You might also like
- Minarc Evo 150 Service ManualDocument31 pagesMinarc Evo 150 Service Manualcatalin949493% (15)
- IEE tutorial workshop on Earthing & Bonding techniquesDocument51 pagesIEE tutorial workshop on Earthing & Bonding techniquestgkenny873491% (35)
- CrashCourseElectronicsMasterOutline 01 PDFDocument39 pagesCrashCourseElectronicsMasterOutline 01 PDFDinesh PanickerNo ratings yet
- Service Manual Minarctig Evo 200: Kemppi OyDocument27 pagesService Manual Minarctig Evo 200: Kemppi OyLucyan IonescuNo ratings yet
- DC-DC Step-Down FelixDocument31 pagesDC-DC Step-Down FelixGFGHJHKNo ratings yet
- BS en 858-2-2003 Separator Systems For Light Liquids (3) 4Document1 pageBS en 858-2-2003 Separator Systems For Light Liquids (3) 4selmir_9No ratings yet
- iraudamp6 - 250W/8Ω x 2 Channel Class D Audio Power Amplifier Using the IRS20957S and IRF6785Document46 pagesiraudamp6 - 250W/8Ω x 2 Channel Class D Audio Power Amplifier Using the IRS20957S and IRF6785Anonymous R0s4q9X8No ratings yet
- Leica Surgical Microscopes Service ManualDocument266 pagesLeica Surgical Microscopes Service ManualgaryNo ratings yet
- Installation and Operation Manual: Load Sharing ModuleDocument32 pagesInstallation and Operation Manual: Load Sharing ModuleHammim HamzhahhNo ratings yet
- Measuring Resistance Using Ohm's LawDocument8 pagesMeasuring Resistance Using Ohm's LawShaikh Usman AiNo ratings yet
- M03 Testing CompDocument132 pagesM03 Testing CompGizaw TadesseNo ratings yet
- 001616236-an-01-en-STROMSENS MOD 20A ACS712 ME067Document5 pages001616236-an-01-en-STROMSENS MOD 20A ACS712 ME067Mhd Ali MustofahNo ratings yet
- 701-302 ManualDocument5 pages701-302 ManualWendy CassidyNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Denon Avr-1908 788 ServiceDocument260 pagesDenon Avr-1908 788 ServiceClaudio Hector Arrosa100% (1)
- Service Manual: HCD-GR5/RX50Document66 pagesService Manual: HCD-GR5/RX50petra berindeaNo ratings yet
- Manual Del EMCPII+ Del EasyGenDocument0 pagesManual Del EMCPII+ Del EasyGenRoberto Carrasco Olano100% (1)
- Professional VA Series Power Amplifiers with Class H+ DesignDocument4 pagesProfessional VA Series Power Amplifiers with Class H+ DesignarthurcraigNo ratings yet
- PlxmanDocument83 pagesPlxmantedmich100% (1)
- WEG Regulador Automatico de TensaoDocument75 pagesWEG Regulador Automatico de TensaoManoel BatistaNo ratings yet
- BS EN 858-1-2002 Separator Systems For Light Liquids (1) 1 PDFDocument1 pageBS EN 858-1-2002 Separator Systems For Light Liquids (1) 1 PDFselmir_929% (7)
- Arduino Based Underground Cable Fault Detector (Single Phase)Document51 pagesArduino Based Underground Cable Fault Detector (Single Phase)Irum96% (26)
- Kemppi Master Mastertig 1400 1500 2200 2800 3500 PDFDocument31 pagesKemppi Master Mastertig 1400 1500 2200 2800 3500 PDFAnonymous nC9gpUWPNo ratings yet
- CXD2861ERDocument30 pagesCXD2861ERZaegorNo ratings yet
- TV Sony Kv-pg14l70Document43 pagesTV Sony Kv-pg14l70Emilio Pinato100% (3)
- Canon Pixma Ix5000 Ix4000 Service ManualDocument44 pagesCanon Pixma Ix5000 Ix4000 Service ManuallftrevNo ratings yet
- GM 1 Sound Set: General MIDI Level 1 Instrument FamiliesDocument7 pagesGM 1 Sound Set: General MIDI Level 1 Instrument FamiliesAldair PintoNo ratings yet
- Service Manual FCD 300Document32 pagesService Manual FCD 300viewwareNo ratings yet
- Etg101-151 1 UkDocument114 pagesEtg101-151 1 UkJUANNo ratings yet
- Interactive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Document19 pagesInteractive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768jorge luis100% (1)
- Flextec 350X ConnectDocument180 pagesFlextec 350X ConnectRigoberto Delgado100% (1)
- Power Factor Controllers: ERN 11005 / ERN 11007 Advanced Key Features: ERN 11206 / ERN 11214 Smart Key FeaturesDocument3 pagesPower Factor Controllers: ERN 11005 / ERN 11007 Advanced Key Features: ERN 11206 / ERN 11214 Smart Key FeaturesSaeed AhmedNo ratings yet
- CSH83 CSH84 Installation Manual H3 10-5-06Document107 pagesCSH83 CSH84 Installation Manual H3 10-5-06Okan TaktakoğluNo ratings yet
- Technics SU VX500Document26 pagesTechnics SU VX500Catalin JipescuNo ratings yet
- SEO-Optimized TitleDocument1 pageSEO-Optimized TitleDelhi Villano100% (1)
- "Fa8A80 Series" 650-V PWM Power Supply Control Ics: Hiasa, Nobuyuki Endo, Yuta Karino, TaichiDocument6 pages"Fa8A80 Series" 650-V PWM Power Supply Control Ics: Hiasa, Nobuyuki Endo, Yuta Karino, TaichiLe DungNo ratings yet
- Ringing Slic Module MX801 V5 1 enDocument6 pagesRinging Slic Module MX801 V5 1 enmccm77No ratings yet
- BMD4064 Input/Output Module ApplicationDocument8 pagesBMD4064 Input/Output Module Applicationreza rifqil aziz100% (1)
- IR2110 Squarewave Inverter Using 555 TimerDocument37 pagesIR2110 Squarewave Inverter Using 555 TimerКети ТаневскаNo ratings yet
- Pm100cva120 - e IGBT PDFDocument6 pagesPm100cva120 - e IGBT PDFDoDuyBacNo ratings yet
- Earth Fault Indicator Circuit and Other Electrical Fault DetectorDocument10 pagesEarth Fault Indicator Circuit and Other Electrical Fault Detectorsoumen1963No ratings yet
- 8200 MotecDocument3 pages8200 Motecyera1No ratings yet
- Axis Drive Systems PDFDocument62 pagesAxis Drive Systems PDFJoshNo ratings yet
- Sugon PDFDocument2 pagesSugon PDFCarlos Gonzales PerezNo ratings yet
- STR STR STR STR - Unit Unit Unit Unit: Operating Manual Operating Manual Operating Manual Operating ManualDocument17 pagesSTR STR STR STR - Unit Unit Unit Unit: Operating Manual Operating Manual Operating Manual Operating Manualandre100% (1)
- Easy Weld MIG NB-500D ManualDocument20 pagesEasy Weld MIG NB-500D ManualDavy R.K.No ratings yet
- Monolithic Power Systems: Reference Design - Xilinx ZU3EG Industrial Networking Solution (Using PMIC)Document8 pagesMonolithic Power Systems: Reference Design - Xilinx ZU3EG Industrial Networking Solution (Using PMIC)Nguyễn Hữu Nam100% (1)
- Electrodynamic voltage stabilisers Ministab and SterostabDocument28 pagesElectrodynamic voltage stabilisers Ministab and SterostabKeyur PandyaNo ratings yet
- Datasheet PDFDocument38 pagesDatasheet PDFDinh Thuong CaoNo ratings yet
- Ma 2000-33Document1 pageMa 2000-33Sha-Putra Byonic Landak100% (1)
- Onkyo TX-SR313Document88 pagesOnkyo TX-SR313Rehan AhmedNo ratings yet
- Altivar 31 - ATV31HU40N4ADocument3 pagesAltivar 31 - ATV31HU40N4Avendas.ilimitadasNo ratings yet
- Axia Price List 130901Document33 pagesAxia Price List 130901Stephen Walker-WeinshenkerNo ratings yet
- 2 Channel in 4 Channel Out ADAU1701 Sigma DSP Pre-Amplifier With Bluetooth Plug-In ModuleDocument12 pages2 Channel in 4 Channel Out ADAU1701 Sigma DSP Pre-Amplifier With Bluetooth Plug-In ModuleNicolae Nechifor100% (1)
- PRX 600 Series Amp Parts ListDocument13 pagesPRX 600 Series Amp Parts Listprunette47No ratings yet
- 1 General Information: Model Number Short Description Servo DrivesDocument14 pages1 General Information: Model Number Short Description Servo DrivesMr.K ch100% (1)
- J4 Alarm ListDocument174 pagesJ4 Alarm ListElvira Nisa SNo ratings yet
- Ka2206B 2.3W Dual Audio Power Amp: O CC L O CC LDocument4 pagesKa2206B 2.3W Dual Audio Power Amp: O CC L O CC LEdgar Robert DolarNo ratings yet
- Portable induction heating machine manualDocument5 pagesPortable induction heating machine manualxreader0No ratings yet
- A314JDocument16 pagesA314JHeriberto FloresNo ratings yet
- AC & DC Gear Motors GuideDocument74 pagesAC & DC Gear Motors GuideJurgen CokuNo ratings yet
- Adjust Bias Current and Offset VoltageDocument8 pagesAdjust Bias Current and Offset Voltageantonio100% (1)
- Calibrating Zero Water On A Micro 20 BoardDocument3 pagesCalibrating Zero Water On A Micro 20 Boardeduardo_barreto_54No ratings yet
- User Manual Yamaha MG12/4Document32 pagesUser Manual Yamaha MG12/4Michael Van LaneNo ratings yet
- PDFDocument15 pagesPDFNilesh KhareNo ratings yet
- Minarc: Little Giants of The Welding WorldDocument2 pagesMinarc: Little Giants of The Welding WorldBùi Thanh NgaNo ratings yet
- TIG200ACDCP (Ahp) Manual 2016.05Document14 pagesTIG200ACDCP (Ahp) Manual 2016.05aj7scribdNo ratings yet
- EA08A ManualDocument6 pagesEA08A ManualDavid MoyaNo ratings yet
- Minarc: Classic 150Document2 pagesMinarc: Classic 150Florea SorinNo ratings yet
- 150 Watt Open Frame Switching Power Supply With PFC: SeriesDocument3 pages150 Watt Open Frame Switching Power Supply With PFC: SeriesMartinNo ratings yet
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesFrom EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesNo ratings yet
- Pages From Californijska Cijev 7Document1 pagePages From Californijska Cijev 7selmir_9No ratings yet
- Pages From Californijska CijevDocument9 pagesPages From Californijska Cijevselmir_9No ratings yet
- Pages From Californijska Cijev 9Document1 pagePages From Californijska Cijev 9selmir_9No ratings yet
- Pages From Californijska Cijev 8Document1 pagePages From Californijska Cijev 8selmir_9No ratings yet
- Pages From Californijska Cijev 9Document1 pagePages From Californijska Cijev 9selmir_9No ratings yet
- Pages From Californijska Cijev 1Document1 pagePages From Californijska Cijev 1selmir_9No ratings yet
- Pages From Californijska Cijev 7Document1 pagePages From Californijska Cijev 7selmir_9No ratings yet
- Pages From Californijska Cijev 6Document1 pagePages From Californijska Cijev 6selmir_9No ratings yet
- Pages From Californijska Cijev 8Document1 pagePages From Californijska Cijev 8selmir_9No ratings yet
- Pages From Californijska Cijev 3Document1 pagePages From Californijska Cijev 3selmir_9No ratings yet
- Pages From Californijska Cijev 6Document1 pagePages From Californijska Cijev 6selmir_9No ratings yet
- Pages From Californijska Cijev 4Document1 pagePages From Californijska Cijev 4selmir_9No ratings yet
- Pages From Californijska Cijev 1Document1 pagePages From Californijska Cijev 1selmir_9No ratings yet
- Pages From Californijska Cijev 5Document1 pagePages From Californijska Cijev 5selmir_9No ratings yet
- Pages From Grundfosliterature-3065923 3Document1 pagePages From Grundfosliterature-3065923 3selmir_9No ratings yet
- English (GB) Installation and Operating Instructions: 2. ApplicationsDocument1 pageEnglish (GB) Installation and Operating Instructions: 2. Applicationsselmir_9No ratings yet
- Pages From Grundfosliterature-3065923 5Document1 pagePages From Grundfosliterature-3065923 5selmir_9No ratings yet
- Pole Spacing ToolDocument2 pagesPole Spacing Toolselmir_9No ratings yet
- Pages From Grundfosliterature-3065923 4Document1 pagePages From Grundfosliterature-3065923 4selmir_9No ratings yet
- Pages From Grundfosliterature-3065923 1Document1 pagePages From Grundfosliterature-3065923 1selmir_9No ratings yet
- 14 20gravelsand 20I 200,4-0,8 20 20PDS 20eDocument1 page14 20gravelsand 20I 200,4-0,8 20 20PDS 20eselmir_9No ratings yet
- EC-Grounding Bonding and Overcurrent Protection-D01-M03 (Part 1)Document21 pagesEC-Grounding Bonding and Overcurrent Protection-D01-M03 (Part 1)selmir_9No ratings yet
- Multifunction Valve 50 HZ: Company Name: Created By: Phone: DateDocument2 pagesMultifunction Valve 50 HZ: Company Name: Created By: Phone: Dateselmir_9No ratings yet
- Sched 40 Concentric Reducers - Carbon Steel-2Document3 pagesSched 40 Concentric Reducers - Carbon Steel-2selmir_9No ratings yet
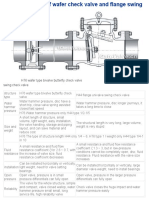
- The Comparison of Wafer Check Valve and Flange Swing Check Valve - Made in China Check ValvesDocument1 pageThe Comparison of Wafer Check Valve and Flange Swing Check Valve - Made in China Check Valvesselmir_9No ratings yet
- Irlr8726Pbf Irlu8726Pbf: ApplicationsDocument11 pagesIrlr8726Pbf Irlu8726Pbf: Applicationsselmir_9No ratings yet
- BS en 858-2-2003 Separator Systems For Light Liquids (3) 12Document1 pageBS en 858-2-2003 Separator Systems For Light Liquids (3) 12selmir_9No ratings yet
- Variador FujiDocument32 pagesVariador FujiHugo EslavaNo ratings yet
- AQA Physics A-Level Electricity Questions (Pack 3)Document90 pagesAQA Physics A-Level Electricity Questions (Pack 3)BDNo ratings yet
- EEP1 Topic 1Document36 pagesEEP1 Topic 1Saiful IslamNo ratings yet
- Dynamixel GuideDocument7 pagesDynamixel GuidemsdoharNo ratings yet
- Analog Sensors Guide for Electrical MeasurementsDocument7 pagesAnalog Sensors Guide for Electrical MeasurementsPathum SudasingheNo ratings yet
- Finaldc 2Document10 pagesFinaldc 2Noel BactonNo ratings yet
- 533 02827 0 X9C103Document12 pages533 02827 0 X9C103mikeNo ratings yet
- Factors Affecting Internal Resistance EMFDocument6 pagesFactors Affecting Internal Resistance EMFYuvan KumarNo ratings yet
- Leroy Somer r120 Avr DatasheetDocument16 pagesLeroy Somer r120 Avr DatasheetalexdanniNo ratings yet
- "Bridge B2HZ" For The Control of A DC MotorDocument16 pages"Bridge B2HZ" For The Control of A DC MotorhadiNo ratings yet
- PLC Lab Manual For s5 MechhatronicsDocument22 pagesPLC Lab Manual For s5 MechhatronicsjintoNo ratings yet
- Voltage-Current Basics ExplainedDocument19 pagesVoltage-Current Basics ExplainedShyamkant VasekarNo ratings yet
- 01-Strain - Uitm-01Document14 pages01-Strain - Uitm-01Harish BabuNo ratings yet
- HS Codes Wastes Controlled by PCDDocument14 pagesHS Codes Wastes Controlled by PCDmicheleNo ratings yet
- Varispeed V7: Compact Sensorless Vector InverterDocument247 pagesVarispeed V7: Compact Sensorless Vector InvertersunhuynhNo ratings yet
- Project Report Ondigi FinalDocument44 pagesProject Report Ondigi FinalDazzling SamNo ratings yet
- Dave Lawton PWM Kit Instructions 2Document7 pagesDave Lawton PWM Kit Instructions 2Ciro GiordanoNo ratings yet
- Analog Servo Drive: Description Power RangeDocument9 pagesAnalog Servo Drive: Description Power RangeElectromateNo ratings yet
- Telephone SystemDocument13 pagesTelephone SystemFalcon ManNo ratings yet
- Position Control of Pick and Place Robotic ArmDocument5 pagesPosition Control of Pick and Place Robotic Armavinashs2410_41108610% (1)
- Compact Rotary Sensors for Position DetectionDocument6 pagesCompact Rotary Sensors for Position DetectionGonzalo RojasNo ratings yet
- Amc 12a8 SpecsheetDocument9 pagesAmc 12a8 SpecsheetElectromateNo ratings yet