You might also like
- Ejercicios Aplicac de La Calidad-111109220040Document113 pagesEjercicios Aplicac de La Calidad-111109220040Isabel Rodriguez63% (8)
- Solucion Ejercicios de Control Capitulos 6Document43 pagesSolucion Ejercicios de Control Capitulos 6Greg Rifka Hernandez43% (7)
- Ejercios TQMDocument23 pagesEjercios TQMKewin Villa Diaz71% (7)
- ESTUDIO de CASO 7 Mejora ContinuaDocument20 pagesESTUDIO de CASO 7 Mejora ContinuaFederico Lafaurie BarrosNo ratings yet
- Informe de Calidad y Mejora Continua OkDocument6 pagesInforme de Calidad y Mejora Continua OkjuanNo ratings yet
- Ventajas - Desventajas Fibra Óptica Vs VPNDocument4 pagesVentajas - Desventajas Fibra Óptica Vs VPNPablo Perez RamirezNo ratings yet
- Rubrica para Evaluar La Planificacion DocenteDocument2 pagesRubrica para Evaluar La Planificacion DocenteEspacio Padelma Espacio Padelma100% (9)
- Ejercicios PLSQLDocument6 pagesEjercicios PLSQLJulioNo ratings yet
- Itemizado 1 CorregidoDocument32 pagesItemizado 1 CorregidoPaulo Pincheira100% (1)
- PreguntasDocument28 pagesPreguntasBianely AvilesNo ratings yet
- Diagrama de Pareto Cusa EfectoDocument11 pagesDiagrama de Pareto Cusa Efectoroosvelt vasquez chicomaNo ratings yet
- Capitulo 6 - JaiderDocument20 pagesCapitulo 6 - Jaidermaria fernanda arango gomezNo ratings yet
- ESTADISTICADocument20 pagesESTADISTICAMARIA JOSE RIVAS ALVISNo ratings yet
- Informe de Caso Diagrama de ParetoDocument9 pagesInforme de Caso Diagrama de ParetoValentina TorresNo ratings yet
- Ejercicios de ParetoDocument32 pagesEjercicios de Paretoblacklotus23No ratings yet
- Actividad 2.2 DIAGRAMA DE PARETODocument4 pagesActividad 2.2 DIAGRAMA DE PARETOMarlene IgnacioNo ratings yet
- Practica N3 HERRAMIENTAS DE LA CALIDADDocument12 pagesPractica N3 HERRAMIENTAS DE LA CALIDADAdam TejadaNo ratings yet
- Diagrama de ParetoDocument12 pagesDiagrama de ParetoBrayan GarciaNo ratings yet
- Ejercicios de Diagrama de ParetoDocument4 pagesEjercicios de Diagrama de ParetoFV OmarNo ratings yet
- Practica N°2Document9 pagesPractica N°2Sesly MedinaNo ratings yet
- Calidad TotalDocument7 pagesCalidad TotalanalyNo ratings yet
- 09-24-2019 143509 PM PRACTICA SESION 04 PDFDocument7 pages09-24-2019 143509 PM PRACTICA SESION 04 PDFanalyNo ratings yet
- Caso Practico Unidad 2Document4 pagesCaso Practico Unidad 2jeisonNo ratings yet
- 01 Cep ADocument12 pages01 Cep AYamile BerrocalNo ratings yet
- Octava Asignación de Estadística Aplicada A La Ingeniería 2019 IIDocument13 pagesOctava Asignación de Estadística Aplicada A La Ingeniería 2019 IIDiego JoelNo ratings yet
- ACTIVIDADES - UNIDAD - III RealizadoDocument4 pagesACTIVIDADES - UNIDAD - III RealizadoFrancisco ReinaNo ratings yet
- Guadeejerciciosaplicacindelacalidad 111109220040 Phpapp01Document113 pagesGuadeejerciciosaplicacindelacalidad 111109220040 Phpapp01Nena Flores75% (8)
- Lab 2 CalidadDocument11 pagesLab 2 CalidadLeon HorenboutNo ratings yet
- Luis Mejía Capitulo10Document11 pagesLuis Mejía Capitulo10yanethNo ratings yet
- Practica 7 Herramientas Basicas de CalidadDocument21 pagesPractica 7 Herramientas Basicas de CalidadLUZ De LeonNo ratings yet
- Diagrama de PARETODocument27 pagesDiagrama de PARETOCarlos AlcocerNo ratings yet
- Calidad Ejercicios 3-7-14Document11 pagesCalidad Ejercicios 3-7-14RositaVentura100% (1)
- Planteamiento Del ProblemaDocument9 pagesPlanteamiento Del ProblemaJose Ignacio Nah ChanNo ratings yet
- Taller ParetoDocument10 pagesTaller ParetoMiguel Angel Varas RiosNo ratings yet
- Ejercicios Herramientas BásicasDocument8 pagesEjercicios Herramientas BásicasDaniela Valdés RuizNo ratings yet
- U1 - Semana 4 - Sesión 04 - Guía de Práctica 4Document6 pagesU1 - Semana 4 - Sesión 04 - Guía de Práctica 4CRISTIHIAN ERICK SOLIS LOPEZNo ratings yet
- Ejer Cici Os Control Esta Dis TicoDocument23 pagesEjer Cici Os Control Esta Dis TicoARINo ratings yet
- Ejercicios Sem 2Document6 pagesEjercicios Sem 2gledith191No ratings yet
- Calidad EstadisticaDocument4 pagesCalidad EstadisticaJulio Cesar Uh100% (1)
- Taller Hrtas SGCDocument4 pagesTaller Hrtas SGCBRAYAN AURELIO GUTIERREZ DELGADONo ratings yet
- Trabajo CalidadDocument11 pagesTrabajo CalidadJOHN SEBASTIAN HERNANDEZ GUZMANNo ratings yet
- Práctica 04 - Herramientas de La CalidadDocument5 pagesPráctica 04 - Herramientas de La CalidadLucio Huerta LeónNo ratings yet
- Tarea de Control de Calidad PDFDocument6 pagesTarea de Control de Calidad PDFEnrrique GutierrezNo ratings yet
- Pep 1 Miguel Peña OsorioDocument12 pagesPep 1 Miguel Peña OsorioMiguel IgnacioNo ratings yet
- Lab 02 Pareto e IshikawaDocument5 pagesLab 02 Pareto e IshikawaLuis Gonzalez TorresNo ratings yet
- PC2 - Ñiquen Esqueche Jason AnthonyDocument3 pagesPC2 - Ñiquen Esqueche Jason AnthonyJason AnthonyNo ratings yet
- Problemario Estadistica y Control de CalidadDocument8 pagesProblemario Estadistica y Control de CalidadGregorio HernandezNo ratings yet
- Ejercicios de ParetoDocument7 pagesEjercicios de ParetoalexisNo ratings yet
- Herramientas Basicas para El CECDocument36 pagesHerramientas Basicas para El CECAnthony villenaNo ratings yet
- Control de CalidadDocument22 pagesControl de CalidadSebas IslasNo ratings yet
- Practica N 5Document8 pagesPractica N 5BLADIMIR CHARCA MERMANo ratings yet
- Herramientas de La CalidadDocument79 pagesHerramientas de La CalidadjulioNo ratings yet
- Solucion de Ejercicios Capitulo 7 LibroDocument9 pagesSolucion de Ejercicios Capitulo 7 LibroMiranda BenavidesNo ratings yet
- CASO PRACTICO Herramientas Basicas de CalidadDocument5 pagesCASO PRACTICO Herramientas Basicas de CalidadLesly Reyes EspinozaNo ratings yet
- Practica N°3 HERRAMIENTAS DE LA CALIDADDocument11 pagesPractica N°3 HERRAMIENTAS DE LA CALIDADAlvaroSalasFarfanNo ratings yet
- Problemario de Segundo ParcialDocument16 pagesProblemario de Segundo ParcialOSCAR IVAN CHAVEZ BERMUDEZ100% (1)
- Tarea S4 - Heberth PeñaDocument6 pagesTarea S4 - Heberth PeñaHeberth PEÑA MORALESNo ratings yet
- ControlCalidad Laboratorio1 20181Document3 pagesControlCalidad Laboratorio1 20181Joel GarciaNo ratings yet
- Lavado y colmatado de tapones de corcho. MAMA0109From EverandLavado y colmatado de tapones de corcho. MAMA0109No ratings yet
- Terminación y expedición de tapones de corcho. MAMA0109From EverandTerminación y expedición de tapones de corcho. MAMA0109Rating: 5 out of 5 stars5/5 (1)
- Preparación del sistema de entintado, humectador y de los dispositivos de salida y acabado en máquinas de impresión offset. ARGI0109From EverandPreparación del sistema de entintado, humectador y de los dispositivos de salida y acabado en máquinas de impresión offset. ARGI0109Rating: 5 out of 5 stars5/5 (1)
- Preparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109From EverandPreparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109No ratings yet
- Formulación y evaluación de proyectos agropecuarios: Estructura del proyecto agropecuario, con enfoque de marco lógico - 1ra ediciónFrom EverandFormulación y evaluación de proyectos agropecuarios: Estructura del proyecto agropecuario, con enfoque de marco lógico - 1ra ediciónRating: 5 out of 5 stars5/5 (2)
- Taller N2Document3 pagesTaller N2juanNo ratings yet
- GOCM01 - ES04 - Casos 1, 2, 3, 4 - Estudiante. P RudolphDocument2 pagesGOCM01 - ES04 - Casos 1, 2, 3, 4 - Estudiante. P RudolphjuanNo ratings yet
- GOCM01 - ES04 - Casos 1, 2, 3, 4 - Estudiante. P RudolphDocument2 pagesGOCM01 - ES04 - Casos 1, 2, 3, 4 - Estudiante. P RudolphjuanNo ratings yet
- Trabajo GeomecanicaDocument14 pagesTrabajo GeomecanicajuanNo ratings yet
- Informe Final Subterranea Con Indice PDFDocument44 pagesInforme Final Subterranea Con Indice PDFPedro Jose Fuentes Carrasco100% (2)
- Trabajo CalidadDocument9 pagesTrabajo CalidadjuanNo ratings yet
- Formato InformesDocument4 pagesFormato InformesjuanNo ratings yet
- Proyecto PubDocument10 pagesProyecto PubjuanNo ratings yet
- Silva, Christian Parte IIDocument37 pagesSilva, Christian Parte IImarisolNo ratings yet
- Trabajo de InvestigacionDocument12 pagesTrabajo de InvestigacionjuanNo ratings yet
- Pub La Perla Juan Fernandez Daniel NaveasDocument31 pagesPub La Perla Juan Fernandez Daniel NaveasjuanNo ratings yet
- Clase N3 Unidad IIDocument26 pagesClase N3 Unidad IIjuanNo ratings yet
- 3560903501151UTFSMDocument121 pages3560903501151UTFSMjuanNo ratings yet
- Clase N2 Unidad IIDocument46 pagesClase N2 Unidad IIjuanNo ratings yet
- Clase N1 Unidad IIIDocument33 pagesClase N1 Unidad IIIjuanNo ratings yet
- Proyecto BoutiqueDocument10 pagesProyecto Boutiquejuan100% (1)
- Trabajo CalidadDocument8 pagesTrabajo CalidadjuanNo ratings yet
- FGDP 01 Juan FernandezDocument7 pagesFGDP 01 Juan FernandezjuanNo ratings yet
- Lab 3 c2Document1 pageLab 3 c2juanNo ratings yet
- Ejercicio Propuesto Clasificacion GeomecanicaDocument2 pagesEjercicio Propuesto Clasificacion GeomecanicajuanNo ratings yet
- InmigracionDocument72 pagesInmigracionjuanNo ratings yet
- Ayuda MemoriaDocument6 pagesAyuda MemoriajuanNo ratings yet
- Prevencion de Riesgo IvaniaDocument3 pagesPrevencion de Riesgo IvaniajuanNo ratings yet
- Guia de Ejercicios PulpasDocument4 pagesGuia de Ejercicios PulpasjuanNo ratings yet
- Guia de Ejercicios PulpasDocument4 pagesGuia de Ejercicios PulpasjuanNo ratings yet
- Instructivo para Realización de Informe Proyecto Programa SSODocument3 pagesInstructivo para Realización de Informe Proyecto Programa SSOjuanNo ratings yet
- Inst PM 1037Document13 pagesInst PM 1037juanNo ratings yet
- Ejercicios PruebaDocument4 pagesEjercicios PruebajuanNo ratings yet
- Instructivo para Realización de Informe Cierre de FaenaDocument4 pagesInstructivo para Realización de Informe Cierre de FaenajuanNo ratings yet
- La Guia Isover Soluciones Aislamiento 2018Document272 pagesLa Guia Isover Soluciones Aislamiento 2018juanfranNo ratings yet
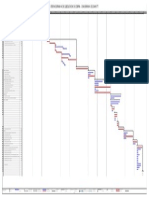
- Cromograma en GanntDocument1 pageCromograma en GanntrykygonzalesNo ratings yet
- Pruebas de HipotesisDocument53 pagesPruebas de HipotesisCarolina Bautista CamasiNo ratings yet
- Semiótica y Tecnología - La Interfaz Icónica y El Signo InteractivoDocument10 pagesSemiótica y Tecnología - La Interfaz Icónica y El Signo Interactivonelson_saavedra_18No ratings yet
- Cuestionario Analitica TerminadoDocument17 pagesCuestionario Analitica TerminadoCarlos Suppo100% (1)
- Informe 04 Semanas No 03 Supervisor Senati Final Al 27-11-16Document22 pagesInforme 04 Semanas No 03 Supervisor Senati Final Al 27-11-16Jimmy Silvestre Corpus AcostaNo ratings yet
- N.° RUC Apellidos Y Nombres/Denominación O Razón Social Domicilio Fiscal Teléfono Celular Correo ElectrónicoDocument1 pageN.° RUC Apellidos Y Nombres/Denominación O Razón Social Domicilio Fiscal Teléfono Celular Correo ElectrónicoCELINANo ratings yet
- Manual Mantenimiento Válvulas ReductorasDocument5 pagesManual Mantenimiento Válvulas ReductorasJorge Pacheco DNo ratings yet
- Tema 3 PDFDocument72 pagesTema 3 PDFSamuu2420100% (1)
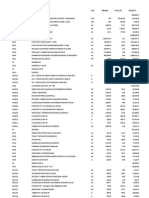
- Presupuesto de Una CarreteraDocument4 pagesPresupuesto de Una CarreteraRonald Aquino QuispeNo ratings yet
- Comandos Básicos y Ejemplos PDFDocument10 pagesComandos Básicos y Ejemplos PDFCAMILO RODRIGUEZNo ratings yet
- Bomba de Combustible e InyectoresDocument8 pagesBomba de Combustible e InyectoresLuisNo ratings yet
- Rúbrica para Evaluar Árbol de Problemas PDFDocument1 pageRúbrica para Evaluar Árbol de Problemas PDFYheyson Marco E ANo ratings yet
- Orozco (2016)Document37 pagesOrozco (2016)LorenaAcevedoNo ratings yet
- Registro Etapa III Alianza Con El Socio ComunitarioDocument2 pagesRegistro Etapa III Alianza Con El Socio Comunitarioclaudiaaguirrearaya15No ratings yet
- Historia de La Marimba en GuatemalaDocument2 pagesHistoria de La Marimba en GuatemalaJuan Zacarias Santizo Velasquez100% (1)
- El Kipu y La YupanaDocument11 pagesEl Kipu y La YupanaLila MendezNo ratings yet
- Especificaciones Tecnicas PavimentacionDocument17 pagesEspecificaciones Tecnicas PavimentacionASHLEY GALVEZ ALVAREZNo ratings yet
- 53120716programa de Capacitación Laboral - EncryptedDocument4 pages53120716programa de Capacitación Laboral - EncryptedcolegionacionalNo ratings yet
- Matrimonio Género y CulturaDocument18 pagesMatrimonio Género y CulturaCamila WeirNo ratings yet
- Etapas Del EventoDocument7 pagesEtapas Del Eventoangie melissaNo ratings yet
- DANFOSS. Transmisor de Presion MBS 1200. 063G1605Document5 pagesDANFOSS. Transmisor de Presion MBS 1200. 063G1605Cesar AlfredoNo ratings yet
- Semiotica de La Imagen Sesion 1Document28 pagesSemiotica de La Imagen Sesion 1Ricardo Huertas0% (1)
- Actividad 2 CASO: Sistema de Almacenamiento de ElementosDocument6 pagesActividad 2 CASO: Sistema de Almacenamiento de ElementosAngieAcostaPernettNo ratings yet
- TESIS MASTER Ec. Victor Mena 18-Sep-2014Document215 pagesTESIS MASTER Ec. Victor Mena 18-Sep-2014vicmen0No ratings yet
- Perfil EdificaciónDocument12 pagesPerfil EdificaciónVladimir Macheo TroncosoNo ratings yet