You might also like
- Turning Handbook: General Turning - Parting and Grooving - ThreadingDocument53 pagesTurning Handbook: General Turning - Parting and Grooving - ThreadingMindrila BogdanNo ratings yet
- RC Tie Beam DesignDocument8 pagesRC Tie Beam DesignArfel BartianaNo ratings yet
- Solid Carbide End MillDocument33 pagesSolid Carbide End MillLuis PerezNo ratings yet
- New products 2016.2 - Milling cutters and insertsDocument26 pagesNew products 2016.2 - Milling cutters and insertsManish MoghaNo ratings yet
- BD-19-T-02 KCM SITE 05-07-2021.xlsx MONDAYDocument4 pagesBD-19-T-02 KCM SITE 05-07-2021.xlsx MONDAYJoseph TemboNo ratings yet
- LIFTING PADEYE STRESS ANALYSISDocument16 pagesLIFTING PADEYE STRESS ANALYSISCHENo ratings yet
- Anchore Bolt DesignDocument12 pagesAnchore Bolt DesignPradip NikamNo ratings yet
- 01 Track 2 - Armaki2 - 019 GDIS-Advantages of Fortiform 980 GI - Superior Weldability PDFDocument17 pages01 Track 2 - Armaki2 - 019 GDIS-Advantages of Fortiform 980 GI - Superior Weldability PDFSilverio AcuñaNo ratings yet
- ST 37-2 Steel, ST 37-2 Structure Steel, ST 37-2 Equivalent-Seed SteelDocument1 pageST 37-2 Steel, ST 37-2 Structure Steel, ST 37-2 Equivalent-Seed SteelPeddi Raja MohanNo ratings yet
- HTG Katalog 2022 Mail PDFDocument132 pagesHTG Katalog 2022 Mail PDFemre akhanNo ratings yet
- FOC US FOC US: Products ProductsDocument24 pagesFOC US FOC US: Products ProductsmichaelguzziNo ratings yet
- Din 43650Document8 pagesDin 43650SuperhypoNo ratings yet
- EPC welding parametersDocument1 pageEPC welding parametersBWQNo ratings yet
- Andrew Bannerman - 001 - 001. Noted That There Are No Unusual or Special Tools Which Should Not Already Be Available On SiteDocument3 pagesAndrew Bannerman - 001 - 001. Noted That There Are No Unusual or Special Tools Which Should Not Already Be Available On Sitej.serranozavaletaNo ratings yet
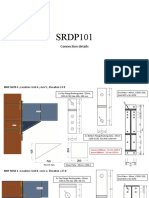
- SRDP101 Connection Input P1Document14 pagesSRDP101 Connection Input P1Ninad KhandagaleNo ratings yet
- 002 - Weld - Design - Symbols - 01Document77 pages002 - Weld - Design - Symbols - 01K JeevanNo ratings yet
- TL-Terms and DefinitionDocument55 pagesTL-Terms and Definitionryan310393No ratings yet
- VITA MillingDocument8 pagesVITA MillingGeorgi AnaNo ratings yet
- Welding Record - Zone - 01, LB-021Document1 pageWelding Record - Zone - 01, LB-021mintuNo ratings yet
- KASTAS k14_۲۰۲۴۰۴۱۳۱۰۴۵۳۶Document5 pagesKASTAS k14_۲۰۲۴۰۴۱۳۱۰۴۵۳۶mohammaddr1983No ratings yet
- New leader of steel turning delivers improved toughness and wear resistanceDocument2 pagesNew leader of steel turning delivers improved toughness and wear resistanceArdeleana TisaNo ratings yet
- Structural Design Calculations FOR Retensioning of ClampDocument13 pagesStructural Design Calculations FOR Retensioning of ClampFeroz Khan PatthanNo ratings yet
- Aluminium Bolt Design and PropertiesDocument4 pagesAluminium Bolt Design and PropertiesChangHangWingNo ratings yet
- Eff - RD V.eff V.eff V.eff V, Eff V.eff: OK!!! OK!!! 1.0 OK!!!Document5 pagesEff - RD V.eff V.eff V.eff V, Eff V.eff: OK!!! OK!!! 1.0 OK!!!ChangHangWingNo ratings yet
- Eff - RD V.eff V.eff V.eff V, Eff V.eff: OK!!! OK!!! 1.0 OK!!!Document2 pagesEff - RD V.eff V.eff V.eff V, Eff V.eff: OK!!! OK!!! 1.0 OK!!!ChangHangWingNo ratings yet
- By Abutayeb: F1 1500mm 1500mm 200mm 12# @170C/C 12# @170C/C 50mm 1 12# @170C/C 1500mmDocument22 pagesBy Abutayeb: F1 1500mm 1500mm 200mm 12# @170C/C 12# @170C/C 50mm 1 12# @170C/C 1500mmjohnny0% (1)
- RD, 1 RD, 2 RD, 3 RD, 4 RD, 5 RD, 6 RD, 7 RD, 8: Doc. ID-Code Rev. CategoryDocument25 pagesRD, 1 RD, 2 RD, 3 RD, 4 RD, 5 RD, 6 RD, 7 RD, 8: Doc. ID-Code Rev. CategoryHanuman Sharma83% (6)
- RS-13 5-8-5m Annular BOP Operaion ManualDocument6 pagesRS-13 5-8-5m Annular BOP Operaion ManualAlexsandro Cordeiro100% (2)
- Mechanical Parts 3D-PrinterDocument4 pagesMechanical Parts 3D-PrinterAliNo ratings yet
- Bracing Connection RefDocument5 pagesBracing Connection Refsukarma acharyaNo ratings yet
- Most Urgent Materials Required for Follow UpDocument9 pagesMost Urgent Materials Required for Follow UpvinodsnNo ratings yet
- Steel Beam Bearing Plate MasonryDocument1 pageSteel Beam Bearing Plate MasonryDavid O'MearaNo ratings yet
- Common Grouting Volumes of Hollow Anchor BarDocument1 pageCommon Grouting Volumes of Hollow Anchor BarJack ChanNo ratings yet
- Concealed Purlin Cleats: Resists High Wind Uplift - Quick and Easy To ApplyDocument2 pagesConcealed Purlin Cleats: Resists High Wind Uplift - Quick and Easy To ApplyYury ChelominNo ratings yet
- Arc Stud Welding Solutions GuideDocument42 pagesArc Stud Welding Solutions GuideRajan SteeveNo ratings yet
- Bi-Metal Tek Screw: Product DatasheetDocument1 pageBi-Metal Tek Screw: Product Datasheetbravo deltafoxNo ratings yet
- Eff - RD V.eff V.eff V.eff V, Eff V.eff: OK!!! OK!!! 1.0 OK!!!Document5 pagesEff - RD V.eff V.eff V.eff V, Eff V.eff: OK!!! OK!!! 1.0 OK!!!ChangHangWingNo ratings yet
- Tools Pack List ElectrikDocument9 pagesTools Pack List ElectrikHr DaniNo ratings yet
- Cintas Satín Article 501 Stock LevelsDocument1 pageCintas Satín Article 501 Stock Levels美贝琳No ratings yet
- Technical Comparision of Cutting MachineDocument6 pagesTechnical Comparision of Cutting MachinechandraNo ratings yet
- Lifting PadeyeDocument16 pagesLifting PadeyeLưu XuânNo ratings yet
- Combinations Update 21-06-07Document23 pagesCombinations Update 21-06-07Burcea FlorinNo ratings yet
- YG1 INDEXABLE INSERTS YE IT DrillingDocument8 pagesYG1 INDEXABLE INSERTS YE IT DrillingMariano MoralesNo ratings yet
- Deep Hole Drilling Tools: BotekDocument32 pagesDeep Hole Drilling Tools: BotekDANIEL MANRIQUEZ FAVILANo ratings yet
- Niigata Welding MachineDocument2 pagesNiigata Welding MachineGabor VatoNo ratings yet
- SHIELD Steel Piping Catalogue PF v.35 22Document64 pagesSHIELD Steel Piping Catalogue PF v.35 22Raja sekaranNo ratings yet
- BM 16 - Multitask Plate and Pipe Beveller - 1910Document4 pagesBM 16 - Multitask Plate and Pipe Beveller - 1910ghostinshellNo ratings yet
- KatalogDocument56 pagesKatalogMarina Lopez100% (1)
- Flange Haunch Connection DetailsDocument17 pagesFlange Haunch Connection DetailsHendri HermawanNo ratings yet
- Irjet V4i1053 PDFDocument6 pagesIrjet V4i1053 PDFdynamo ShaikhNo ratings yet
- Data Sheet Electrical - PR#10169835Document1 pageData Sheet Electrical - PR#10169835Samir AjiNo ratings yet
- En HQ 52006130 Content TB BrochureDocument16 pagesEn HQ 52006130 Content TB Brochurethanh_cdt01No ratings yet
- Secoroc Magnum SR TC EquipmentDocument12 pagesSecoroc Magnum SR TC EquipmentDaniel PáezNo ratings yet
- MAI R32N&S 9851 2230 01cDocument2 pagesMAI R32N&S 9851 2230 01cesteban muñozNo ratings yet
- SB15 Spare PartsDocument2 pagesSB15 Spare PartsProdajapasaonlineNo ratings yet
- SPHC, SPHDDocument2 pagesSPHC, SPHDMihai Condeescu100% (1)
- AWS D1.1 Guide to Essential Welding VariablesDocument10 pagesAWS D1.1 Guide to Essential Welding Variableskhadtarp100% (1)
- Overview of Welding Technology& NDT (F)Document1 pageOverview of Welding Technology& NDT (F)BHARANINo ratings yet
- Quench Hardening and Tempering Behaviour of A Low Carbon SteelDocument3 pagesQuench Hardening and Tempering Behaviour of A Low Carbon SteelBHARANINo ratings yet
- Consumables For Welding of (Very) High Strength Steels - Mechanical Properties of Weldments in As-Welded and Stress-Relieved ApplicationsDocument13 pagesConsumables For Welding of (Very) High Strength Steels - Mechanical Properties of Weldments in As-Welded and Stress-Relieved ApplicationsBHARANINo ratings yet
- Welding Hand Writing Book PDFDocument61 pagesWelding Hand Writing Book PDFDark LordNo ratings yet
- Effects of Heat Control On The Stress Build Up During High-Strength Steel Welding Under Defined Restraint ConditionsDocument8 pagesEffects of Heat Control On The Stress Build Up During High-Strength Steel Welding Under Defined Restraint ConditionsBHARANINo ratings yet
- Lamellar TearingDocument8 pagesLamellar TearingBHARANINo ratings yet
- Safety Requirements For Welding Job at Confined SpacesDocument6 pagesSafety Requirements For Welding Job at Confined SpacesBHARANINo ratings yet
- Paid Welding Webinar on Process ControlDocument1 pagePaid Welding Webinar on Process ControlBHARANINo ratings yet
- Bloxide®: An Aluminum-Base Weldable PrimerDocument1 pageBloxide®: An Aluminum-Base Weldable PrimerBHARANINo ratings yet
- Optimum Weld - Metal Strength For High Strength: Ship Structure CommitteeDocument129 pagesOptimum Weld - Metal Strength For High Strength: Ship Structure CommitteeBHARANINo ratings yet
- Recent Advances in Artificial Cracks For NDT Development and QualificationDocument10 pagesRecent Advances in Artificial Cracks For NDT Development and QualificationBHARANINo ratings yet
- EFFECT OF TEMPERATURE FIELDS HETEROGENEITYDocument7 pagesEFFECT OF TEMPERATURE FIELDS HETEROGENEITYBHARANINo ratings yet
- DOI: 10.1515/amm-2016-0198Document8 pagesDOI: 10.1515/amm-2016-0198BHARANINo ratings yet
- Classifications: For 560mpa Low Temperature Service Steel (1.5% Ni)Document1 pageClassifications: For 560mpa Low Temperature Service Steel (1.5% Ni)BHARANINo ratings yet
- NBS18 Heat TreatmentDocument46 pagesNBS18 Heat Treatmentshailesh_tiwari_mechNo ratings yet
- Tubes PipesDocument320 pagesTubes Pipessapta tomoNo ratings yet
- Strength of Material-Shear Force and Bending MomentsDocument25 pagesStrength of Material-Shear Force and Bending MomentszakeriyaNo ratings yet
- Recent Advances in Artificial Cracks For NDT Development and QualificationDocument10 pagesRecent Advances in Artificial Cracks For NDT Development and QualificationBHARANINo ratings yet
- Thirst For KN Wledge: Professional Development and CompetenceDocument5 pagesThirst For KN Wledge: Professional Development and CompetenceBHARANINo ratings yet
- Job Description - Scaffolding SupervisorDocument1 pageJob Description - Scaffolding SupervisorBHARANINo ratings yet
- Quench Hardening and Tempering Behaviour of A Low Carbon SteelDocument3 pagesQuench Hardening and Tempering Behaviour of A Low Carbon SteelBHARANINo ratings yet
- Example of CEng Qualifying Report (Avionics)Document9 pagesExample of CEng Qualifying Report (Avionics)BoubakerBaazizNo ratings yet
- Effect of Welding Processes and Consumables On Fatigue Crack Growth Behaviour of Armour Grade Quenched and Tempered Steel JointsDocument13 pagesEffect of Welding Processes and Consumables On Fatigue Crack Growth Behaviour of Armour Grade Quenched and Tempered Steel Jointsbharani dharanNo ratings yet
- Eversendai Offshore RMC Fze: Welding & Allied Processess Consumables Specification Doc Ref: Fcaw Rev: 00Document4 pagesEversendai Offshore RMC Fze: Welding & Allied Processess Consumables Specification Doc Ref: Fcaw Rev: 00BHARANINo ratings yet
- Welding TMCP Steels PDFDocument7 pagesWelding TMCP Steels PDFBHARANINo ratings yet
- Weatherford Welding EngineerDocument1 pageWeatherford Welding EngineerBHARANINo ratings yet
- 8-5a How To Write A Good Professional Review Report For CEngDocument22 pages8-5a How To Write A Good Professional Review Report For CEngGabriel PanaNo ratings yet
- Cooling Rates and Hardness in Welded Carbon SteelDocument9 pagesCooling Rates and Hardness in Welded Carbon SteelBHARANINo ratings yet
- Worksheet 5 AnswersDocument4 pagesWorksheet 5 AnswersBHARANINo ratings yet