You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Converting Units of Measure PDFDocument23 pagesConverting Units of Measure PDFM Faisal ChNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Exodus Post Apocalyptic PDF 10Document2 pagesExodus Post Apocalyptic PDF 10RushabhNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- SQM-Crop Kit Pepper L-EnDocument96 pagesSQM-Crop Kit Pepper L-EnPavel Lilian100% (3)
- Hem Tiwari Vs Nidhi Tiwari Mutual Divorce - Revised VersionDocument33 pagesHem Tiwari Vs Nidhi Tiwari Mutual Divorce - Revised VersionKesar Singh SawhneyNo ratings yet
- Operations Management Success FactorsDocument147 pagesOperations Management Success Factorsabishakekoul100% (1)
- LAS IN ENTREPRENEURSHIP WEEK 4Document5 pagesLAS IN ENTREPRENEURSHIP WEEK 4IMELDA CORONACIONNo ratings yet
- Expansion Analysis of Offshore PipelineDocument25 pagesExpansion Analysis of Offshore PipelineSAUGAT DUTTANo ratings yet
- Q2 SHS Intro To World Religion - Module 2Document19 pagesQ2 SHS Intro To World Religion - Module 2jan roiNo ratings yet
- George F Kennan and The Birth of Containment The Greek Test CaseDocument17 pagesGeorge F Kennan and The Birth of Containment The Greek Test CaseEllinikos Emfilios100% (1)
- Analyzing Evidence of College Readiness: A Tri-Level Empirical & Conceptual FrameworkDocument66 pagesAnalyzing Evidence of College Readiness: A Tri-Level Empirical & Conceptual FrameworkJinky RegonayNo ratings yet
- Astm d6392Document6 pagesAstm d6392Danilo Rojas MartinezNo ratings yet
- Community Action and Core Values and Principles of Community-Action InitiativesDocument5 pagesCommunity Action and Core Values and Principles of Community-Action Initiativeskimberson alacyangNo ratings yet
- Friedel CraftsDocument8 pagesFriedel CraftsAhmed MashalyNo ratings yet
- The ADDIE Instructional Design ModelDocument2 pagesThe ADDIE Instructional Design ModelChristopher Pappas100% (1)
- Influence of Geosynthetic-Interlayers On The Performance of Asphalt Overlays On Pre-Cracked PavementsDocument48 pagesInfluence of Geosynthetic-Interlayers On The Performance of Asphalt Overlays On Pre-Cracked PavementsDanilo Rojas MartinezNo ratings yet
- Review of Glass Fiber Grid Use For Pavement Reinforcement and APT Experiments at IfsttarDocument30 pagesReview of Glass Fiber Grid Use For Pavement Reinforcement and APT Experiments at IfsttarDanilo Rojas MartinezNo ratings yet
- 8.03 Experimental Evaluation of A Polyester Geogrid As Anti-Reflective Cracking Interlayer On OverlaysDocument8 pages8.03 Experimental Evaluation of A Polyester Geogrid As Anti-Reflective Cracking Interlayer On OverlaysDanilo Rojas MartinezNo ratings yet
- Giroudx2022HanTutumluerDobie 1Document34 pagesGiroudx2022HanTutumluerDobie 1Danilo Rojas MartinezNo ratings yet
- Zornberg 2017aDocument7 pagesZornberg 2017aDanilo Rojas MartinezNo ratings yet
- Assembly Instruction For Corrugated Pipe Saddle: Dimension: D 178.0mm ( 1.0mm)Document2 pagesAssembly Instruction For Corrugated Pipe Saddle: Dimension: D 178.0mm ( 1.0mm)Danilo Rojas MartinezNo ratings yet
- Bentomat STDocument1 pageBentomat STDanilo Rojas MartinezNo ratings yet
- Koerner Sy MP Gary Kolbas UkDocument26 pagesKoerner Sy MP Gary Kolbas UkDanilo Rojas MartinezNo ratings yet
- F 714 PDFDocument9 pagesF 714 PDFDanilo Rojas MartinezNo ratings yet
- Muh 26 3 7 0109 7Document8 pagesMuh 26 3 7 0109 7Danilo Rojas MartinezNo ratings yet
- Advantages and Disadvantages of A MonopolyDocument7 pagesAdvantages and Disadvantages of A MonopolyRosalyn RayosNo ratings yet
- Multiple Choice Test - 66253Document2 pagesMultiple Choice Test - 66253mvjNo ratings yet
- Elderly Suicide FactsDocument2 pagesElderly Suicide FactsThe News-HeraldNo ratings yet
- Emotion and Decision Making: FurtherDocument28 pagesEmotion and Decision Making: FurtherUMAMA UZAIR MIRZANo ratings yet
- Identifying States of Matter LessonDocument2 pagesIdentifying States of Matter LessonRaul OrcigaNo ratings yet
- Second Periodic Test - 2018-2019Document21 pagesSecond Periodic Test - 2018-2019JUVELYN BELLITANo ratings yet
- Veerabhadra Swamy MantrasDocument6 pagesVeerabhadra Swamy Mantrasगणेश पराजुलीNo ratings yet
- Case DurexDocument3 pagesCase DurexGia ChuongNo ratings yet
- Cambridge Intl. Sr. Sec. School Class: X, Preboard Examination-1 Subject: Mathematics Time Allowed: 3Hrs. M.M: 80Document5 pagesCambridge Intl. Sr. Sec. School Class: X, Preboard Examination-1 Subject: Mathematics Time Allowed: 3Hrs. M.M: 80Suyash PandeyNo ratings yet
- Class 11 English Snapshots Chapter 1Document2 pagesClass 11 English Snapshots Chapter 1Harsh彡Eagle彡No ratings yet
- Tangina Tapos NadenDocument7 pagesTangina Tapos NadenJamesCubeNo ratings yet
- Rangkuman Corporate GovernanceDocument21 pagesRangkuman Corporate GovernanceAlissa JanssensNo ratings yet
- Unit 11 LeadershipDocument4 pagesUnit 11 LeadershipMarijana DragašNo ratings yet
- SampleDocument4 pagesSampleParrallathanNo ratings yet
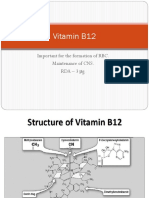
- Vitamin B12: Essential for RBC Formation and CNS MaintenanceDocument19 pagesVitamin B12: Essential for RBC Formation and CNS MaintenanceHari PrasathNo ratings yet
- The Space of Reflection: Thirdness and Triadic Relationships in Family TherapyDocument19 pagesThe Space of Reflection: Thirdness and Triadic Relationships in Family TherapyTasos TravasarosNo ratings yet
- Journal EntriesDocument10 pagesJournal Entriesapi-283322366No ratings yet