You might also like
- Wartsila 32 Diesel Engine AnalysisDocument8 pagesWartsila 32 Diesel Engine Analysisivanadityan100% (1)
- ME406 Diesel Engine Fundamentals PDFDocument51 pagesME406 Diesel Engine Fundamentals PDFAnugrah Pangeran100% (1)
- Wärtsilä 6L20Document2 pagesWärtsilä 6L20Edgar Kenneth Luna100% (1)
- Operators Manual MG540Document85 pagesOperators Manual MG540Juan Carlos Puma Reátegui100% (2)
- Drawing No.: 20RK270 DIESEL Isolation of Ruston Propulsion EngineDocument1 pageDrawing No.: 20RK270 DIESEL Isolation of Ruston Propulsion EnginerpichoNo ratings yet
- Alarm System. Classifiable D5A-T, D5A-TA, D5A-B TA, D7A-T, D7A-TA, D7A-B TA PDFDocument1 pageAlarm System. Classifiable D5A-T, D5A-TA, D5A-B TA, D7A-T, D7A-TA, D7A-B TA PDFrickyNo ratings yet
- Three Phase Synchronous Motor Features and SpecificationsDocument25 pagesThree Phase Synchronous Motor Features and Specificationsjcpp_18No ratings yet
- K79746-747 Technical DescriptionDocument12 pagesK79746-747 Technical DescriptionJon Lopez100% (1)
- BookDocument28 pagesBookFebrian Wardoyo100% (1)
- D2842 Heavy DutyDocument4 pagesD2842 Heavy Dutym_najman100% (2)
- Marine Diesel Generators 6 W126S Technical SpecificationsDocument2 pagesMarine Diesel Generators 6 W126S Technical SpecificationsirdawanNo ratings yet
- Marine Generator Set: 30.0 Ekw (60 HZ) at 1800 RPM 24.5 Ekw (50 HZ) at 1500 RPMDocument2 pagesMarine Generator Set: 30.0 Ekw (60 HZ) at 1800 RPM 24.5 Ekw (50 HZ) at 1500 RPMByron CheleNo ratings yet
- Part Original Doosan Cuci GudangDocument18 pagesPart Original Doosan Cuci GudangIrul UmamNo ratings yet
- Quick guide to piston ring inspection and measurementDocument7 pagesQuick guide to piston ring inspection and measurementshashirajNo ratings yet
- Engine Misfires, Runs Rough or Is UnstableDocument4 pagesEngine Misfires, Runs Rough or Is UnstableFaresNo ratings yet
- KTA50 - Connecting RodDocument8 pagesKTA50 - Connecting RodSebastian Nicușor PărăoanuNo ratings yet
- Tad730ge 111797s01Document8 pagesTad730ge 111797s01roozbehxoxNo ratings yet
- Doosan Overspeed ValueDocument2 pagesDoosan Overspeed ValuearieznavalNo ratings yet
- Cummins Prem Blue 15w40 1-18 L Sing Ssv3028m18 Asia-Pacific Purple Book (GHS) - EnglishDocument14 pagesCummins Prem Blue 15w40 1-18 L Sing Ssv3028m18 Asia-Pacific Purple Book (GHS) - EnglishjosephvanbacNo ratings yet
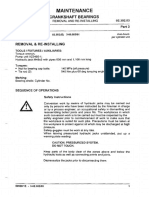
- SKL Main Bearing ProcedureDocument11 pagesSKL Main Bearing ProcedureVaibhav SinghalNo ratings yet
- Owners Manual ENGDocument86 pagesOwners Manual ENGНиколайNo ratings yet
- Generator Specifications and Drawings G3-23947-0010Document17 pagesGenerator Specifications and Drawings G3-23947-0010caleb diversity100% (1)
- MTU 18V2000 DS1250: Diesel Generator SetDocument4 pagesMTU 18V2000 DS1250: Diesel Generator SetSidali KilardjNo ratings yet
- TurboDocument2 pagesTurboFalgon IslamNo ratings yet
- Cat C280-12 Spec SheetsDocument16 pagesCat C280-12 Spec SheetsThan Htet100% (1)
- 1.柴油机使用说明 Usage Instructions: Maintenance Manual for WD615 Series EuroⅡDiesel EngineDocument134 pages1.柴油机使用说明 Usage Instructions: Maintenance Manual for WD615 Series EuroⅡDiesel Enginejesus silvaNo ratings yet
- Single Marine Gear UnitsDocument2 pagesSingle Marine Gear UnitsvivekzzNo ratings yet
- MAN D2876 Medium Duty Marine EnginesDocument4 pagesMAN D2876 Medium Duty Marine Enginesfajar saputra100% (1)
- Torques Con Lubricante y UpgradeDocument17 pagesTorques Con Lubricante y UpgradeJed MayNo ratings yet
- ML Couplings Instruction ManualDocument4 pagesML Couplings Instruction ManualGer BosNo ratings yet
- Marine Chocking Application GuideDocument16 pagesMarine Chocking Application Guidetuangi100% (2)
- Westerbeake 7.6 BTD Parts List Edition 1Document52 pagesWesterbeake 7.6 BTD Parts List Edition 1darrylloach100% (1)
- CARTEX Operating Manual Incl - Sctional DRWG Rev 4Document11 pagesCARTEX Operating Manual Incl - Sctional DRWG Rev 4keyur1109No ratings yet
- Connecting Rod Screws For WÄRTSILÄ 20, Replacement Interval and New RevisionDocument2 pagesConnecting Rod Screws For WÄRTSILÄ 20, Replacement Interval and New RevisionMykola Titov100% (2)
- 01 2 18 ms9-303Document13 pages01 2 18 ms9-303Rachit SharmaNo ratings yet
- Esl mk2 VeeDocument1 pageEsl mk2 Veefajee_faridNo ratings yet
- Unalloy PewagDocument60 pagesUnalloy PewagtintucinbNo ratings yet
- Steyr Marine Engines: Spare Parts CatalogueDocument151 pagesSteyr Marine Engines: Spare Parts CatalogueMartin FrancoNo ratings yet
- MEK Marine MAN Engine Spare PartsDocument6 pagesMEK Marine MAN Engine Spare PartsMEK MarineNo ratings yet
- User's Handbook: 4GM 4TgmDocument64 pagesUser's Handbook: 4GM 4TgmThắng Dương xuân0% (1)
- Merchant - Condensing Unit For Ac PDFDocument14 pagesMerchant - Condensing Unit For Ac PDFAmmar RamanNo ratings yet
- 03 Mechanical AdjustmentDocument25 pages03 Mechanical AdjustmentHải Lưu MinhNo ratings yet
- Eliminator™ FilterDocument35 pagesEliminator™ FiltertstkupdhNo ratings yet
- PIM130B1 - Daihatsu DT Series Archived JUN PDFDocument5 pagesPIM130B1 - Daihatsu DT Series Archived JUN PDFAnonymous XGsiY6rNo ratings yet
- 006 026 InjectorDocument9 pages006 026 InjectorYè WințNo ratings yet
- Barton Floco Positive Displacement MetersDocument40 pagesBarton Floco Positive Displacement MetersChoirul ImamNo ratings yet
- Hydreco V3A4013 Brochure 2014Document8 pagesHydreco V3A4013 Brochure 2014Montes JorgeNo ratings yet
- V 222 TiDocument2 pagesV 222 TiTrupp2785No ratings yet
- Filter BoschDocument24 pagesFilter BoschAdmir Talic100% (1)
- Reduction Gearbox 1500 AGSC KPDocument1 pageReduction Gearbox 1500 AGSC KPΣπύρος ΛελούδαςNo ratings yet
- Automaskin 400Document111 pagesAutomaskin 400Maksim PanfilovNo ratings yet
- MF-072-2 V02-DK20 Instrauction Manual (Maintenance)Document173 pagesMF-072-2 V02-DK20 Instrauction Manual (Maintenance)ИгорьNo ratings yet
- Low Voltage Alternators Technical OverviewDocument19 pagesLow Voltage Alternators Technical OverviewIee XpNo ratings yet
- Westerbeke 4,5bcgtc Part ListDocument77 pagesWesterbeke 4,5bcgtc Part Listcengiz kutukcu100% (1)
- Rodamientos de Alternadores CAT GILBERTO PANTOJADocument16 pagesRodamientos de Alternadores CAT GILBERTO PANTOJAGilberto PantojaNo ratings yet
- Datasheet Stamford Alternator Hci544e 3 PhaseDocument9 pagesDatasheet Stamford Alternator Hci544e 3 PhaseUjjal SarkarNo ratings yet
- Wartsila o e W 32gd TRDocument16 pagesWartsila o e W 32gd TRMartin Kratky100% (1)
- WARTSILADocument16 pagesWARTSILAgonzaloferreiro1982100% (1)
- Cat Parts Value Story - 2012Document70 pagesCat Parts Value Story - 2012Anonymous QyMJpu100% (1)
- GeislingerDocument5 pagesGeislingerSameh Jeep100% (1)
- PowerFactory2017 EN Rev.2 PDFDocument16 pagesPowerFactory2017 EN Rev.2 PDFVictor Macedo AchancarayNo ratings yet
- Brochure DigSilentDocument12 pagesBrochure DigSilentaquiros29No ratings yet
- Anexo 2 PQSensorDocument6 pagesAnexo 2 PQSensoraramirezbenitesNo ratings yet
- Example 2Document30 pagesExample 2Victor Macedo AchancarayNo ratings yet
- PF2017 - Brochure (EN) PDFDocument16 pagesPF2017 - Brochure (EN) PDFVictor Macedo AchancarayNo ratings yet
- Anexo 2 PQSensorDocument6 pagesAnexo 2 PQSensoraramirezbenitesNo ratings yet
- DGS-5 Documentation v007 PDFDocument42 pagesDGS-5 Documentation v007 PDFVictor Macedo AchancarayNo ratings yet
- ID (A:40) Descr (A:40 Val (A:40)Document46 pagesID (A:40) Descr (A:40 Val (A:40)Victor Macedo AchancarayNo ratings yet
- Example 4Document50 pagesExample 4Victor Macedo AchancarayNo ratings yet
- DGS 5 ExamplesDocument8 pagesDGS 5 Examplesnando_nando_No ratings yet
- WhatsNew 2017 en PDFDocument47 pagesWhatsNew 2017 en PDFVictor Macedo AchancarayNo ratings yet
- Example3 OPDDocument5 pagesExample3 OPDVictor Macedo AchancarayNo ratings yet
- ID (A:40) Descr (A:40 Val (A:40)Document46 pagesID (A:40) Descr (A:40 Val (A:40)Victor Macedo AchancarayNo ratings yet
- Whats New in Power Factory V14.1Document83 pagesWhats New in Power Factory V14.1Ishtiaq AhmadNo ratings yet
- Liquid Fuel Power Plants 2014 PDFDocument12 pagesLiquid Fuel Power Plants 2014 PDFVictor Macedo AchancarayNo ratings yet
- PowerFactory2017 EN Rev.2 PDFDocument16 pagesPowerFactory2017 EN Rev.2 PDFVictor Macedo AchancarayNo ratings yet
- DIgSILENT PF 15.1.2 ManualDocument1,427 pagesDIgSILENT PF 15.1.2 Manualxvehicle97% (31)
- Brochure o e DF Engines 2015 PDFDocument4 pagesBrochure o e DF Engines 2015 PDFVictor Macedo AchancarayNo ratings yet
- DGS-5 Examples PDFDocument8 pagesDGS-5 Examples PDFVictor Macedo AchancarayNo ratings yet
- DGS-5 Examples PDFDocument8 pagesDGS-5 Examples PDFVictor Macedo AchancarayNo ratings yet
- DGS-5 Documentation v007 PDFDocument42 pagesDGS-5 Documentation v007 PDFVictor Macedo AchancarayNo ratings yet
- Product Guide o e w50df PDFDocument240 pagesProduct Guide o e w50df PDFVictor Macedo AchancarayNo ratings yet
- Wartssila PDFDocument47 pagesWartssila PDFAhmed Ben HmidaNo ratings yet
- Wartsila o e W 50df TRDocument16 pagesWartsila o e W 50df TRNoel MejiaNo ratings yet
- Power Cubes 2015 PDFDocument12 pagesPower Cubes 2015 PDFVictor Macedo AchancarayNo ratings yet
- Brochure LNG Shipping Solutions PDFDocument8 pagesBrochure LNG Shipping Solutions PDFVictor Macedo AchancarayNo ratings yet
- Gas and Multi Fuel Power Plants 2016Document16 pagesGas and Multi Fuel Power Plants 2016Fahmi AliNo ratings yet
- Paving Way For Wind Power 062014 - Lowres PDFDocument8 pagesPaving Way For Wind Power 062014 - Lowres PDFVictor Macedo AchancarayNo ratings yet
- Wartsila 38 Project GuideDocument186 pagesWartsila 38 Project GuideIvana OxanaNo ratings yet
- Asd Tug Simulator BrochureDocument5 pagesAsd Tug Simulator BrochureTayebGelatyNo ratings yet
- Transformation From ComponentDocument4 pagesTransformation From Componentmcjeff32No ratings yet
- Keynote LNG Wartsila LNG Fuel Gas Systems - 2nd Generation October 2015Document51 pagesKeynote LNG Wartsila LNG Fuel Gas Systems - 2nd Generation October 2015Cees van ZandvlietNo ratings yet
- 97537xuerfkdujhuv &rpsuhvvruvlghehdulqjv: NjurxqgDocument1 page97537xuerfkdujhuv &rpsuhvvruvlghehdulqjv: NjurxqgAlexanderNo ratings yet
- Wartsila SP A Id Slow SteamingDocument7 pagesWartsila SP A Id Slow Steamingvangeliskyriakos8998No ratings yet
- Wartsila o Gs LNG LiquefactionDocument8 pagesWartsila o Gs LNG LiquefactionEli Boscan100% (1)
- Wartsila 50 DF Dual Fuel Engine Reference For LNGC 04 01 07 PPTDocument47 pagesWartsila 50 DF Dual Fuel Engine Reference For LNGC 04 01 07 PPTEDDIN1960100% (3)
- RT-129 - Return Deliveries of Components To WartsilaDocument8 pagesRT-129 - Return Deliveries of Components To WartsilaYIU KWOK KeungNo ratings yet
- Wartsila 2007Document120 pagesWartsila 2007Atandho Gama MagwasyarNo ratings yet
- Turbocharger Washing UnitDocument7 pagesTurbocharger Washing UnitJavier Ramirez MedinaNo ratings yet
- Services Product CatalogueDocument132 pagesServices Product CatalogueAhmed Ben OthmanNo ratings yet
- Wartsila O P Waterjets PG.Document14 pagesWartsila O P Waterjets PG.Uhrin Imre100% (1)
- D1 S2 P3 Joel ThigpenDocument17 pagesD1 S2 P3 Joel ThigpenLelosPinelos123No ratings yet
- kdujhdlufrrohufohdqlqj: 6hholvwDocument6 pageskdujhdlufrrohufohdqlqj: 6hholvwAlexanderNo ratings yet
- Carbon War Room - Shipping ReportDocument35 pagesCarbon War Room - Shipping ReportCwarroomNo ratings yet
- Datasheet Ship Design Offshore PSV WSD 750 PDFDocument2 pagesDatasheet Ship Design Offshore PSV WSD 750 PDFflcwkNo ratings yet
- KPC Annual Report 2017-2018Document69 pagesKPC Annual Report 2017-2018Zakaria ShuvoNo ratings yet
- Wartsila SP A Id TugDocument7 pagesWartsila SP A Id TugRoy ChaiNo ratings yet
- Diesel-Electric Propulsion SystemsDocument7 pagesDiesel-Electric Propulsion SystemsmiriamNo ratings yet
- O&M PresentationDocument30 pagesO&M Presentationdivyeshbalar100% (1)
- Wartsila Simulation Cloud Services External R3 05 - 2021Document26 pagesWartsila Simulation Cloud Services External R3 05 - 2021Dimitrios NikolaidisNo ratings yet
- K-Sim-Engine Mak 8m32c Trawler m11 Model Datasheet 2018 LRDocument2 pagesK-Sim-Engine Mak 8m32c Trawler m11 Model Datasheet 2018 LRgeliopolisNo ratings yet
- Variable Injection Timing (Vit) For Wärtsilä Vasa 32 Lownox EnginesDocument3 pagesVariable Injection Timing (Vit) For Wärtsilä Vasa 32 Lownox EnginesenzobvNo ratings yet
- EIL Approved Mechanical Vendor ListDocument27 pagesEIL Approved Mechanical Vendor ListSubrata PaulNo ratings yet
- Purse Seiner / Trawler: VS 6110 PS/TRDocument2 pagesPurse Seiner / Trawler: VS 6110 PS/TRigorgtgomez_2596335No ratings yet
- Wartsila Wireless Temperature MonitoringDocument3 pagesWartsila Wireless Temperature MonitoringVito DigeoNo ratings yet
- Cygnus Energy LNG News Weekly 09th April 2021Document16 pagesCygnus Energy LNG News Weekly 09th April 2021Sandesh Tukaram GhandatNo ratings yet
- 19 LNG Shipping News December 05 PDFDocument8 pages19 LNG Shipping News December 05 PDFopopppoNo ratings yet
- RT-flex-Introduction May13 Rev1Document96 pagesRT-flex-Introduction May13 Rev1NAGENDRA KUMAR D100% (1)