You might also like
- Cylinder Blocks 11-00-1 (Hino Engine Type J08etm-Ksda)Document3 pagesCylinder Blocks 11-00-1 (Hino Engine Type J08etm-Ksda)Oecox Cah DjadoelNo ratings yet
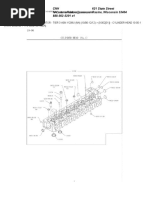
- CYLINDER BLOCK REPAIR PARTS FOR CASE EXCAVATOR ENGINEDocument3 pagesCYLINDER BLOCK REPAIR PARTS FOR CASE EXCAVATOR ENGINEeshopmanual TigaNo ratings yet
- Cylinder Blocks 11-00-2 (Hino Engine Type J08etm-Ksda)Document3 pagesCylinder Blocks 11-00-2 (Hino Engine Type J08etm-Ksda)Oecox Cah DjadoelNo ratings yet
- Cylinder Head 26916Document2 pagesCylinder Head 26916Wilheam MamaniNo ratings yet
- Weatherford Ind. e Com. Ltda: Listagem ConfiguraçõesDocument7 pagesWeatherford Ind. e Com. Ltda: Listagem ConfiguraçõesMarceloNo ratings yet
- WA100-3 Partsbook PDFDocument339 pagesWA100-3 Partsbook PDFMbahdiro Kolenx67% (3)
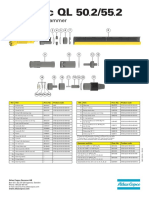
- Hammer Atlas CopcoDocument1 pageHammer Atlas CopcoEduardo AcostaNo ratings yet
- StructuralDocument4 pagesStructuralGopakumar KNo ratings yet
- NemaDocument8 pagesNemaTraian SerbanNo ratings yet
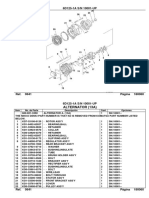
- Alternator Parts ListDocument2 pagesAlternator Parts ListWilheam MamaniNo ratings yet
- Komatsu 6d95l 1l S N 10001 UpDocument141 pagesKomatsu 6d95l 1l S N 10001 UpMehdi Mansourian100% (2)
- Clipmaster 220 - Europe Page 125126Document2 pagesClipmaster 220 - Europe Page 125126Yvonne NogueraNo ratings yet
- TablesDocument3 pagesTablesJojolasNo ratings yet
- Mitsubishi F1C1, F1C2, W1C1: FWD & Awd CVTDocument2 pagesMitsubishi F1C1, F1C2, W1C1: FWD & Awd CVTDhanis EganNo ratings yet
- Kawasaki ZX750E1 Parts ManualDocument120 pagesKawasaki ZX750E1 Parts ManualNick BeckiusNo ratings yet
- Tetra Pak Valves LklatDocument4 pagesTetra Pak Valves LklatNguyễnNgọcMinhNo ratings yet
- Suggested Spare Parts List Cabinet and Door Foaming Plant JOB #764-765Document7 pagesSuggested Spare Parts List Cabinet and Door Foaming Plant JOB #764-765MiraNo ratings yet
- 7air Intake For 13a 25a AlternDocument1 page7air Intake For 13a 25a AlternEm sulistioNo ratings yet
- Atlas Copco COP 54 GoldDocument1 pageAtlas Copco COP 54 GoldАнастасияNo ratings yet
- Honda XR200 engine tuning optionsDocument14 pagesHonda XR200 engine tuning optionsCamilo Gomez100% (1)
- Gear Pumps PartsDocument41 pagesGear Pumps PartsKudanthai Senthilkumar100% (1)
- Scorch 49cc & Flash 49cc EngineDocument15 pagesScorch 49cc & Flash 49cc EngineCoughman MattNo ratings yet
- Cylinder Head 10-00-2 (Hino Engine Type J08etm-Ksda)Document4 pagesCylinder Head 10-00-2 (Hino Engine Type J08etm-Ksda)Oecox Cah DjadoelNo ratings yet
- Cylinder Head Parts List for Acera Mark 8 Excavator Tier 3 EngineDocument4 pagesCylinder Head Parts List for Acera Mark 8 Excavator Tier 3 Engineeshopmanual Tiga100% (1)
- Catalogo FischerDocument162 pagesCatalogo FischerMarcos Gregorio da SilvaNo ratings yet
- Catálogo Fischer 2019-20Document42 pagesCatálogo Fischer 2019-20brothersmotopecasoficialNo ratings yet
- For PoDocument5 pagesFor Pomotorcentral balayanNo ratings yet
- LT-650 - MINERA LA NEGRA Parts ListDocument330 pagesLT-650 - MINERA LA NEGRA Parts ListAdan BenitezNo ratings yet
- DEMO WA100-1 SN 10001-UP Wheel Loader PDFDocument21 pagesDEMO WA100-1 SN 10001-UP Wheel Loader PDFsonjisahuri80% (5)
- 49cc Shortcase EngineDocument16 pages49cc Shortcase EngineCoughman MattNo ratings yet
- HSN Code For Finished Goods CSDocument6 pagesHSN Code For Finished Goods CSChetan AgrawalNo ratings yet
- PC75UU-3 Parts BookDocument195 pagesPC75UU-3 Parts BookOecox Cah Djadoel100% (10)
- Cylinder Head 10-00-1 (Hino Engine Type J08etm-Ksda) - 2Document4 pagesCylinder Head 10-00-1 (Hino Engine Type J08etm-Ksda) - 2Oecox Cah DjadoelNo ratings yet
- Cylinder Head 10-00-1 (Hino Engine Type J08etm-Ksda)Document4 pagesCylinder Head 10-00-1 (Hino Engine Type J08etm-Ksda)eshopmanual TigaNo ratings yet
- Winco Tb4000c-A Tb6000c-A PLDocument1 pageWinco Tb4000c-A Tb6000c-A PLmovius1No ratings yet
- List of Drawings: Sicoplan EngineeringDocument4 pagesList of Drawings: Sicoplan EngineeringJYOTI RANJAN ROUTNo ratings yet
- Electrical Measuring Instrument Division: Price List With Effect From 01/04/2022Document30 pagesElectrical Measuring Instrument Division: Price List With Effect From 01/04/2022Swarzina Elios SwargiaryNo ratings yet
- Dewalt d51321 - 2Document5 pagesDewalt d51321 - 2Robert BNo ratings yet
- Supply OrderDocument2 pagesSupply OrderMuhammad Wajahat PervazNo ratings yet
- Agri CaterpillarDocument3 pagesAgri CaterpillarМаксимNo ratings yet
- '08 KL650E8F Engine Crankcase: This Catalog Covers: This Grid CoversDocument1 page'08 KL650E8F Engine Crankcase: This Catalog Covers: This Grid CoversRamon DizNo ratings yet
- Turbine Rotor Parts ListDocument1 pageTurbine Rotor Parts ListAmirul ShamNo ratings yet
- Dimentional Inspection ReportDocument3 pagesDimentional Inspection ReportSanofar ShamsudeenNo ratings yet
- PEB Footing Design-1-10Document10 pagesPEB Footing Design-1-10Sagar DhamdhereNo ratings yet
- Repuestosreparacionmotor 962 GDocument2 pagesRepuestosreparacionmotor 962 GguayanecitroNo ratings yet
- PEB Footing DesignDocument336 pagesPEB Footing DesignSagar DhamdhereNo ratings yet
- Group10 PDFDocument28 pagesGroup10 PDFphuocloi82No ratings yet
- Tetra Pak Valves LklaDocument6 pagesTetra Pak Valves LklaNguyễnNgọcMinhNo ratings yet
- Cylinder Head 10-00-2 Hino Engine Type J08etm KsdaDocument6 pagesCylinder Head 10-00-2 Hino Engine Type J08etm KsdaFeroz GullNo ratings yet
- 790374-1 Control PanelDocument140 pages790374-1 Control PanelmantenimentsadaNo ratings yet
- K 4700 CSK 5000 CCK 5500 CBK 5000 CSK 6000 CCK 6000 CSK 7500 CCDocument2 pagesK 4700 CSK 5000 CCK 5500 CBK 5000 CSK 6000 CCK 6000 CSK 7500 CCMIGUEL ÁNGEL TOMÉNo ratings yet
- 3+009 S.N o Bar Mark: Dia of Bar (MM)Document8 pages3+009 S.N o Bar Mark: Dia of Bar (MM)Sreedhar BhuduruNo ratings yet
- 9866 0178 01 Secoroc COP 44 Gold Service Poster - LOWDocument1 page9866 0178 01 Secoroc COP 44 Gold Service Poster - LOWPaula ArrascaetaNo ratings yet
- AEON COBRA 220 Red Blue KatalogDocument63 pagesAEON COBRA 220 Red Blue KataloglexkierowcaNo ratings yet
- Tax Invoive: Sunny VisionDocument3 pagesTax Invoive: Sunny VisionMR ANIkETNo ratings yet
- KodekodeDocument2 pagesKodekodekarina chaswinNo ratings yet
- CompressorDocument3 pagesCompressormdirshadmasoodNo ratings yet
- List of Overboard Valve and Seal NumberDocument1 pageList of Overboard Valve and Seal Numberreginasantos1828No ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Solving Practical Engineering Mechanics Problems Fluid Mechanics-BakhtiyarovDocument95 pagesSolving Practical Engineering Mechanics Problems Fluid Mechanics-BakhtiyarovPeter Nomikos100% (1)
- PLC Applications Workbook - Dayanand, RickyDocument240 pagesPLC Applications Workbook - Dayanand, RickyPeter Nomikos100% (1)
- High-quality tool steels for the extrusion industryDocument12 pagesHigh-quality tool steels for the extrusion industryPeter NomikosNo ratings yet
- Electric Motors Control Diagram - BarbuDocument66 pagesElectric Motors Control Diagram - BarbuPeter NomikosNo ratings yet
- STL File Converter - 12 Best Tools To Convert STL Files - All3DPDocument27 pagesSTL File Converter - 12 Best Tools To Convert STL Files - All3DPPeter NomikosNo ratings yet
- Geza Vermes-Christian Beginnings - From Nazareth To Nicaea-Yale University Press (2013) PDFDocument289 pagesGeza Vermes-Christian Beginnings - From Nazareth To Nicaea-Yale University Press (2013) PDFΛευτέρης Κοκκίνης100% (2)
- What Every Engineer Should Know AboutDocument217 pagesWhat Every Engineer Should Know AboutGurpreet Singh DhunnaNo ratings yet
- Stamping Design GuidelineDocument13 pagesStamping Design GuidelineVikram Borkhediya100% (1)
- Guide to Field Testing Gas Turbines and CompressorsDocument93 pagesGuide to Field Testing Gas Turbines and Compressorsinmec57No ratings yet
- Guidelines For Ships Using Low Flashpoint Fuels (Methyl-Ethyl-Alcohol-Lpg) 2019 - Nippon Kaiji KuokaiDocument151 pagesGuidelines For Ships Using Low Flashpoint Fuels (Methyl-Ethyl-Alcohol-Lpg) 2019 - Nippon Kaiji KuokaiPeter NomikosNo ratings yet
- Uddeholm Pocket Book PDFDocument80 pagesUddeholm Pocket Book PDFPeter NomikosNo ratings yet
- Uddeholm Pocket Book PDFDocument80 pagesUddeholm Pocket Book PDFPeter NomikosNo ratings yet
- Hss Long Series Drills Is: 5102-1969 DIN: 340 & BS 328 Part-1Document3 pagesHss Long Series Drills Is: 5102-1969 DIN: 340 & BS 328 Part-1Peter NomikosNo ratings yet
- Evolution of The Material Microstructures Within A Complex Porthole Die - TangDocument14 pagesEvolution of The Material Microstructures Within A Complex Porthole Die - TangPeter NomikosNo ratings yet
- Ingersoll ToolholdersDocument140 pagesIngersoll ToolholdersPeter NomikosNo ratings yet
- Scrap Retention DiesDocument1 pageScrap Retention DiesPeter NomikosNo ratings yet
- Man TurbochargerDocument46 pagesMan TurbochargerPeter NomikosNo ratings yet
- From Die Design To Perfect CastingDocument2 pagesFrom Die Design To Perfect CastingPeter NomikosNo ratings yet
- Atlas Technical Handbook of ST Steel 05 2008 PDFDocument45 pagesAtlas Technical Handbook of ST Steel 05 2008 PDFPoncho RmzNo ratings yet
- New PDFDocument19 pagesNew PDFLuis GorrinNo ratings yet
- Mechanics of Wood MachiningDocument207 pagesMechanics of Wood MachiningPeter NomikosNo ratings yet
- Ruko Twist DrillsDocument80 pagesRuko Twist DrillsPeter NomikosNo ratings yet
- RoboticsDocument394 pagesRoboticsPeter Nomikos100% (5)
- Easy Probing Renishaw PDFDocument29 pagesEasy Probing Renishaw PDFJesus MedinaNo ratings yet
- S. S. Rattan-Strength of Materials-Tata Mcgraw Hill (2011) PDFDocument758 pagesS. S. Rattan-Strength of Materials-Tata Mcgraw Hill (2011) PDFPeter Nomikos61% (18)
- Non Clogging Button Dies and Scrap Vacuum UnitsDocument1 pageNon Clogging Button Dies and Scrap Vacuum UnitsPeter NomikosNo ratings yet
- Renishaw.-Installation Manual For Machine ToolsDocument220 pagesRenishaw.-Installation Manual For Machine ToolsPeter Nomikos100% (1)
- Durability of PunchesDocument1 pageDurability of PunchesPeter NomikosNo ratings yet
- Punches For Heavy Load, Tapered Head PunchesDocument1 pagePunches For Heavy Load, Tapered Head PunchesPeter NomikosNo ratings yet
- Characteristics of Punching ToolsDocument1 pageCharacteristics of Punching ToolsPeter NomikosNo ratings yet
- Modulate Action Catalog EN 01 2020Document60 pagesModulate Action Catalog EN 01 2020AMIRNo ratings yet
- Analysis of Stainless Steel Welded Joints A Comparison Between Destructive and Non-Destructive TechniquesDocument7 pagesAnalysis of Stainless Steel Welded Joints A Comparison Between Destructive and Non-Destructive TechniquesKhalid M. HafezNo ratings yet
- 1 UnlockedDocument12 pages1 UnlockedLiz ChaiNo ratings yet
- Sintering Stainless SteelDocument42 pagesSintering Stainless SteelSteve GreenNo ratings yet
- Norsok R-004Document30 pagesNorsok R-004Tor MoxnesNo ratings yet
- Aerospace Material SpecificationDocument6 pagesAerospace Material SpecificationQuality2010100% (5)
- Moon-Star EN 190304Document28 pagesMoon-Star EN 190304NathanNo ratings yet
- Manual de Operación V4-Ss2u PDFDocument16 pagesManual de Operación V4-Ss2u PDFHeiner PalaciosNo ratings yet
- Alex Schiffer - Joe Cell - Experimenters Guide To The Joe CellDocument130 pagesAlex Schiffer - Joe Cell - Experimenters Guide To The Joe CellAnonymous UwXe23xNo ratings yet
- Specification For GasketsDocument8 pagesSpecification For GasketsMehdi NouriNo ratings yet
- Lifting and FIxing PrecastDocument25 pagesLifting and FIxing Precastdandee451100% (2)
- 216 NR - 2019 07 PDFDocument263 pages216 NR - 2019 07 PDFMarleneLopesNo ratings yet
- Uncirculated Baths: (AMBIENT +5°C TO +100°C)Document4 pagesUncirculated Baths: (AMBIENT +5°C TO +100°C)Johan MolinaNo ratings yet
- Cu-Ni - Sea Water CoolingDocument10 pagesCu-Ni - Sea Water CoolingBONGDA TODAYNo ratings yet
- Tabel Baut 1Document258 pagesTabel Baut 1Devit HamdansyahNo ratings yet
- Me Faculty of Engineering and GeosciencesDocument9 pagesMe Faculty of Engineering and Geosciencestinashe tagariraNo ratings yet
- Astm G 48Document9 pagesAstm G 48nisha_khanNo ratings yet
- Tds CA1010 Mastinox PPGDocument2 pagesTds CA1010 Mastinox PPGAstari Putri NuarisaNo ratings yet
- BR1601 0405 RevDocument12 pagesBR1601 0405 Revmohdazlan hassanNo ratings yet
- 133 Trepanier Pelton 2005Document7 pages133 Trepanier Pelton 2005AssyakurNo ratings yet
- Stainless SteelDocument56 pagesStainless SteelShariq KhanNo ratings yet
- Sweeney 503 Moly Paste India Call +91-98851-49412Document3 pagesSweeney 503 Moly Paste India Call +91-98851-49412Project Sales CorpNo ratings yet
- Indco CatalogDocument56 pagesIndco Catalogswoo323No ratings yet
- Metal Operation TheatreDocument14 pagesMetal Operation TheatrePyrotech MetalSpace Solutions Pvt LtdNo ratings yet
- Tabletop CNC Wire Bender Machine Using DXF by Generating CNC CodesDocument4 pagesTabletop CNC Wire Bender Machine Using DXF by Generating CNC CodesPrasanna RahmaniacNo ratings yet
- LAPP Food and Beverage 2017 ENDocument92 pagesLAPP Food and Beverage 2017 ENMarco Antonio Jordán AguadoNo ratings yet
- HF 40 - EspecificaçõesDocument1 pageHF 40 - EspecificaçõesVenicio AchermanNo ratings yet
- Tube ChartDocument1 pageTube ChartKuldeep28883No ratings yet
- Katalog 2020 enDocument148 pagesKatalog 2020 enAlejandro BoccoNo ratings yet
- Tubular Heat Exchangers TroubleshootingDocument3 pagesTubular Heat Exchangers TroubleshootingRahul ChandrawarNo ratings yet