationsohaibjamilNo ratings yet
- To Estimate The Charge Induced On Each One of The Two Identical Styrofoam BallsDocument15 pagesTo Estimate The Charge Induced On Each One of The Two Identical Styrofoam Ballskiran ViratNo ratings yet
- BAC Open Cooling Towers BaltimoreDocument8 pagesBAC Open Cooling Towers Baltimorekimran80No ratings yet
- 24-Fracturing Horizontal Wells PDFDocument37 pages24-Fracturing Horizontal Wells PDFmorcaronte08No ratings yet
- Hydraulic and Pneumatic Basics - 1Document14 pagesHydraulic and Pneumatic Basics - 1Ally Yap100% (1)
- Chem M2 Laboratory Apparatus, Safety Rules & SymbolsDocument29 pagesChem M2 Laboratory Apparatus, Safety Rules & Symbolsdesidedo magpatigbasNo ratings yet
- SAT - Physics - 11 Grade - 4T - 2020-2021Document7 pagesSAT - Physics - 11 Grade - 4T - 2020-2021Ануар ТуяковNo ratings yet
- Hot Rolled Bulb Flats PDFDocument4 pagesHot Rolled Bulb Flats PDFLaurentiu GavrilaNo ratings yet
- Autopano Giga 2.6 User ManualDocument80 pagesAutopano Giga 2.6 User ManualMiBayatiNo ratings yet
- Sony MDS-JB920QS Service ManualDocument72 pagesSony MDS-JB920QS Service ManualSinisa SlavinicNo ratings yet
- Visual Design Elements and PrinciplesDocument9 pagesVisual Design Elements and PrinciplesgamerootNo ratings yet
- ALFANOVA RZ018 Press Test ProcedureDocument3 pagesALFANOVA RZ018 Press Test ProceduresalamrefighNo ratings yet
- 207.OTN 260SCX2 and 130SCX10 Cards V1 04 11feb16Document24 pages207.OTN 260SCX2 and 130SCX10 Cards V1 04 11feb16Ronald N Meza C100% (1)