You might also like
- Progress in Refrigeration Science and Technology: Proceedings of the XIth International Congress of Refrigeration, Munich, 1963From EverandProgress in Refrigeration Science and Technology: Proceedings of the XIth International Congress of Refrigeration, Munich, 1963No ratings yet
- Dissolved Air Floatation DafDocument8 pagesDissolved Air Floatation DafbalasudrNo ratings yet
- Essentials For A Sound Boiler Water Treatment ProgramDocument60 pagesEssentials For A Sound Boiler Water Treatment ProgramambuenaflorNo ratings yet
- Bonderite C-Ak 187DR Alkaline Cleaner enDocument3 pagesBonderite C-Ak 187DR Alkaline Cleaner enkhurshedlakho100% (1)
- Drying of Foods - Practical Action Technical BriefDocument14 pagesDrying of Foods - Practical Action Technical BriefErrol Giggs Samusamu100% (1)
- Rheem 310 Series Heat Pump Hot WaterDocument68 pagesRheem 310 Series Heat Pump Hot WaterDavid HarpleyNo ratings yet
- Cooling Tower: Background InformationDocument3 pagesCooling Tower: Background InformationRiki HermansyahNo ratings yet
- DOW UF Case Study For High Turbid WaterDocument5 pagesDOW UF Case Study For High Turbid WaterWendyNo ratings yet
- Volume 5 Phosphonate TestingDocument4 pagesVolume 5 Phosphonate TestingMiguel GonzalezNo ratings yet
- Catalog ASTROL PVC Pipe FittingsDocument40 pagesCatalog ASTROL PVC Pipe FittingsArindam Chanda0% (1)
- Best Management Practice and Guidance Manual For Cooling TowersDocument19 pagesBest Management Practice and Guidance Manual For Cooling TowersEngr. Amer RiazNo ratings yet
- TRANTER Plate and Frame PDFDocument28 pagesTRANTER Plate and Frame PDFnagtummalaNo ratings yet
- Multi Port Valve ManualDocument2 pagesMulti Port Valve ManualJithin JamesNo ratings yet
- Advanced Waste Water TreatmentDocument1 pageAdvanced Waste Water TreatmentMoises FriasNo ratings yet
- Intro To Treatment of Closed Industrial Water Systems PDFDocument38 pagesIntro To Treatment of Closed Industrial Water Systems PDFlhphong021191No ratings yet
- Water TreatmentDocument33 pagesWater TreatmentJitenNo ratings yet
- Cooling Tower FillDocument13 pagesCooling Tower FillakbarNo ratings yet
- The Use of Polymers To Improve Control of Calcium Phosphonate and Calcium Carbonate in High StressedDocument23 pagesThe Use of Polymers To Improve Control of Calcium Phosphonate and Calcium Carbonate in High Stressedwilmar100% (1)
- FAQ Chlorine Dioxide - European Version April 2017Document16 pagesFAQ Chlorine Dioxide - European Version April 2017Long Thuận100% (1)
- Ice Block MachineDocument15 pagesIce Block MachineNaeim MyelinNo ratings yet
- Jandy Legacy Pool and Spa Heater by ZodiacDocument44 pagesJandy Legacy Pool and Spa Heater by ZodiacGerardo OrtizNo ratings yet
- Septic Tanks: On-Site Wastewater Treatment: Let's Examine Some Basic Concepts About The Septic Tank in Your BackyardDocument6 pagesSeptic Tanks: On-Site Wastewater Treatment: Let's Examine Some Basic Concepts About The Septic Tank in Your BackyardSurya Vansh BasnettNo ratings yet
- Unvented Calorifiers Installation & Commissioning GuideDocument10 pagesUnvented Calorifiers Installation & Commissioning GuidePaul KwongNo ratings yet
- Water ChemistryDocument24 pagesWater ChemistryNagaraju BasaNo ratings yet
- Today'S Topic "Cooling Water Treatement" "Condenser Leak Detection" "Chlorination Plant" AND "Effluent Treatment"Document57 pagesToday'S Topic "Cooling Water Treatement" "Condenser Leak Detection" "Chlorination Plant" AND "Effluent Treatment"saravan1891No ratings yet
- Regulationen 5.0 Water EnvironmentDocument18 pagesRegulationen 5.0 Water Environmentmuthuswamy770% (1)
- Mahad VisioDocument2 pagesMahad VisioMAHAD ZahidNo ratings yet
- HvacDocument15 pagesHvacPallab Mukherjee100% (1)
- LAKOS ROI Standard Cooling Tower CalculatorDocument7 pagesLAKOS ROI Standard Cooling Tower CalculatorMohamed SabryNo ratings yet
- Chemical Dozing System in HVACDocument9 pagesChemical Dozing System in HVACAlex OrodeNo ratings yet
- Oil Interceptor CombinedDocument19 pagesOil Interceptor CombinedNiong DavidNo ratings yet
- Microbiology of Activated SludgeDocument5 pagesMicrobiology of Activated SludgeSuresh Lakshmi Narasimhan100% (1)
- BoilerpptDocument11 pagesBoilerpptFarhan SiddiquiNo ratings yet
- Nitrite Based Corrosion Inhibitor For Chilled WaterDocument2 pagesNitrite Based Corrosion Inhibitor For Chilled WaterChillerCNo ratings yet
- Demineralization PlantsDocument7 pagesDemineralization PlantsPraveen KhatriNo ratings yet
- Cooling Tower Water Treatment MIOX Superior DisinfectionDocument21 pagesCooling Tower Water Treatment MIOX Superior Disinfectioncarlos0% (1)
- Molybdate-Phosphonate Corrosion Inhibitor For Closed Cooling SystemDocument2 pagesMolybdate-Phosphonate Corrosion Inhibitor For Closed Cooling Systemsinughosh100% (1)
- Different Systems For Boiler Feed Water TreatmentDocument30 pagesDifferent Systems For Boiler Feed Water TreatmentsudirmanNo ratings yet
- 2018 Boiler Operator Study GuideDocument27 pages2018 Boiler Operator Study GuideJesseNo ratings yet
- Acumer 1000-1100Document15 pagesAcumer 1000-1100Josiel Santos MedeirosNo ratings yet
- General Duty Valves For Plumbing Piping PDFDocument12 pagesGeneral Duty Valves For Plumbing Piping PDFfatima tanjutcoNo ratings yet
- Removal of Iron From GroundwaterDocument3 pagesRemoval of Iron From GroundwaterRishya Prava ChatterjeeNo ratings yet
- MET 473-3 Mechatronics - 2-Pneumatics and Hydraulic SystemsDocument26 pagesMET 473-3 Mechatronics - 2-Pneumatics and Hydraulic SystemsSudeera WijetungaNo ratings yet
- Immersion Silver Processing GuideDocument11 pagesImmersion Silver Processing GuideAzema AbdelazeemNo ratings yet
- Corrosion Inhibitor in Steam-Condensate LinesDocument6 pagesCorrosion Inhibitor in Steam-Condensate LinesmnasiroleslamiNo ratings yet
- Reduction in Power Plant Specific Water Consumption: February 2016Document9 pagesReduction in Power Plant Specific Water Consumption: February 2016aedi0611No ratings yet
- Wasseraufbereitung enDocument16 pagesWasseraufbereitung enVera VeroniqueNo ratings yet
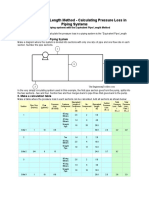
- Equivalent Pipe Length Method 1Document2 pagesEquivalent Pipe Length Method 1Dwi Wahyu WibowoNo ratings yet
- Quick Chilled Water EstimationDocument2 pagesQuick Chilled Water EstimationSami Khoury100% (5)
- Boiler Condensate Line Corrosion InhibitorDocument2 pagesBoiler Condensate Line Corrosion InhibitorsinughoshNo ratings yet
- Formation of Calcium Carbonate Scale and Control Strategies in PDFDocument34 pagesFormation of Calcium Carbonate Scale and Control Strategies in PDFIqbal IrzwiantamaNo ratings yet
- CRN High PressureDocument56 pagesCRN High PressureFranklin RevillNo ratings yet
- How To Start A Water Refilling Station Business - Water Refilling Station - Business Diary PHDocument4 pagesHow To Start A Water Refilling Station Business - Water Refilling Station - Business Diary PHNelLopezNo ratings yet
- Plant Utilities Engineer: Passbooks Study GuideFrom EverandPlant Utilities Engineer: Passbooks Study GuideRating: 4 out of 5 stars4/5 (1)
- After CT-2Document50 pagesAfter CT-2KAMAL HAASANNo ratings yet
- Boiler Water TreatmentDocument43 pagesBoiler Water TreatmentmasoodismNo ratings yet
- Cooling Water TreatmentDocument31 pagesCooling Water Treatmentpadmesh awasthiNo ratings yet
- Maintenance PhilosophiesDocument8 pagesMaintenance PhilosophiesZainNo ratings yet
- Gas Dynamics Chap 6Document5 pagesGas Dynamics Chap 6ZainNo ratings yet
- BentabDocument1 pageBentabZainNo ratings yet
- 10th National ISMO Class 8 Question Paper With SolutionsDocument17 pages10th National ISMO Class 8 Question Paper With SolutionsZain60% (10)
- International Journal of Pressure Vessels and Piping: Xiushan Sun, Yinghua Liu, Jianbin Wang, Zhangzhi CenDocument11 pagesInternational Journal of Pressure Vessels and Piping: Xiushan Sun, Yinghua Liu, Jianbin Wang, Zhangzhi CenZainNo ratings yet
- Split-Cell Chart KeyDocument2 pagesSplit-Cell Chart KeyZainNo ratings yet
- Wind Power BleckerDocument22 pagesWind Power BleckerZainNo ratings yet
- Thin-Walled Structures: H.E. Estekanchi, M. AlembagheriDocument10 pagesThin-Walled Structures: H.E. Estekanchi, M. AlembagheriZainNo ratings yet
- Maintenance PhilosophiesDocument8 pagesMaintenance PhilosophiesZainNo ratings yet
- Orthographic w12Document20 pagesOrthographic w12ZainNo ratings yet
- Fifa Premier League 2013Document9 pagesFifa Premier League 2013ZainNo ratings yet
- Services Invoice: Pakistan Telecommunicationcompany Limited STN NTNDocument1 pageServices Invoice: Pakistan Telecommunicationcompany Limited STN NTNZainNo ratings yet
- Heat Transfer in Turbocharger Turbines Under SteadyDocument8 pagesHeat Transfer in Turbocharger Turbines Under SteadyZainNo ratings yet
- Guidance 1: Adjacent Areas That Are Not in The Same Plane Must Be Separated byDocument12 pagesGuidance 1: Adjacent Areas That Are Not in The Same Plane Must Be Separated byZainNo ratings yet
- Improved Gantt ChartDocument1 pageImproved Gantt ChartZainNo ratings yet
- 2 05-BeamDocument20 pages2 05-BeamZainNo ratings yet
- 2003 Dot Itp EhtfDocument11 pages2003 Dot Itp EhtfNoirchevalNo ratings yet
- Form Harga Bahan KimiaDocument1 pageForm Harga Bahan Kimiahasrat budimanNo ratings yet
- Trumpf Whitepaper Laser Welding BatteryboxDocument14 pagesTrumpf Whitepaper Laser Welding Batteryboxxafat53862No ratings yet
- Biochemistry Laboratory Activity No. 8: University of Perpetual Help System DALTA College of Medical TechnologyDocument6 pagesBiochemistry Laboratory Activity No. 8: University of Perpetual Help System DALTA College of Medical TechnologyKristine Joy Abellar ResuentoNo ratings yet
- The Fires and Explosion at BP Oil Grangemouth Refinery LTD PDFDocument48 pagesThe Fires and Explosion at BP Oil Grangemouth Refinery LTD PDFBurgosg ValeryNo ratings yet
- Pointers and Reviewer in HOPE 3Document6 pagesPointers and Reviewer in HOPE 3Ervin MendiolaNo ratings yet
- TDS SolvalittDocument5 pagesTDS Solvalittheru firmansyahNo ratings yet
- Practice Exam Questions: Unit 4Document2 pagesPractice Exam Questions: Unit 4alamphyNo ratings yet
- Lab Report 4: Afsana Islam (AFI2) Department of Environmental Science and Management North South UniversityDocument3 pagesLab Report 4: Afsana Islam (AFI2) Department of Environmental Science and Management North South UniversityMr WatsonNo ratings yet
- Advantages and Disadvantages of Nanotechnology 1Document4 pagesAdvantages and Disadvantages of Nanotechnology 1Thomas Harrold NemiadaNo ratings yet
- JessintaDocument19 pagesJessintaAgbara RichardNo ratings yet
- TiO2 Synthesis Using GlycineDocument5 pagesTiO2 Synthesis Using GlycineRanjit KumarNo ratings yet
- Chapter15 Siva PDFDocument25 pagesChapter15 Siva PDFlinaNo ratings yet
- 5070 s11 QP 22 PDFDocument20 pages5070 s11 QP 22 PDFNeural Spark Physics CieNo ratings yet
- NTPCDocument17 pagesNTPCSahil AroraNo ratings yet
- Chemistry Paper 1 2020 Higher TierDocument32 pagesChemistry Paper 1 2020 Higher Tiercheez denchNo ratings yet
- Cbse Sample Paper 2023 Class 10Document11 pagesCbse Sample Paper 2023 Class 10Garvit BhelNo ratings yet
- Coa Edta 4naDocument1 pageCoa Edta 4nahuythai2011No ratings yet
- The Chemistry of Cooking and Cleaning - Ellen RichardsDocument106 pagesThe Chemistry of Cooking and Cleaning - Ellen RichardsSandra Mian100% (2)
- Hydac Diaphragm AccumulatorsDocument5 pagesHydac Diaphragm AccumulatorsCarlos Andrés CuelloNo ratings yet
- DSE ElectrodeDocument1 pageDSE Electrodeastaria22No ratings yet
- Lecture 5 C - IsomerismDocument29 pagesLecture 5 C - IsomerismAliah IzzahNo ratings yet
- Kohl Surma Galena CollyriumDocument5 pagesKohl Surma Galena CollyriumjivasumanaNo ratings yet
- Department of Chemical Engineering, NITK Chemical Engineering Thermodynamics-I (Assignment - V)Document3 pagesDepartment of Chemical Engineering, NITK Chemical Engineering Thermodynamics-I (Assignment - V)DechenPemaNo ratings yet
- REACH Annex XVII Status 1904Document21 pagesREACH Annex XVII Status 1904MarkChenNo ratings yet
- Analysis of Lithium Ore With Avio 550 Max Icp Oes 359050Document6 pagesAnalysis of Lithium Ore With Avio 550 Max Icp Oes 359050seninhentayNo ratings yet
- Ari 560-2000Document25 pagesAri 560-2000rajat vermaNo ratings yet
- SS SamplingValveBrochureDocument12 pagesSS SamplingValveBrochureJOBRAN SofienNo ratings yet
- Identification of The Best Model and Parameters For T-Y-X Equilibrium Data of Ethanol-Water MixtureDocument7 pagesIdentification of The Best Model and Parameters For T-Y-X Equilibrium Data of Ethanol-Water MixtureMeghana SNo ratings yet
- Plant Pathology Fst3Document19 pagesPlant Pathology Fst3Alishba SherazNo ratings yet