You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Ijrcm 4 Ivol 1 - Issue 2 - Art 7Document10 pagesIjrcm 4 Ivol 1 - Issue 2 - Art 7dev2945No ratings yet
- Internal Marks Batch A BE110 ENGINEERING GRAPHICS 21.04.2016 SL - NO: Name InternalDocument2 pagesInternal Marks Batch A BE110 ENGINEERING GRAPHICS 21.04.2016 SL - NO: Name Internaldev2945No ratings yet
- Concrete Lab Lesson PlanDocument2 pagesConcrete Lab Lesson Plandev2945No ratings yet
- Unit IV Internal Combustion Engines: For Support Notes, Please Visit: WWW - Arpradeep.tk 1Document116 pagesUnit IV Internal Combustion Engines: For Support Notes, Please Visit: WWW - Arpradeep.tk 1dev2945No ratings yet
- ALL Student Exam EligibilityDocument25 pagesALL Student Exam Eligibilitydev2945No ratings yet
- BSNL Payment Receipt Rs. 1658 SuccessfulDocument1 pageBSNL Payment Receipt Rs. 1658 Successfuldev2945No ratings yet
- PN2 Solver LogDocument1 pagePN2 Solver Logdev2945No ratings yet
- 68 X 4 T 6 Esly 854 DDocument11 pages68 X 4 T 6 Esly 854 Ddev2945No ratings yet
- 535 IntroDocument53 pages535 Introdev2945No ratings yet
- Electro Chemical MachiningDocument10 pagesElectro Chemical Machiningdev2945No ratings yet
- CUSAT Btech - s1s2 - Syllabus - 2012Document19 pagesCUSAT Btech - s1s2 - Syllabus - 2012ginupaulNo ratings yet
- Manufacturing Technology Course GuideDocument16 pagesManufacturing Technology Course Guidedev2945No ratings yet
- Minmax 2 Solution TreeDocument1 pageMinmax 2 Solution Treedev2945No ratings yet
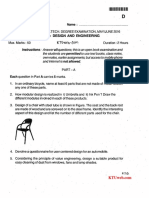
- D&E May16Document2 pagesD&E May16dev2945No ratings yet
- Collins Paul Noble ItalianDocument80 pagesCollins Paul Noble ItalianVipin Nair80% (5)
- Bme QuestionDocument2 pagesBme Questiondev2945No ratings yet
- Internals3mebDocument5 pagesInternals3mebdev2945No ratings yet
- S3result AnalysisDocument2 pagesS3result Analysisdev2945No ratings yet
- Manufacturing Technology Course GuideDocument16 pagesManufacturing Technology Course Guidedev2945No ratings yet
- Assignment 1Document3 pagesAssignment 1dev2945No ratings yet
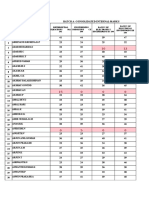
- Batch A - Consolidated internal marksDocument6 pagesBatch A - Consolidated internal marksdev2945No ratings yet
- Malabar Tech 4th Sem Valuation ListDocument1 pageMalabar Tech 4th Sem Valuation Listdev2945No ratings yet
- Student Details SpreadsheetDocument124 pagesStudent Details Spreadsheetdev2945No ratings yet
- s7 Seminar Industrial ReportDocument4 pagess7 Seminar Industrial Reportdev2945No ratings yet
- Underatking (Attendance Shaortage) s6 MeDocument1 pageUnderatking (Attendance Shaortage) s6 Medev2945No ratings yet
- Hps Iiiyiok'ghgjk LK HDocument29 pagesHps Iiiyiok'ghgjk LK Hdev2945No ratings yet
- Overall Equipment EffectivenessDocument43 pagesOverall Equipment EffectivenessKailas Sree Chandran100% (4)
- 634323758129253750Document40 pages634323758129253750dev2945No ratings yet
- Bpage Pinterest NopinDocument1 pageBpage Pinterest Nopindev2945No ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Fundamental of Investment Unit 5Document8 pagesFundamental of Investment Unit 5commers bengali ajNo ratings yet
- Quezon City Department of The Building OfficialDocument2 pagesQuezon City Department of The Building OfficialBrightNotes86% (7)
- Continuation in Auditing OverviewDocument21 pagesContinuation in Auditing OverviewJayNo ratings yet
- C.C++ - Assignment - Problem ListDocument7 pagesC.C++ - Assignment - Problem ListKaushik ChauhanNo ratings yet
- MATH2070 Computer Project: Organise Porject FoldDocument4 pagesMATH2070 Computer Project: Organise Porject FoldAbdul Muqsait KenyeNo ratings yet
- Gattu Madhuri's Resume for ECE GraduateDocument4 pagesGattu Madhuri's Resume for ECE Graduatedeepakk_alpineNo ratings yet
- Weibull Statistic and Growth Analysis in Failure PredictionsDocument9 pagesWeibull Statistic and Growth Analysis in Failure PredictionsgmitsutaNo ratings yet
- AKTA MERGER (FINAL) - MND 05 07 2020 FNLDocument19 pagesAKTA MERGER (FINAL) - MND 05 07 2020 FNLNicoleNo ratings yet
- Leg Wri FInal ExamDocument15 pagesLeg Wri FInal ExamGillian CalpitoNo ratings yet
- Social EnterpriseDocument9 pagesSocial EnterpriseCarloNo ratings yet
- CAP Regulation 20-1 - 05/29/2000Document47 pagesCAP Regulation 20-1 - 05/29/2000CAP History LibraryNo ratings yet
- Individual Differences: Mental Ability, Personality and DemographicsDocument22 pagesIndividual Differences: Mental Ability, Personality and DemographicsAlera Kim100% (2)
- The SAGE Handbook of Digital JournalismDocument497 pagesThe SAGE Handbook of Digital JournalismK JNo ratings yet
- Yi-Lai Berhad - COMPANY PROFILE - ProjectDocument4 pagesYi-Lai Berhad - COMPANY PROFILE - ProjectTerry ChongNo ratings yet
- Expert Business Analyst Darryl Cropper Seeks New OpportunityDocument8 pagesExpert Business Analyst Darryl Cropper Seeks New OpportunityRajan GuptaNo ratings yet
- "60 Tips On Object Oriented Programming" BrochureDocument1 page"60 Tips On Object Oriented Programming" BrochuresgganeshNo ratings yet
- Internship Report Recruitment & Performance Appraisal of Rancon Motorbikes LTD, Suzuki Bangladesh BUS 400Document59 pagesInternship Report Recruitment & Performance Appraisal of Rancon Motorbikes LTD, Suzuki Bangladesh BUS 400Mohammad Shafaet JamilNo ratings yet
- Piping ForemanDocument3 pagesPiping ForemanManoj MissileNo ratings yet
- Micromaster 430: 7.5 KW - 250 KWDocument118 pagesMicromaster 430: 7.5 KW - 250 KWAyman ElotaifyNo ratings yet
- Mba Assignment SampleDocument5 pagesMba Assignment Sampleabdallah abdNo ratings yet
- ITS America's 2009 Annual Meeting & Exposition: Preliminary ProgramDocument36 pagesITS America's 2009 Annual Meeting & Exposition: Preliminary ProgramITS AmericaNo ratings yet
- New Installation Procedures - 2Document156 pagesNew Installation Procedures - 2w00kkk100% (2)
- EU Letter To Liz Truss 2016Document2 pagesEU Letter To Liz Truss 2016MadeleineNo ratings yet
- Broker Name Address SegmentDocument8 pagesBroker Name Address Segmentsoniya_dps2006No ratings yet
- Chaman Lal Setia Exports Ltd fundamentals remain intactDocument18 pagesChaman Lal Setia Exports Ltd fundamentals remain intactbharat005No ratings yet
- Spouses Mariano Z. Velarde and Avelina D. VELARDE, Petitioners, vs. COURT OF Appeals, David A. RAYMUNDO and GEORGE RAYMUNDO, RespondentsDocument11 pagesSpouses Mariano Z. Velarde and Avelina D. VELARDE, Petitioners, vs. COURT OF Appeals, David A. RAYMUNDO and GEORGE RAYMUNDO, RespondentsRobyn JonesNo ratings yet
- 5.PassLeader 210-260 Exam Dumps (121-150)Document9 pages5.PassLeader 210-260 Exam Dumps (121-150)Shaleh SenNo ratings yet
- Code Description DSMCDocument35 pagesCode Description DSMCAnkit BansalNo ratings yet
- As 1769-1975 Welded Stainless Steel Tubes For Plumbing ApplicationsDocument6 pagesAs 1769-1975 Welded Stainless Steel Tubes For Plumbing ApplicationsSAI Global - APACNo ratings yet
- Nature and Effects of ObligationsDocument5 pagesNature and Effects of ObligationsIan RanilopaNo ratings yet