You might also like
- Experiment Measurement of Lengths, Heights, Diameters, Vernier CaliperDocument11 pagesExperiment Measurement of Lengths, Heights, Diameters, Vernier Caliperv sharvan kumar asst.prof(mech)No ratings yet
- Lab 2 MM322 Final ReportDocument8 pagesLab 2 MM322 Final ReportJnrNo ratings yet
- Micrometers Calipers Worksheet PDFDocument4 pagesMicrometers Calipers Worksheet PDFanon_404586944No ratings yet
- Route TrainingDocument14 pagesRoute Trainingjohn100% (1)
- Calibration of Precision Measuring InstrumentsDocument2 pagesCalibration of Precision Measuring Instrumentsabddul128No ratings yet
- Metrology Lab ManualDocument39 pagesMetrology Lab ManualNivedh Vijayakrishnan0% (1)
- ME2308 Lab ManualDocument28 pagesME2308 Lab ManualNishanth ShannmugamNo ratings yet
- MME-ME2308 EMM Lab ManualDocument29 pagesMME-ME2308 EMM Lab ManualRakesh Kumar100% (1)
- Metrology and Measurements Lab Manual: V Semester Mechanical Engineering Rajalakshmi Engineering CollegeDocument30 pagesMetrology and Measurements Lab Manual: V Semester Mechanical Engineering Rajalakshmi Engineering CollegeSanju JohnNo ratings yet
- Unit-Ii 3Document30 pagesUnit-Ii 3k.ghanemNo ratings yet
- Index: Ex. No Name of The Experiment Page No. Cycle IDocument29 pagesIndex: Ex. No Name of The Experiment Page No. Cycle Iprakashrs295No ratings yet
- MLR Institute of Technology - Lab Manual Engineering MetrologyDocument25 pagesMLR Institute of Technology - Lab Manual Engineering MetrologyVallik TadNo ratings yet
- Vernier CaliperDocument3 pagesVernier CaliperAndrew Crawford0% (1)
- Metrology Lab Manual NewDocument41 pagesMetrology Lab Manual Newg venkatesh100% (1)
- Study of Measuring Instruments and Gauges PDFDocument7 pagesStudy of Measuring Instruments and Gauges PDFRishabh HanseliaNo ratings yet
- MetrologyDocument157 pagesMetrologyVishwajit HegdeNo ratings yet
- ME2308 Lab ManualDocument28 pagesME2308 Lab Manualvenkateshyadav2116No ratings yet
- 1 Measuring Instruments and GaugesDocument59 pages1 Measuring Instruments and GaugesWbamlak AshebrNo ratings yet
- Metrology Lab ManualDocument35 pagesMetrology Lab ManualNo NameNo ratings yet
- Metrology and Surface Engineering Lab Manual: 3 Year B.Tech I-Semester Mechanical EngineeringDocument22 pagesMetrology and Surface Engineering Lab Manual: 3 Year B.Tech I-Semester Mechanical EngineeringKptt LogeswaranNo ratings yet
- Metrology Lab Exercise2Document87 pagesMetrology Lab Exercise2Hailu Yimer TeferaNo ratings yet
- ME8501 - Metrology and Measurements - Unit - IIDocument77 pagesME8501 - Metrology and Measurements - Unit - IIarunpdcNo ratings yet
- 1537326530linear & Angular MeasurementDocument49 pages1537326530linear & Angular MeasurementAl MamunNo ratings yet
- Linear Measurements: References: 1. Handbok of Dimensional Measurement 2. Http://fetweb - Ju.edu - Jo/staff/me/jyaminDocument70 pagesLinear Measurements: References: 1. Handbok of Dimensional Measurement 2. Http://fetweb - Ju.edu - Jo/staff/me/jyaminRodel VerzosaNo ratings yet
- Me TrologyDocument34 pagesMe Trologysiddharth thoratNo ratings yet
- University of North Carolina ManualDocument11 pagesUniversity of North Carolina ManualvysnktNo ratings yet
- METROLOGY AND QUALITY CONTROL LAB Manual PDFDocument28 pagesMETROLOGY AND QUALITY CONTROL LAB Manual PDFMuhammad zubeen100% (1)
- MMM Lab ManualDocument13 pagesMMM Lab ManualSangam PatilNo ratings yet
- Laboratory Activity No. 2Document4 pagesLaboratory Activity No. 2Me Being RandomNo ratings yet
- Vernier Calipers & MicrometrsDocument14 pagesVernier Calipers & Micrometrsفتى الجحيمNo ratings yet
- Lab Manual: Machining Processes and Metrology Lab (MEE211L)Document27 pagesLab Manual: Machining Processes and Metrology Lab (MEE211L)Agnivesh SharmaNo ratings yet
- Me 2308 - Metrology & Measurements Lab: Infant Jesus College of Engineering and TechnologyDocument31 pagesMe 2308 - Metrology & Measurements Lab: Infant Jesus College of Engineering and TechnologyNeopoleanNo ratings yet
- Metrology-Lab-Manual 3 Year 1semDocument41 pagesMetrology-Lab-Manual 3 Year 1semBHARATH Chandra100% (1)
- Lab ManualDocument19 pagesLab ManualAjij Mujawar100% (1)
- BTM2133-Chapter 4 Measuring InstrumentsDocument61 pagesBTM2133-Chapter 4 Measuring InstrumentsAswaja3130% (1)
- Expt 1 - Calibration of Vernier CaliperDocument5 pagesExpt 1 - Calibration of Vernier Calipersathyadally100% (1)
- Metrology Lab Manual - BrijeshDocument23 pagesMetrology Lab Manual - BrijeshRohitGuptaNo ratings yet
- Mechanical Measurement LaboratoryDocument24 pagesMechanical Measurement LaboratoryMahendra SinghNo ratings yet
- Final MM&M Lab ManualDocument66 pagesFinal MM&M Lab Manualchandrarao chNo ratings yet
- Metrology Uniit IIDocument53 pagesMetrology Uniit IIrramesh2k8712No ratings yet
- MQA Lab Manual 2018-2019Document27 pagesMQA Lab Manual 2018-2019poluri manicharanNo ratings yet
- Chapter 3 Precision Measuring InstrumentDocument13 pagesChapter 3 Precision Measuring InstrumentAIDA SYAHIRAH BINTI SULAIMAN MoeNo ratings yet
- Vernier CaliperDocument13 pagesVernier CaliperAbdul AhadNo ratings yet
- Measuring Instruments LectureDocument35 pagesMeasuring Instruments LectureMAHESH SINGH100% (1)
- Linear & Angular MeasurementsDocument110 pagesLinear & Angular Measurementsavutu_kunduruNo ratings yet
- Linear & Angular Measurement: Course ContentsDocument26 pagesLinear & Angular Measurement: Course ContentsRamu VasaNo ratings yet
- Lecture 02Document110 pagesLecture 02Getachew G/AmlakNo ratings yet
- Dimensional Measurements: Group 22 MembersDocument12 pagesDimensional Measurements: Group 22 MemberscfellowNo ratings yet
- Metrology: Nri Institute of TechnologyDocument55 pagesMetrology: Nri Institute of TechnologyKasijanto JantoNo ratings yet
- Engineering Metrology InstrumentsDocument17 pagesEngineering Metrology InstrumentsAnilChauvanNo ratings yet
- 2-Excercise EM 2023Document49 pages2-Excercise EM 2023aimy rouaneNo ratings yet
- Abestano PHY052 1 Activity 1 Measurement of LengthDocument10 pagesAbestano PHY052 1 Activity 1 Measurement of LengthLOREN MAE BULAYBULAYNo ratings yet
- ME 472 - Engineering Metrology and Quality Control: Linear and Angular MeasurementsDocument19 pagesME 472 - Engineering Metrology and Quality Control: Linear and Angular MeasurementsAtul GaurNo ratings yet
- Ensc 102L Lab ExperimentsDocument19 pagesEnsc 102L Lab ExperimentsgapuzsawalNo ratings yet
- Physics ExperimentDocument9 pagesPhysics ExperimentgapuzsawalNo ratings yet
- Mechanical Instruments For MeasurementDocument12 pagesMechanical Instruments For MeasurementLiviu AndreiNo ratings yet
- Lec 3 Precision Measuring Instrument PDFDocument20 pagesLec 3 Precision Measuring Instrument PDFUmair MalikNo ratings yet
- ME 472 - Engineering Metrology and Quality Control: Linear and Angular MeasurementsDocument19 pagesME 472 - Engineering Metrology and Quality Control: Linear and Angular MeasurementsAniket SankpalNo ratings yet
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Instrument Technology: Measurement of Pressure, Level, Flow and TemperatureFrom EverandInstrument Technology: Measurement of Pressure, Level, Flow and TemperatureRating: 4 out of 5 stars4/5 (1)
- Position Sensing: Angle and Distance Measurement for EngineersFrom EverandPosition Sensing: Angle and Distance Measurement for EngineersNo ratings yet
- Confined Space EntryDocument1 pageConfined Space EntryelavarasanNo ratings yet
- 1.tool Makers MicroscopeDocument7 pages1.tool Makers MicroscopeelavarasanNo ratings yet
- ActuatorsDocument3 pagesActuatorselavarasanNo ratings yet
- To Measure Gear Parameter by Gear Tooth VernierDocument3 pagesTo Measure Gear Parameter by Gear Tooth VernierelavarasanNo ratings yet
- Experiment 3Document3 pagesExperiment 3elavarasanNo ratings yet
- Measurement of Dimensions of A Given Specimen Using Slip Gauge AimDocument1 pageMeasurement of Dimensions of A Given Specimen Using Slip Gauge AimelavarasanNo ratings yet
- To Measure The Angles of Given Specimen Using Bevel ProtractorDocument3 pagesTo Measure The Angles of Given Specimen Using Bevel ProtractorelavarasanNo ratings yet
- Part B (2) 1.4.15Document229 pagesPart B (2) 1.4.15elavarasanNo ratings yet
- Metrology Lab ManualDocument21 pagesMetrology Lab ManualelavarasanNo ratings yet
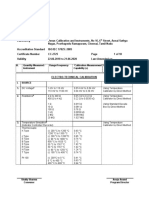
- Sl. Quantity Measured / Instrument Range/Frequency Calibration Measurement Capability ( ) RemarksDocument26 pagesSl. Quantity Measured / Instrument Range/Frequency Calibration Measurement Capability ( ) RemarksBALAJINo ratings yet
- 112.scope Location 1 CC-2725Document10 pages112.scope Location 1 CC-2725Ravichandran DNo ratings yet
- Lesson 2 Lab EquipmentDocument23 pagesLesson 2 Lab EquipmentMarvin De JonggoyNo ratings yet
- Industrial InstrumentationDocument2 pagesIndustrial InstrumentationAbhijeeth BabuNo ratings yet
- 212MM212MMCH95Document26 pages212MM212MMCH95Diana Carolina Beltran PeñaNo ratings yet
- Lab Equipment Crossword Puzzle ANSWER KEYDocument2 pagesLab Equipment Crossword Puzzle ANSWER KEYDarla Milagros Choque EstradaNo ratings yet
- Module 1 MicrosDocument8 pagesModule 1 MicrosmagwiNo ratings yet
- TS 0071Document1 pageTS 0071Coop StElzearNo ratings yet
- Anemometer, Humidity Light Meter, Thermometer: Model: LM-8000Document2 pagesAnemometer, Humidity Light Meter, Thermometer: Model: LM-8000Mihwan SataralNo ratings yet
- CCR Equipment ListDocument1 pageCCR Equipment Listbehzad parsiNo ratings yet
- اجهزة قياس الضغطDocument3 pagesاجهزة قياس الضغطmarran almarranyNo ratings yet
- MM322 LabDocument8 pagesMM322 LabJnrNo ratings yet
- Vernier CaliperDocument10 pagesVernier CaliperIMade Adi WiadnyanaNo ratings yet
- Pitot-Static System Quiz Answer KeyDocument2 pagesPitot-Static System Quiz Answer KeyArchaios Drakos100% (1)
- WorldwideCheckList PDFDocument790 pagesWorldwideCheckList PDFTHSNo ratings yet
- Store Requisition (SR) : Approval SubjectDocument3 pagesStore Requisition (SR) : Approval SubjectDagim atnafuNo ratings yet
- Mechanical MeasurementsDocument3 pagesMechanical MeasurementsneerubandaNo ratings yet
- Syll Ei8452 Industrial InstrumentationDocument7 pagesSyll Ei8452 Industrial InstrumentationLokesh GopinathNo ratings yet
- Me2304 - Engineering Metrology and Measurements Question Bank For Regulation 2008Document29 pagesMe2304 - Engineering Metrology and Measurements Question Bank For Regulation 2008Ashok Kumar Rajendran75% (4)
- ASN TemplateDocument430 pagesASN TemplateMahbub UzzamanNo ratings yet
- SBRP - Rnav Esmiv 1d - Astob 1d - Haste 1d - Nilsu 1d - Pir 1d - Repax 1d - Tenik 1d Rwy 36 - Sid - 20230420Document1 pageSBRP - Rnav Esmiv 1d - Astob 1d - Haste 1d - Nilsu 1d - Pir 1d - Repax 1d - Tenik 1d Rwy 36 - Sid - 20230420Luiz Paulo MazzuccaNo ratings yet
- Eim Quiz TesterDocument3 pagesEim Quiz Testerbernie evaristo bacsaNo ratings yet
- Kuliah Sistem Pembangkit Tenaga IDocument24 pagesKuliah Sistem Pembangkit Tenaga ISurya FrederickNo ratings yet
- Kewrkmia PDF 1706372569Document22 pagesKewrkmia PDF 1706372569bielpwkNo ratings yet
- Instrument Calibration SheetDocument1 pageInstrument Calibration SheetirfanNo ratings yet
- Tle Reviewer Pt. 4Document4 pagesTle Reviewer Pt. 4Anonymous lnq6NlgaMNo ratings yet
- AnaumDocument22 pagesAnaumAsghar AliNo ratings yet
- Microscopes in LabsDocument31 pagesMicroscopes in LabsGabscoline BurellNo ratings yet