You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Tool Estimation SheetDocument2 pagesTool Estimation Sheetsaravananpg247196% (54)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Comed Sample BillDocument2 pagesComed Sample BillAlberto Cayetano100% (1)
- Bizhub C25 BrochureDocument4 pagesBizhub C25 BrochureSunny SinghNo ratings yet
- Engine Base & BlockDocument47 pagesEngine Base & Blockkr_abhijeet7235658750% (2)
- Process Costing 1Document10 pagesProcess Costing 1msadhanani3922No ratings yet
- PSACompanyProfile (27 01 11)Document9 pagesPSACompanyProfile (27 01 11)Satya Venkataraman MNo ratings yet
- Manitou MLT 627 (EN)Document11 pagesManitou MLT 627 (EN)ManitouNo ratings yet
- COAR FrameworkDocument18 pagesCOAR FrameworkVijendra KumarNo ratings yet
- Implementation of Single Channel Queuing Modelto Enhance Banking ServicesDocument8 pagesImplementation of Single Channel Queuing Modelto Enhance Banking ServicesAbhishek TripathiNo ratings yet
- CHE244 Lab Report Effect of Residence TiDocument26 pagesCHE244 Lab Report Effect of Residence Tiwan nur mursyidahNo ratings yet
- Modernization of Metal Electroplating With No Mask FixturesDocument20 pagesModernization of Metal Electroplating With No Mask FixturestonymailinatorNo ratings yet
- Model Building Estimate With Standard Revised Data SSR 2012 13 Useful For All Engineering Dpartments1Document163 pagesModel Building Estimate With Standard Revised Data SSR 2012 13 Useful For All Engineering Dpartments1Ravi KumarNo ratings yet
- Change and Patch Management Controls: Critical For Organizational SuccessDocument34 pagesChange and Patch Management Controls: Critical For Organizational SuccessAgus AminNo ratings yet
- Mini Dual-Drive Bowden Extruder Installation Instructions: Check All The Components in The Package For IntactnessDocument12 pagesMini Dual-Drive Bowden Extruder Installation Instructions: Check All The Components in The Package For IntactnessPedro R.No ratings yet
- C3W Distributor Valve Test DataDocument10 pagesC3W Distributor Valve Test DataChandra Mohan Rawat0% (1)
- Design For ExcellenceDocument22 pagesDesign For ExcellencePradeep N BNo ratings yet
- 2014.05.09 GN Jet Mud Mixer MaualDocument17 pages2014.05.09 GN Jet Mud Mixer MaualHamed GeramiNo ratings yet
- Introduction To Certified Blockchain Expert Version-2Document20 pagesIntroduction To Certified Blockchain Expert Version-2Mahesh Kumar SNo ratings yet
- Lecture 4.1Document31 pagesLecture 4.1VershiyiLambertNo ratings yet
- Functional Safety Practices For OperationsDocument14 pagesFunctional Safety Practices For OperationsLuc SchramNo ratings yet
- 2008 - SeptemberDocument13 pages2008 - SeptemberComox Air Force MuseumNo ratings yet
- HVAC Installation ManualDocument215 pagesHVAC Installation Manualmeeng2014100% (5)
- Managing The Windows Server Platform: DHCP Service Product Operations GuideDocument85 pagesManaging The Windows Server Platform: DHCP Service Product Operations GuideBartosz SlusarczykNo ratings yet
- Noark Control Catalog CA LRDocument76 pagesNoark Control Catalog CA LRlcsandovalr989No ratings yet
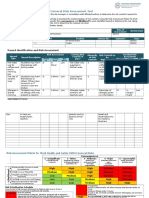
- Risk Assessment Grandparents DayDocument5 pagesRisk Assessment Grandparents Dayapi-436147740No ratings yet
- Explain How in Modern Buildings BAS (Building Automation System) Can Help Integration of Various Services and Ease of Operation of These Services? (10 Marks)Document3 pagesExplain How in Modern Buildings BAS (Building Automation System) Can Help Integration of Various Services and Ease of Operation of These Services? (10 Marks)Ruchira Anand PimpalkhuteNo ratings yet
- Module - 3 and 4Document72 pagesModule - 3 and 4Karthik A KulalNo ratings yet
- IBM Tivoli Provisioning Manager V7.1.1 Deployment and IBM Service Management Integration Guide Sg247773Document762 pagesIBM Tivoli Provisioning Manager V7.1.1 Deployment and IBM Service Management Integration Guide Sg247773bupbechanhNo ratings yet
- Global Paint and Coatings 2013-2018Document8 pagesGlobal Paint and Coatings 2013-2018Julio SanzNo ratings yet
- Pmi-Acp: Agile Continuous ImprovementDocument49 pagesPmi-Acp: Agile Continuous Improvementswati jainNo ratings yet