You might also like
- Manual 40 Caterpillar EspañolDocument1,442 pagesManual 40 Caterpillar EspañolGuillermo Edmundo Eraso Villota86% (21)
- Curso Practico ScrumDocument92 pagesCurso Practico ScrumFrancisco VacaNo ratings yet
- Las Civilizaciones Primitivas y El Imperio IncaicoDocument486 pagesLas Civilizaciones Primitivas y El Imperio IncaicoMarkus Waman0% (1)
- Modelo de HolmbergDocument40 pagesModelo de HolmbergPablo Robert López Nicolaz100% (1)
- Diseño EmprendedorDocument3 pagesDiseño EmprendedorMaestría en Diseño de Procesos Innovativos0% (1)
- Modelo Matematico de Holmberg para El Diseño de MallasDocument21 pagesModelo Matematico de Holmberg para El Diseño de MallasPablo Robert López Nicolaz100% (4)
- Contabilidad de MinasDocument48 pagesContabilidad de MinasMerlyn Carrasco75% (8)
- Absuelvo traslado y oposición a liquidación de pensionesDocument3 pagesAbsuelvo traslado y oposición a liquidación de pensionesRossana VivianaNo ratings yet
- Mecanismos de Autorregulación de Los EcosistemasDocument5 pagesMecanismos de Autorregulación de Los EcosistemasPablo Robert López NicolazNo ratings yet
- 1 Sub Level Caving - Block CavingDocument21 pages1 Sub Level Caving - Block CavingFranco Alexander Moraga100% (1)
- Informe Pre ProfesionalesDocument58 pagesInforme Pre ProfesionalesPablo Robert López NicolazNo ratings yet
- Informe de Practicas para MinaDocument44 pagesInforme de Practicas para MinaPablo Robert López NicolazNo ratings yet
- Presas de TierraDocument84 pagesPresas de Tierrajcrojasm100% (5)
- La Ingeniería Civil de Los IncasDocument10 pagesLa Ingeniería Civil de Los IncasAlejandro ChavezNo ratings yet
- Monografia DesmonterasDocument36 pagesMonografia DesmonterasPablo Robert López NicolazNo ratings yet
- Baldeon Quispe Zoila Transporte Acarreo CIA MineraDocument103 pagesBaldeon Quispe Zoila Transporte Acarreo CIA MineraMarcio André Tovar CanoNo ratings yet
- 10º InformeDocument3 pages10º InformePablo Robert López NicolazNo ratings yet
- Determinantes y sus aplicacionesDocument10 pagesDeterminantes y sus aplicacionesLuz IreriNo ratings yet
- 10° Informe de Minería y Medio AmbienteDocument15 pages10° Informe de Minería y Medio AmbientePablo Robert López NicolazNo ratings yet
- Monografia DesmonterasDocument36 pagesMonografia DesmonterasPablo Robert López NicolazNo ratings yet
- 8° Informe de Minería y Medio AmbienteDocument12 pages8° Informe de Minería y Medio AmbientePablo Robert López NicolazNo ratings yet
- Análisis de Exportaciones Minerales en El Perú Al 2017Document34 pagesAnálisis de Exportaciones Minerales en El Perú Al 2017Pablo Robert López NicolazNo ratings yet
- Preguntas Mineria y Medio AmbienteDocument46 pagesPreguntas Mineria y Medio AmbientePablo Robert López NicolazNo ratings yet
- Voladura Controlada de RocasDocument36 pagesVoladura Controlada de RocasPablo Robert López NicolazNo ratings yet
- Aplicación de La Simulación Monte Carlo en El Cálculo Del Riesgo Usando Excel PDFDocument13 pagesAplicación de La Simulación Monte Carlo en El Cálculo Del Riesgo Usando Excel PDFYuliana PerezNo ratings yet
- Los Señoríos Chancas PDFDocument18 pagesLos Señoríos Chancas PDFDeysa PalominoNo ratings yet
- Análisis de Exportaciones de Los Metales en ElDocument6 pagesAnálisis de Exportaciones de Los Metales en ElPablo Robert López NicolazNo ratings yet
- Conflictos SocialesDocument2 pagesConflictos SocialesPablo Robert López NicolazNo ratings yet
- Algoritm Indic Perforabilidad PDFDocument6 pagesAlgoritm Indic Perforabilidad PDFPablo Robert López NicolazNo ratings yet
- Astm c172 Muestreo de Concreto Fresco.Document5 pagesAstm c172 Muestreo de Concreto Fresco.medallodimNo ratings yet
- Contenido de Aire Del Concreto Por El Método de PresiónDocument2 pagesContenido de Aire Del Concreto Por El Método de PresiónJulio César Mamani RamosNo ratings yet
- Manual de MacrosDocument50 pagesManual de Macrosjuncar25No ratings yet
- Voladura A Ca PDFDocument57 pagesVoladura A Ca PDFPablo Robert López NicolazNo ratings yet
- Técnica sueca de voladuras por Rune GustafssonDocument379 pagesTécnica sueca de voladuras por Rune GustafssonPablo Robert López NicolazNo ratings yet
- Marco Tributario NacionalDocument10 pagesMarco Tributario NacionalJorge ArrascueNo ratings yet
- DESCARGABLE - Calendario de Contenido de Employer Branding (ALG)Document15 pagesDESCARGABLE - Calendario de Contenido de Employer Branding (ALG)eugevaldez178351No ratings yet
- Matriz de Consistencia y Tabla de OperalizacionDocument3 pagesMatriz de Consistencia y Tabla de OperalizacionAnonymous YjzvpmNo ratings yet
- 1 - Mora, 2011. El Empleo Precario Asalariado y Globalizacion. Enseñanzas Desde Costa Rica (PRIORITARIO)Document20 pages1 - Mora, 2011. El Empleo Precario Asalariado y Globalizacion. Enseñanzas Desde Costa Rica (PRIORITARIO)manuel0405No ratings yet
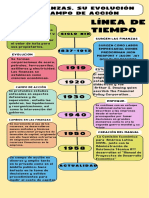
- Infografía Línea Del Tiempo Timeline Historia Moderno Creativo MulticolorDocument1 pageInfografía Línea Del Tiempo Timeline Historia Moderno Creativo MulticolorYolanda Elizabeth Mata GonzalezNo ratings yet
- Cuadro Formas Juridicas de EmpresaDocument3 pagesCuadro Formas Juridicas de EmpresaArancha Cuenca CabreraNo ratings yet
- Caso Practico 7Document2 pagesCaso Practico 7Beto Romero BautistaNo ratings yet
- Aprendiendo S.A.CDocument5 pagesAprendiendo S.A.Cemelin silva sanchez100% (1)
- Contrato 1Document2 pagesContrato 1Andres OchoaNo ratings yet
- Mapeo de La Cadena de Valor VSMDocument64 pagesMapeo de La Cadena de Valor VSMArianaNo ratings yet
- Perfil Competencia Ayudante de Mantenimiento MecanicoDocument7 pagesPerfil Competencia Ayudante de Mantenimiento MecanicoLuisSantiagoCabanillasCerdanNo ratings yet
- Economia de Minerales Precio-Costos-Productividad en La Mineria Del CobreDocument69 pagesEconomia de Minerales Precio-Costos-Productividad en La Mineria Del Cobreclguajardo100% (1)
- Ultimos Dleg.Document0 pagesUltimos Dleg.Bra Vi CaNo ratings yet
- MODELO - CONVENIO Descuento Por PlanillaDocument4 pagesMODELO - CONVENIO Descuento Por PlanillaAlex EguiluzNo ratings yet
- Macro Parkin 9 e Manual Cap 7Document15 pagesMacro Parkin 9 e Manual Cap 7Cordero JosNo ratings yet
- Guía Magíster Gestión ConstrucciónDocument4 pagesGuía Magíster Gestión ConstrucciónmoorlokNo ratings yet
- Costos IDocument4 pagesCostos IStephanie R.VNo ratings yet
- Ejercicio2 - Reexpresión Estados Financieros NIC-8 ResueltoDocument1 pageEjercicio2 - Reexpresión Estados Financieros NIC-8 ResueltojoseNo ratings yet
- Ejemplo Del Proyecto de Inversión PDFDocument24 pagesEjemplo Del Proyecto de Inversión PDFAngelNo ratings yet
- Estrategias de Sun Tzu Aplicadas A La AdministracionDocument4 pagesEstrategias de Sun Tzu Aplicadas A La AdministracionLaura Fernanda CalaNo ratings yet
- Act. 6 Procesos de ManufacturaDocument5 pagesAct. 6 Procesos de Manufacturatileco3082No ratings yet
- Lectura 1 - Normas de Control Proceso y Planificacion de Auditoria PDFDocument27 pagesLectura 1 - Normas de Control Proceso y Planificacion de Auditoria PDFGuicci HéctorNo ratings yet
- LP Orion 2015 PDFDocument52 pagesLP Orion 2015 PDFarqd7No ratings yet
- Odi AdministracionDocument10 pagesOdi AdministracionGermán Antonio Córdova RamirezNo ratings yet