You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- (CE) +2016 与君再世相逢日 45Document6 pages(CE) +2016 与君再世相逢日 45SueChen TanNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Ethereal Husband Chapter 62Document7 pagesEthereal Husband Chapter 62SueChen TanNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Ethereal Husband Chapter 58Document7 pagesEthereal Husband Chapter 58SueChen TanNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Ethereal Husband Chapter 48Document6 pagesEthereal Husband Chapter 48SueChen TanNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Ethereal Husband Chapter 73Document7 pagesEthereal Husband Chapter 73SueChen TanNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Ethereal Husband Chapter 59Document7 pagesEthereal Husband Chapter 59SueChen TanNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Ethereal Husband Chapter 10Document9 pagesEthereal Husband Chapter 10SueChen TanNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Current Methods of Shade Matching in Dentistry A Review of The Supporting Literature PDFDocument6 pagesCurrent Methods of Shade Matching in Dentistry A Review of The Supporting Literature PDFSueChen TanNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Book 1Document2 pagesBook 1SueChen TanNo ratings yet
- Tenses Dialogues or Monologues or Thoughts. 2. SpellingDocument6 pagesTenses Dialogues or Monologues or Thoughts. 2. SpellingSueChen TanNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Glossary of Terms in Wuxia, Xianxia & Xuanhuan NovelsDocument48 pagesGlossary of Terms in Wuxia, Xianxia & Xuanhuan NovelsSueChen Tan100% (4)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Part 1: PoemDocument3 pagesPart 1: PoemSueChen TanNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Merry Christmas Mr. Lawrence (Orchestral) Ryuichi SakamotoDocument22 pagesMerry Christmas Mr. Lawrence (Orchestral) Ryuichi SakamotoSueChen Tan100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Ultimate MJDF Part 1Document89 pagesUltimate MJDF Part 1SueChen Tan75% (4)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Postgraduates Brochure 2016Document2 pagesPostgraduates Brochure 2016SueChen TanNo ratings yet
- 3 RdmolarDocument25 pages3 RdmolarocadaNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Paediatric PatientDocument6 pagesThe Paediatric PatientSueChen TanNo ratings yet
- Leyson vs. OmbudsmanDocument12 pagesLeyson vs. OmbudsmanDNAANo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Patient Care Malaysia 2014 BrochureDocument8 pagesPatient Care Malaysia 2014 Brochureamilyn307No ratings yet
- Radioss For Linear Dynamics 10.0Document79 pagesRadioss For Linear Dynamics 10.0Venkat AnumulaNo ratings yet
- Manual TP5000Document206 pagesManual TP5000u177427100% (4)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Oliva - A Maturity Model For Enterprise Risk ManagementDocument14 pagesOliva - A Maturity Model For Enterprise Risk ManagementErika FerreiraNo ratings yet
- 2010 LeftySpeed Oms en 0Document29 pages2010 LeftySpeed Oms en 0Discord ShadowNo ratings yet
- DL5/DL6 With CBD6S: User ManualDocument32 pagesDL5/DL6 With CBD6S: User ManualMeOminGNo ratings yet
- Paper 1 - 2017 EETDocument10 pagesPaper 1 - 2017 EETRayNo ratings yet
- MBFI Quiz KeyDocument7 pagesMBFI Quiz Keypunitha_pNo ratings yet
- ProposalDocument8 pagesProposalapi-295634125No ratings yet
- QP02Document11 pagesQP02zakwanmustafa0% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Business Opportunity Identification and SelectionDocument15 pagesBusiness Opportunity Identification and SelectionAnonymous 3H6fFBmNo ratings yet
- 1000.01 Good Documentation PracticesDocument13 pages1000.01 Good Documentation PracticescipopacinoNo ratings yet
- Final ReportDocument6 pagesFinal ReportBrian Rey L. AbingNo ratings yet
- ICICIdirect Model Portfolio ProductDocument54 pagesICICIdirect Model Portfolio ProductPrerna GillNo ratings yet
- ELEN 325 Lab 1 PrelabDocument8 pagesELEN 325 Lab 1 PrelabAndrew ZellerNo ratings yet
- Universal Beams PDFDocument2 pagesUniversal Beams PDFArjun S SanakanNo ratings yet
- Notes in Train Law PDFDocument11 pagesNotes in Train Law PDFJanica Lobas100% (1)
- Submitted To: Sir Ahmad Mujtaba Submitted By: Museera Maqbool Roll No: L-21318 Course: Service Marketing Programme: MBA 1.5 (Evening)Document3 pagesSubmitted To: Sir Ahmad Mujtaba Submitted By: Museera Maqbool Roll No: L-21318 Course: Service Marketing Programme: MBA 1.5 (Evening)GlobalNo ratings yet
- Hukbalahap: March 16, 2019 Godwin M. Rarama Readings in The Philippine History Seat No. 35Document2 pagesHukbalahap: March 16, 2019 Godwin M. Rarama Readings in The Philippine History Seat No. 35Godwin RaramaNo ratings yet
- Service Manual JLG 1055 S-N01600727600Document566 pagesService Manual JLG 1055 S-N01600727600RAPID EQUIPMENT RENTAL67% (6)
- Risk Management GuidanceDocument9 pagesRisk Management GuidanceHelen GouseNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Misurata UniversityDocument11 pagesMisurata UniversityDustin EllisNo ratings yet
- Design, Analysis &optimization of Crankshaft Using CAEDocument6 pagesDesign, Analysis &optimization of Crankshaft Using CAEInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Geometric Driver Components Serial Copy: Topsolid'WoodDocument22 pagesGeometric Driver Components Serial Copy: Topsolid'Wooddrine100% (1)
- Graphene/Metal Organic Framework Composites As Adsorbents For Adsorption Chiller ApplicationsDocument88 pagesGraphene/Metal Organic Framework Composites As Adsorbents For Adsorption Chiller ApplicationsNajam Ul QadirNo ratings yet
- TelekomDocument2 pagesTelekomAnonymous eS7MLJvPZCNo ratings yet
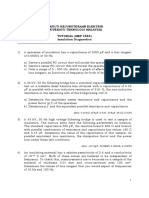
- Tutorial MEP1553 - Insulation DiagnosticsDocument4 pagesTutorial MEP1553 - Insulation DiagnosticsSharin Bin Ab GhaniNo ratings yet
- Ps 6013 Geometric Dimensioning and Tolerancing Symbology Method, Usage and Definitions 2013-08-01 (G)Document18 pagesPs 6013 Geometric Dimensioning and Tolerancing Symbology Method, Usage and Definitions 2013-08-01 (G)maheshmbelgaviNo ratings yet
- Nogales V Capitol Medical CenterDocument2 pagesNogales V Capitol Medical CenterGraceNo ratings yet
- Defensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityFrom EverandDefensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityRating: 5 out of 5 stars5/5 (1)