You might also like
- Product Data Sheet OK Autrod 12.64: G 'Gas-Shielded Metal-Arc Welding'Document2 pagesProduct Data Sheet OK Autrod 12.64: G 'Gas-Shielded Metal-Arc Welding'Cem DufourNo ratings yet
- Product Data Sheet OK Autrod 12.51: G 'Gas-Shielded Metal-Arc Welding'Document2 pagesProduct Data Sheet OK Autrod 12.51: G 'Gas-Shielded Metal-Arc Welding'Filipe CordeiroNo ratings yet
- Product Data Sheet for OK AristoRod 12.50Document2 pagesProduct Data Sheet for OK AristoRod 12.50João GuilhermeNo ratings yet
- Product Data Sheet Pipeweld 70S-6: G 'Gas-Shielded Metal-Arc Welding'Document2 pagesProduct Data Sheet Pipeweld 70S-6: G 'Gas-Shielded Metal-Arc Welding'RobertoNo ratings yet
- Product Data Sheet - OK Tigrod 13.09 PDFDocument2 pagesProduct Data Sheet - OK Tigrod 13.09 PDFarman pangestuNo ratings yet
- AUTROD 316LSiDocument2 pagesAUTROD 316LSijoao guilhermeNo ratings yet
- DATASHEET WELDING CONSUMABLE - ESAB OK Tubrod 15.15-Rev14Document2 pagesDATASHEET WELDING CONSUMABLE - ESAB OK Tubrod 15.15-Rev14Dries VandezandeNo ratings yet
- Product Data Sheet for OK AristoRod 89Document2 pagesProduct Data Sheet for OK AristoRod 89rusf123No ratings yet
- Product Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'Document3 pagesProduct Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'bagusrindi2801No ratings yet
- Product Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDocument3 pagesProduct Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLNo ratings yet
- Product Data Sheet OK 75.75: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDocument3 pagesProduct Data Sheet OK 75.75: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLNo ratings yet
- Filcord C: MIG/MAG Solid wires-TIG Rods C-MN and Low-Alloy SteelsDocument2 pagesFilcord C: MIG/MAG Solid wires-TIG Rods C-MN and Low-Alloy SteelsPavelNo ratings yet
- Purus 42 CFDocument2 pagesPurus 42 CFluisNo ratings yet
- Product Data Sheet OK 61.30: E 'Manual Metal-Arc Welding'Document2 pagesProduct Data Sheet OK 61.30: E 'Manual Metal-Arc Welding'Bayu RahmanNo ratings yet
- Product Data Sheet: S 'Submerged Arc Welding'Document1 pageProduct Data Sheet: S 'Submerged Arc Welding'adanmeneses1No ratings yet
- Product Data Sheet OK 74.78: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDocument2 pagesProduct Data Sheet OK 74.78: E 'Manual Metal-Arc Welding' ESAB Perstorp AB Swedentungau87No ratings yet
- Garde CorpsDocument2 pagesGarde Corpsattiori fabriceNo ratings yet
- Sandvik 254 SMO Datasheet for Seamless Tube and PipeDocument9 pagesSandvik 254 SMO Datasheet for Seamless Tube and PipeReadersmoNo ratings yet
- Boehler CN 13 4-MC - SWDocument1 pageBoehler CN 13 4-MC - SWSebastian AcostaNo ratings yet
- Tetra S 316L-G: Technical Data Sheet Cored Welding WireDocument1 pageTetra S 316L-G: Technical Data Sheet Cored Welding WirePeter TvardzíkNo ratings yet
- MIG/MAG WIRES (GMAW) - Purus 46Document1 pageMIG/MAG WIRES (GMAW) - Purus 46Yudhveer GrewalNo ratings yet
- EGW Welding Wire Guide for 490MPa SteelDocument2 pagesEGW Welding Wire Guide for 490MPa SteelpratishgnairNo ratings yet
- Datasheet Sandvik 2rk65 en v2019!06!19 14 - 54 Version 1Document13 pagesDatasheet Sandvik 2rk65 en v2019!06!19 14 - 54 Version 1mauferesNo ratings yet
- Duplex-Alloy-2205-Stress ValuesDocument5 pagesDuplex-Alloy-2205-Stress ValuesShiniNo ratings yet
- Product Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'Document2 pagesProduct Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'rajNo ratings yet
- Shield - Bright 2209 FCAW (!)Document2 pagesShield - Bright 2209 FCAW (!)rajNo ratings yet
- Ok 347 AutrodDocument2 pagesOk 347 Autrodjoao guilhermeNo ratings yet
- E 6013 Fincord M electrode-oerlikon-en-TN110429Document1 pageE 6013 Fincord M electrode-oerlikon-en-TN110429Khhg AgddsNo ratings yet
- Boehler CN 13 4-MC FDocument1 pageBoehler CN 13 4-MC FFilipe CordeiroNo ratings yet
- B - Boehler DMO-IG - Ss - en - 5 PDFDocument1 pageB - Boehler DMO-IG - Ss - en - 5 PDFDimitris NikouNo ratings yet
- Böhler Eas 2 PW-FDDocument1 pageBöhler Eas 2 PW-FDHAKANNo ratings yet
- Welding ProcessesDocument28 pagesWelding ProcessesAnaswarpsNo ratings yet
- Product Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'Document2 pagesProduct Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'wangshengfffNo ratings yet
- Avesta Tig 316-SiDocument1 pageAvesta Tig 316-SiMarco Andres Gonzalez SaavedraNo ratings yet
- UNION ER90S-B3 TIG rodDocument1 pageUNION ER90S-B3 TIG rodbrayanNo ratings yet
- Standards Approvals & Certificates: Rmrs Ce DNV-GL LR Classnk Tuv BV Abs Rina TL DBDocument2 pagesStandards Approvals & Certificates: Rmrs Ce DNV-GL LR Classnk Tuv BV Abs Rina TL DBKhaled GamalNo ratings yet
- 29102015000000B - Boehler DCMS-IG - SWDocument1 page29102015000000B - Boehler DCMS-IG - SWErdinc BayatNo ratings yet
- 29102015000000B - Boehler DCMS-IG - SWDocument1 page29102015000000B - Boehler DCMS-IG - SWErdinc BayatNo ratings yet
- Filcord D: MIG/MAG Solid wires-TIG Rods C-MN and Low-Alloy SteelsDocument2 pagesFilcord D: MIG/MAG Solid wires-TIG Rods C-MN and Low-Alloy SteelsPavelNo ratings yet
- Product Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'Document2 pagesProduct Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'abdulazeez88No ratings yet
- CERTIFICATE FOR SAW FLUXDocument1 pageCERTIFICATE FOR SAW FLUXans44155No ratings yet
- TUV Hakc CE CWB ABS Rina DB DNV-GL TL TSE: Gas Metal Arc (MAG) Welding Wire Non Alloyed SteelsDocument4 pagesTUV Hakc CE CWB ABS Rina DB DNV-GL TL TSE: Gas Metal Arc (MAG) Welding Wire Non Alloyed SteelsKhaled GamalNo ratings yet
- E16 8 2Document4 pagesE16 8 2Branko FerenčakNo ratings yet
- Shield-Bright 2209: Gas-Shielded Flux-Cored Wires (Fcaw) Stainless Steel WiresDocument1 pageShield-Bright 2209: Gas-Shielded Flux-Cored Wires (Fcaw) Stainless Steel WiresvallirajuNo ratings yet
- Special steels A320 L7 - L7M American standards ASTMDocument1 pageSpecial steels A320 L7 - L7M American standards ASTMNarimane BentyNo ratings yet
- Böhler CM 5-Ig: TIG Rod, High-Alloyed, Creep ResistantDocument1 pageBöhler CM 5-Ig: TIG Rod, High-Alloyed, Creep Resistantwesley59No ratings yet
- Böhler Q 71 RC (C1) : Flux-Cored Wire, Mild Steel, RutileDocument1 pageBöhler Q 71 RC (C1) : Flux-Cored Wire, Mild Steel, RutileRaviTeja BhamidiNo ratings yet
- Technical data sheet for rutile flux cored welding wireDocument1 pageTechnical data sheet for rutile flux cored welding wireawNo ratings yet
- B - Boehler NiMo 1-IG - de - en - 5Document1 pageB - Boehler NiMo 1-IG - de - en - 5cristian popescuNo ratings yet
- En 1011 2 Welding RecommendationsDocument2 pagesEn 1011 2 Welding RecommendationsRam TN100% (1)
- Union TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20Document2 pagesUnion TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20brunizzaNo ratings yet
- 6060 PropertiesDocument3 pages6060 Propertiesinterpon07No ratings yet
- item8-LNT NiCro60.20Document1 pageitem8-LNT NiCro60.20VVan TanNo ratings yet
- Sandvik 19.9.L Welding Wire DatasheetDocument3 pagesSandvik 19.9.L Welding Wire Datasheetpedro rojasNo ratings yet
- 31102015000000B - Boehler E 308 H PW-FD - CWDocument1 page31102015000000B - Boehler E 308 H PW-FD - CWKARLNo ratings yet
- EMK 6 - DatasheetDocument1 pageEMK 6 - Datasheetronaldb322No ratings yet
- Elerep® 310: ClassificationDocument2 pagesElerep® 310: ClassificationSerhii MishchenkoNo ratings yet
- Sandvik 2RE69 Stainless Steel DatasheetDocument9 pagesSandvik 2RE69 Stainless Steel DatasheetMuzammilNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Materials Data for Cyclic Loading: Low-Alloy SteelsFrom EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsRating: 5 out of 5 stars5/5 (2)
- Environmental Law Handbook ExampleDocument20 pagesEnvironmental Law Handbook ExampleThomson Reuters Australia100% (5)
- BS en 10108-2004Document14 pagesBS en 10108-2004Martijn GrootNo ratings yet
- Safety Data Sheet Permatreat® Pc-191T: Section: 1. Product and Company IdentificationDocument9 pagesSafety Data Sheet Permatreat® Pc-191T: Section: 1. Product and Company IdentificationMajd DraidiNo ratings yet
- Chapter 4: Input/Output Programming of 8051 CPUDocument7 pagesChapter 4: Input/Output Programming of 8051 CPUIsmailNo ratings yet
- Climate Change & Disaster Risk Management: Razon, Lovelyn Rivera, Meg Anne Sta. Ines, MaricrisDocument56 pagesClimate Change & Disaster Risk Management: Razon, Lovelyn Rivera, Meg Anne Sta. Ines, MaricrisMeg Anne Legaspi RiveraNo ratings yet
- Soal Big A Tukpd 2011-2012 RevisiDocument5 pagesSoal Big A Tukpd 2011-2012 RevisiTriana WatiNo ratings yet
- X Wing - Quick.referenceDocument6 pagesX Wing - Quick.referenceatilaT0RNo ratings yet
- r48 2000e3 Rectifier User ManualDocument26 pagesr48 2000e3 Rectifier User Manualjose luis rivera sotoNo ratings yet
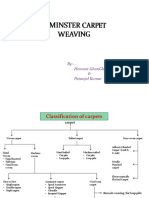
- Axminster CarpetDocument19 pagesAxminster Carpetrohit sinhaNo ratings yet
- Serospin Operating Manual 20100407Document19 pagesSerospin Operating Manual 20100407Verdana50% (2)
- Interaction of Radiation With Matter: Dhruba GuptaDocument36 pagesInteraction of Radiation With Matter: Dhruba GuptaHala SweetNo ratings yet
- LCA - Life Cycle AssessmentDocument14 pagesLCA - Life Cycle AssessmentBidisha Guha (Ms)No ratings yet
- SoalDocument2 pagesSoalmaria_diyah4312No ratings yet
- Casa Cook ArvindDocument65 pagesCasa Cook ArvindLEAN MauritiusNo ratings yet
- Error Codes (DTC) : 15 Electrical TroubleshootingDocument13 pagesError Codes (DTC) : 15 Electrical TroubleshootingPoyraz PoyrazNo ratings yet
- FMDocument12 pagesFMGajera HarshadNo ratings yet
- Effect of Usage of Sinter in BOF Steelmaking As A Replacement To Iron Ore As Coolant For Thermal BalanceDocument11 pagesEffect of Usage of Sinter in BOF Steelmaking As A Replacement To Iron Ore As Coolant For Thermal BalancesomnathNo ratings yet
- Balance of Payment (BoP) Definition, Importance and ComponentsDocument21 pagesBalance of Payment (BoP) Definition, Importance and ComponentsAnkita Sharma PandeyNo ratings yet
- CQ B TECHNIQUESDocument37 pagesCQ B TECHNIQUESeddie6355100% (3)
- Assignment 1 Systems Analysis - EME5601Document7 pagesAssignment 1 Systems Analysis - EME5601Travis GrantNo ratings yet
- Tivax STB-T12 Owners ManualDocument32 pagesTivax STB-T12 Owners ManualJesseNo ratings yet
- NPTEL Control Engineering Assignment 2 - SEO OptimizedDocument4 pagesNPTEL Control Engineering Assignment 2 - SEO OptimizedGanesh RadharamNo ratings yet
- Sports AcousticsDocument43 pagesSports Acousticssiddhant raoNo ratings yet
- Engagement & Akad PDFDocument3 pagesEngagement & Akad PDFedputriNo ratings yet
- CrankDocument9 pagesCrankKresna BayuNo ratings yet
- WK-3508F IPTV Gateway DatasheetDocument7 pagesWK-3508F IPTV Gateway DatasheetComunidad Tecnolibre.netNo ratings yet
- PV Elite ResultDocument18 pagesPV Elite ResultVeny MartianiNo ratings yet
- Qanooneislamorcu 00 JafaDocument646 pagesQanooneislamorcu 00 JafaawNo ratings yet
- TDS - RheoFIT 762Document2 pagesTDS - RheoFIT 762Alexi ALfred H. TagoNo ratings yet
- 2G - 4G Network Module - Data Sheet - EnglishDocument8 pages2G - 4G Network Module - Data Sheet - EnglishbbwroNo ratings yet