You might also like
- EM - Math - T3 - G8 - I, II PP Ans - 2019Document6 pagesEM - Math - T3 - G8 - I, II PP Ans - 2019Wajira Sanjaya PereraNo ratings yet
- L04-2 Fundamentals of Reactor Physics Fission Reaction and ReactivityDocument33 pagesL04-2 Fundamentals of Reactor Physics Fission Reaction and ReactivityWajira Sanjaya PereraNo ratings yet
- Radioactive Waste ManagementDocument58 pagesRadioactive Waste ManagementWajira Sanjaya PereraNo ratings yet
- D02 Points of DiscussionDocument1 pageD02 Points of DiscussionWajira Sanjaya PereraNo ratings yet
- L01-2 W Radiation, N-Reaction and NPPDocument16 pagesL01-2 W Radiation, N-Reaction and NPPWajira Sanjaya PereraNo ratings yet
- L06 Radioactive Waste ManagementDocument58 pagesL06 Radioactive Waste ManagementWajira Sanjaya PereraNo ratings yet
- L04-1 Fundamentals of Reactor Physics Fission Reaction and ReactivityDocument57 pagesL04-1 Fundamentals of Reactor Physics Fission Reaction and ReactivityWajira Sanjaya PereraNo ratings yet
- D02 Points of DiscussionDocument1 pageD02 Points of DiscussionWajira Sanjaya PereraNo ratings yet
- Flir t620 DatasheetDocument2 pagesFlir t620 DatasheetAprian Dwi RahmanuNo ratings yet
- TT 2016 Electrical Equipment NepalDocument49 pagesTT 2016 Electrical Equipment NepalDebendra Dev KhanalNo ratings yet
- Nuclear Regulation Authority, Japan Ensures Strictest Safety StandardsDocument6 pagesNuclear Regulation Authority, Japan Ensures Strictest Safety StandardsWajira Sanjaya PereraNo ratings yet
- FLIR Ex Series DatasheetDocument2 pagesFLIR Ex Series DatasheetWajira Sanjaya PereraNo ratings yet
- Radiation Physics FundamentalsDocument33 pagesRadiation Physics FundamentalsWajira Sanjaya PereraNo ratings yet
- Non Destructive Testing of Litro Gas Terminals: Ultrasonic Thickness Gauging Reports Liquid Penetrant Testing ReportDocument1 pageNon Destructive Testing of Litro Gas Terminals: Ultrasonic Thickness Gauging Reports Liquid Penetrant Testing ReportWajira Sanjaya PereraNo ratings yet
- Global Uncooled Thermal Camera 2-5-10 Limited WarrantyDocument2 pagesGlobal Uncooled Thermal Camera 2-5-10 Limited WarrantyWajira Sanjaya PereraNo ratings yet
- IGCSE Physics Revision: Speed, Velocity, Acceleration GraphsDocument6 pagesIGCSE Physics Revision: Speed, Velocity, Acceleration GraphsWajira Sanjaya PereraNo ratings yet
- User's Manual FLIR Ex SeriesDocument112 pagesUser's Manual FLIR Ex SeriesWajira Sanjaya PereraNo ratings yet
- Wave C11Document8 pagesWave C11Wajira Sanjaya PereraNo ratings yet
- .Ks H-09 Jir Udisl Mrslaik 01: Úohd Aul WxlkfhkaDocument2 pages.Ks H-09 Jir Udisl Mrslaik 01: Úohd Aul WxlkfhkaWajira Sanjaya PereraNo ratings yet
- Attachment 05 - AR 1Document4 pagesAttachment 05 - AR 1Wajira Sanjaya PereraNo ratings yet
- EB InstructionsDocument2 pagesEB InstructionsWajira Sanjaya PereraNo ratings yet
- v5 Building Inspection Report Bangunan AgroDocument25 pagesv5 Building Inspection Report Bangunan AgroWajira Sanjaya PereraNo ratings yet
- PGEC - 2016 - MAL - Interactions - Neutron InteractionsDocument3 pagesPGEC - 2016 - MAL - Interactions - Neutron InteractionsWajira Sanjaya PereraNo ratings yet
- PGEC - 2016 - MAL - Atomic Structure - Atomic Mass UnitDocument2 pagesPGEC - 2016 - MAL - Atomic Structure - Atomic Mass UnitWajira Sanjaya PereraNo ratings yet
- PGEC - 2016 - MAL - Radiation Detection - Radiation DetectionDocument2 pagesPGEC - 2016 - MAL - Radiation Detection - Radiation DetectionWajira Sanjaya PereraNo ratings yet
- PGEC - 2016 - MAL - Mass, Charge and Energy - Electromagnetic RadiationDocument2 pagesPGEC - 2016 - MAL - Mass, Charge and Energy - Electromagnetic RadiationWajira Sanjaya PereraNo ratings yet
- PGEC - 2016 - MAL - Atomic Structure - ElementsDocument4 pagesPGEC - 2016 - MAL - Atomic Structure - ElementsWajira Sanjaya PereraNo ratings yet
- National Talk: NDT For Concrete Structure InspectionDocument38 pagesNational Talk: NDT For Concrete Structure InspectionWajira Sanjaya PereraNo ratings yet
- Organizational Plans For Next 3 YearsDocument39 pagesOrganizational Plans For Next 3 YearsWajira Sanjaya PereraNo ratings yet
- l4 - Procedure of Civil Structure InspectionDocument30 pagesl4 - Procedure of Civil Structure InspectionWajira Sanjaya PereraNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Business Study Quarterly Paper by Vijay SirDocument3 pagesBusiness Study Quarterly Paper by Vijay Sirmonish vikramNo ratings yet
- Asset-V1 RICE+46 6 4010+2021 Q1+type@asset+block@MCQs For HO SDH New WBCS 2nd SM 2nd Class Constitution QDocument5 pagesAsset-V1 RICE+46 6 4010+2021 Q1+type@asset+block@MCQs For HO SDH New WBCS 2nd SM 2nd Class Constitution QSourin bisalNo ratings yet
- Garments & Tailoring Business: Submitted byDocument6 pagesGarments & Tailoring Business: Submitted bykartik DebnathNo ratings yet
- Feb 21Document8 pagesFeb 21thestudentageNo ratings yet
- Hutchinson - Le Joint Francais - National O-RingDocument25 pagesHutchinson - Le Joint Francais - National O-RingkikorrasNo ratings yet
- Importance and Behavior of Capital Project Benefits Factors in Practice: Early EvidenceDocument13 pagesImportance and Behavior of Capital Project Benefits Factors in Practice: Early EvidencevimalnandiNo ratings yet
- Rbalance Rotor Balancing ProcedureDocument2 pagesRbalance Rotor Balancing ProcedureBradley NelsonNo ratings yet
- Job Analysis Questionnaire Obo-Pd-Bps-Eii-PlumbingDocument4 pagesJob Analysis Questionnaire Obo-Pd-Bps-Eii-PlumbingKara SignarNo ratings yet
- IPR GUIDE COVERS PATENTS, TRADEMARKS AND MOREDocument22 pagesIPR GUIDE COVERS PATENTS, TRADEMARKS AND MOREShaheen TajNo ratings yet
- Refractomax 521 Refractive Index Detector: FeaturesDocument2 pagesRefractomax 521 Refractive Index Detector: FeaturestamiaNo ratings yet
- SUTI Report - Metro ManilaDocument87 pagesSUTI Report - Metro ManilaIvan Harris TanyagNo ratings yet
- Microsoft Windows 98 Second Edition README For Tips and Tricks, April 1999Document8 pagesMicrosoft Windows 98 Second Edition README For Tips and Tricks, April 1999scriNo ratings yet
- Fiber Optics Splicing Procedures: Your Source To Fiber Optics, Industrial Datacomm & Fieldbus Products-Solutions-ServicesDocument7 pagesFiber Optics Splicing Procedures: Your Source To Fiber Optics, Industrial Datacomm & Fieldbus Products-Solutions-ServicesHafis Aikal AmranNo ratings yet
- Sharp MX2310U Technical Handy ManualDocument64 pagesSharp MX2310U Technical Handy ManualUserNo ratings yet
- Washington State Employee - 4/2010Document8 pagesWashington State Employee - 4/2010WFSEc28No ratings yet
- Loan Agreement with Chattel Mortgage SecuredDocument6 pagesLoan Agreement with Chattel Mortgage SecuredManny DerainNo ratings yet
- Oyo Summer Internship ReportDocument31 pagesOyo Summer Internship ReportJayasree S RNo ratings yet
- Introduction to Soil Investigation ReportDocument76 pagesIntroduction to Soil Investigation ReportRuzengulalebih ZEta's-Listik50% (2)
- Foreign Direct Investment in Mongolia An Interactive Case Study (USAID, 2007)Document266 pagesForeign Direct Investment in Mongolia An Interactive Case Study (USAID, 2007)Oyuna Bat-OchirNo ratings yet
- imageRUNNER_ADVANCE_715_615_525_III_Series_PC_r2_200122Document87 pagesimageRUNNER_ADVANCE_715_615_525_III_Series_PC_r2_200122techwisekgNo ratings yet
- Piroxicam (Wikipedia)Document4 pagesPiroxicam (Wikipedia)Adrian ArnasaputraNo ratings yet
- MunnarDocument5 pagesMunnarvisujinuNo ratings yet
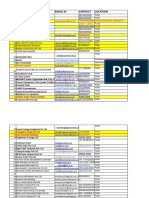
- Company Name Email Id Contact Location: 3 Praj Industries Limited Yogesh960488815Pune-Nagar Road, SanaswadiDocument65 pagesCompany Name Email Id Contact Location: 3 Praj Industries Limited Yogesh960488815Pune-Nagar Road, SanaswadiDhruv Parekh100% (1)
- Imantanout LLGDDocument4 pagesImantanout LLGDNABILNo ratings yet
- Opening Up The Prescriptive Authority PipelineDocument10 pagesOpening Up The Prescriptive Authority PipelineJohn GavazziNo ratings yet
- GA 7 Parts ManualDocument565 pagesGA 7 Parts ManualDave SchallNo ratings yet
- Open Recruitment Member Kejar Mimpi Periode 2023 (Responses)Document22 pagesOpen Recruitment Member Kejar Mimpi Periode 2023 (Responses)Sophia Dewi AzzahraNo ratings yet
- FM Butterfly ValvesDocument3 pagesFM Butterfly ValvesahsanNo ratings yet
- Bridge Ogres Little Fishes2Document18 pagesBridge Ogres Little Fishes2api-246705433No ratings yet
- Data IntegrationDocument7 pagesData IntegrationHan MyoNo ratings yet