You might also like
- Properties of Material3Document1 pageProperties of Material3Avneet MaanNo ratings yet
- MPDocument1 pageMPAvneet MaanNo ratings yet
- Properties of Material2Document1 pageProperties of Material2Avneet MaanNo ratings yet
- Datum QuizDocument1 pageDatum QuizAvneet MaanNo ratings yet
- BDocument1 pageBAvneet MaanNo ratings yet
- Properties of Material1Document1 pageProperties of Material1Avneet MaanNo ratings yet
- Manuf ProcDocument1 pageManuf ProcAvneet MaanNo ratings yet
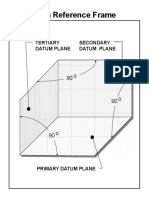
- Datum Reference Frame: Tertiary Datum Plane Secondary Datum PlaneDocument1 pageDatum Reference Frame: Tertiary Datum Plane Secondary Datum PlaneAvneet MaanNo ratings yet
- MTechDesignEngineering Jan2017Document2 pagesMTechDesignEngineering Jan2017Avneet MaanNo ratings yet
- Definition FSCDocument1 pageDefinition FSCAvneet MaanNo ratings yet
- Datum FsDocument1 pageDatum FsAvneet MaanNo ratings yet
- MTechDesignEngineering Jan2017Document2 pagesMTechDesignEngineering Jan2017Avneet MaanNo ratings yet
- Dimensional Engineering Part3Document10 pagesDimensional Engineering Part3Avneet MaanNo ratings yet
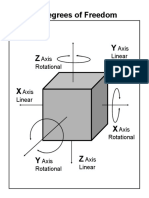
- Six Degree of FreedomDocument1 pageSix Degree of FreedomAvneet MaanNo ratings yet
- Dimensional Engineering Part1Document10 pagesDimensional Engineering Part1Avneet MaanNo ratings yet
- A AaaaaaaaaaaaaaaaaaaaaaaaDocument1 pageA AaaaaaaaaaaaaaaaaaaaaaaaAvneet MaanNo ratings yet
- Dimensional Engineering PDFDocument71 pagesDimensional Engineering PDFAvneet MaanNo ratings yet
- Pitch and angle measurement documentDocument1 pagePitch and angle measurement documentAvneet MaanNo ratings yet
- What Is BIW - 11111111111111Document1 pageWhat Is BIW - 11111111111111Avneet MaanNo ratings yet
- CBD 2516Document1 pageCBD 2516Avneet MaanNo ratings yet
- D W G 1Document1 pageD W G 1Avneet MaanNo ratings yet
- What Is BIW - PDFDocument2 pagesWhat Is BIW - PDFAvneet MaanNo ratings yet
- A0Y2U4 - Attachment 99999Document1 pageA0Y2U4 - Attachment 99999Avneet MaanNo ratings yet
- DN101.6 Inspection Port Installation DrawingDocument1 pageDN101.6 Inspection Port Installation DrawingAvneet MaanNo ratings yet
- Good Knowledge of Powertrain Development Process and SystemsDocument1 pageGood Knowledge of Powertrain Development Process and SystemsAvneet MaanNo ratings yet
- Mahindra Truxo 25Document1 pageMahindra Truxo 25Avneet MaanNo ratings yet
- A0Y2U4 - Attachment 99999999999999Document1 pageA0Y2U4 - Attachment 99999999999999Avneet MaanNo ratings yet
- A0Y2U4 - Attachment 99Document1 pageA0Y2U4 - Attachment 99Avneet MaanNo ratings yet
- What Is BIW - PDFDocument2 pagesWhat Is BIW - PDFAvneet MaanNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Residual Life Assessment and Failure of The BoilerDocument21 pagesResidual Life Assessment and Failure of The BoilernagasureshNo ratings yet
- Espectrómetro FT-IR Nicolet Is 10Document1 pageEspectrómetro FT-IR Nicolet Is 10Adriano BludegardNo ratings yet
- Compressed Air Fittings & Equipment Catalogue: Importers and Direct Sellers of Quality Hand ToolsDocument18 pagesCompressed Air Fittings & Equipment Catalogue: Importers and Direct Sellers of Quality Hand ToolsVin KenNo ratings yet
- IBM-Tandy Guide for Secret Weapons of the LuftwaffeDocument41 pagesIBM-Tandy Guide for Secret Weapons of the Luftwaffetestinghb100% (1)
- Project Title: TBA: Client: ContractorDocument4 pagesProject Title: TBA: Client: ContractorIzza Halim100% (2)
- LDRDocument4 pagesLDRRaymond ValdezNo ratings yet
- Turbo Machines and Propulsion Exam Questions on Pumps, Turbines, Pipe FlowDocument3 pagesTurbo Machines and Propulsion Exam Questions on Pumps, Turbines, Pipe FlowAdams100% (1)
- Westinghouse Manuals PDFDocument38 pagesWestinghouse Manuals PDFCarl HensonNo ratings yet
- The Existence of An External Redundancy ASM DiskgroupDocument55 pagesThe Existence of An External Redundancy ASM Diskgroupsidd_aish@yahoo.comNo ratings yet
- Design of Foundations On Sensitive Champlain Clay Subjected To Cyclic LoadingDocument9 pagesDesign of Foundations On Sensitive Champlain Clay Subjected To Cyclic LoadingRamiro ChairezNo ratings yet
- RDSO - Vendor Directory July 16 FinalDocument233 pagesRDSO - Vendor Directory July 16 Finalabhics6750% (2)
- Boq Grand SummaryDocument44 pagesBoq Grand Summaryelsabet gezahegnNo ratings yet
- Introduction To Soil MechanicsDocument20 pagesIntroduction To Soil MechanicsMaeen AhmedNo ratings yet
- Accumulation-Mode Varactor Optimization for 200Q RF ICsDocument2 pagesAccumulation-Mode Varactor Optimization for 200Q RF ICsmenguemengueNo ratings yet
- SemaphoreDocument29 pagesSemaphoreSaranya ThangarajNo ratings yet
- Weather Wonders PDFDocument5 pagesWeather Wonders PDFLalNo ratings yet
- Louie Langas Resume 2019Document1 pageLouie Langas Resume 2019Louie LangasNo ratings yet
- Technical Data Demag Hoist Units Volume 2: Double-Rail Crab EZDH 600 - EZDH 1000 Double-Rail Crab EZLDH 600 - EZLDH 2000Document88 pagesTechnical Data Demag Hoist Units Volume 2: Double-Rail Crab EZDH 600 - EZDH 1000 Double-Rail Crab EZLDH 600 - EZLDH 2000mohammad khoraminiaNo ratings yet
- Cal Val Refile ValveDocument1 pageCal Val Refile Valvesourav samadderNo ratings yet
- Net Positive Suction HeadDocument4 pagesNet Positive Suction Headjorge alarconNo ratings yet
- Connector CatalogDocument60 pagesConnector CatalogYadira De De Ciam100% (1)
- Industrial Transmission CatalogueDocument22 pagesIndustrial Transmission CatalogueAzhar MandhraNo ratings yet
- GEOtouch®PET NEEDLE-PUNCHED NONWOVEN GEOTEXTILEDocument1 pageGEOtouch®PET NEEDLE-PUNCHED NONWOVEN GEOTEXTILEManas Kumar SamalNo ratings yet
- A Review of Heat Transfer Enhancement Using Twisted Tape With and Without PerforationDocument9 pagesA Review of Heat Transfer Enhancement Using Twisted Tape With and Without PerforationIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- Diamond Pin Locator and V Blocks 1Document8 pagesDiamond Pin Locator and V Blocks 1pratik thakareNo ratings yet
- Data Scrambling: A Net 2000 Ltd. White PaperDocument12 pagesData Scrambling: A Net 2000 Ltd. White PapernassarsubNo ratings yet
- Is 2705 PDFDocument17 pagesIs 2705 PDFArijit Das100% (2)
- SAP Plant Maintenance User Acceptance TestDocument7 pagesSAP Plant Maintenance User Acceptance TestBagaz KarmawanNo ratings yet
- Sika PDS - E - Sika FastFix - 138 TPDocument2 pagesSika PDS - E - Sika FastFix - 138 TPlwin_oo2435No ratings yet