You might also like
- Universal Joints: Edition 2005 / 2006Document102 pagesUniversal Joints: Edition 2005 / 2006АндрейNo ratings yet
- Uni JointDocument102 pagesUni JointdanielhcdsNo ratings yet
- KNG12305161891 (NG1 MTNBLR) (FC2372 2600mimofy23) 20230517132212Document4 pagesKNG12305161891 (NG1 MTNBLR) (FC2372 2600mimofy23) 20230517132212globforexinternationalNo ratings yet
- 2GR 038Document3 pages2GR 038Edwin AnguloNo ratings yet
- Very Special Discount Kwd100/-Maintenance Monthly Cost After V. Sp. Discount KWD 1150Document2 pagesVery Special Discount Kwd100/-Maintenance Monthly Cost After V. Sp. Discount KWD 1150SHARIFUL ISLAMNo ratings yet
- KEI Industries Limited: Lengths Shall Be ApplicableDocument2 pagesKEI Industries Limited: Lengths Shall Be ApplicableAppzNo ratings yet
- N202102 0009jyc DJCCDocument3 pagesN202102 0009jyc DJCCDJCC DESIGN & BUILDNo ratings yet
- Five Star Engg WorksDocument7 pagesFive Star Engg WorksSudhanshu GuptaNo ratings yet
- Cruzetas para MaquinariaDocument102 pagesCruzetas para MaquinariaErick Peña Gonzalez100% (1)
- 2016CompositeList Web 35Document1 page2016CompositeList Web 35AnuranjanNo ratings yet
- SMDB M RF PDFDocument7 pagesSMDB M RF PDFFadi Mohd ShaherNo ratings yet
- TP 6719Document16 pagesTP 6719Willy Alexander RamirezNo ratings yet
- OP1 Manual (December 2006)Document20 pagesOP1 Manual (December 2006)Vali Popescu0% (1)
- Bfou1kv (3) Nek606 CablesDocument14 pagesBfou1kv (3) Nek606 Cables54045114No ratings yet
- Service Manual Incl. Parts KV-S3105C - KV-S3085Document274 pagesService Manual Incl. Parts KV-S3105C - KV-S3085smang1050% (2)
- UM 80-10 Cover at Rotary Joint eDocument5 pagesUM 80-10 Cover at Rotary Joint eremydejongrsrNo ratings yet
- Approval Drawing: Bearing Monitoring SystemDocument23 pagesApproval Drawing: Bearing Monitoring SystemolegNo ratings yet
- Pautas de Reutilización y RecuperacionDocument10 pagesPautas de Reutilización y RecuperacionfranNo ratings yet
- Manual de Servicio CambridgeDocument34 pagesManual de Servicio CambridgeschaiNo ratings yet
- 02 - Order Confirmation 4023015483Document2 pages02 - Order Confirmation 4023015483Aum4Eng HelpNo ratings yet
- Telephone: (02762) 242841 Website: "UGVCL Customer Care 24x7 Toll Free No. 1800 233 155 355"Document9 pagesTelephone: (02762) 242841 Website: "UGVCL Customer Care 24x7 Toll Free No. 1800 233 155 355"Hitendra malviyaNo ratings yet
- John Deere: CAT/26/2.0-EEDocument215 pagesJohn Deere: CAT/26/2.0-EEJohan SteytlerNo ratings yet
- Bill 071153222Document1 pageBill 071153222parantapkayalNo ratings yet
- Offer For Kiln Tyre Crack Repair - DroliaDocument5 pagesOffer For Kiln Tyre Crack Repair - DroliaNapoleon Das100% (1)
- Latest Date For Receipt of Comments: 11 January 2023: Form 36Document28 pagesLatest Date For Receipt of Comments: 11 January 2023: Form 36J MrNo ratings yet
- Latest Date For Receipt of Comments: 31 December 2022: Form 36Document11 pagesLatest Date For Receipt of Comments: 31 December 2022: Form 36J MrNo ratings yet
- 22 03439 Seb JM MHT TRM 0044Document1 page22 03439 Seb JM MHT TRM 0044chanjunkaiNo ratings yet
- Piston Cleaning Ring Sl2016-620Document2 pagesPiston Cleaning Ring Sl2016-620Parthiban Nagarajan100% (1)
- Gsme7 Ph-Ii RBS: Disc by NI-212879Document10 pagesGsme7 Ph-Ii RBS: Disc by NI-212879atifNo ratings yet
- 1-144793.01 - 2 ASP 80 Twin-A - OTL 100 - Trade-InDocument10 pages1-144793.01 - 2 ASP 80 Twin-A - OTL 100 - Trade-InVlada RadovanovićNo ratings yet
- EGA Cat - LR PDFDocument22 pagesEGA Cat - LR PDFKuljinder VirdiNo ratings yet
- HP LaserJet 4600 Service Manual UpdateDocument4 pagesHP LaserJet 4600 Service Manual Updaterferrero27No ratings yet
- KMWL1810050006 - (MW1 - TNML) - Site (Share20-05Area 49 M - 34555675 - 20181005044401995Document7 pagesKMWL1810050006 - (MW1 - TNML) - Site (Share20-05Area 49 M - 34555675 - 20181005044401995fazadoNo ratings yet
- Electric FormulaeDocument36 pagesElectric FormulaeSermark CabalquintoNo ratings yet
- Quotation: Dmi Diesel Offshore (S) Pte LTD Dmi SingaporeDocument3 pagesQuotation: Dmi Diesel Offshore (S) Pte LTD Dmi SingaporeŞenol MemişNo ratings yet
- QTN - Nuricon - 24052022Document3 pagesQTN - Nuricon - 24052022AbuAbdullah KhanNo ratings yet
- KMG Statement On Ohio State Fair IncidentDocument1 pageKMG Statement On Ohio State Fair IncidentWKYC.comNo ratings yet
- Cashsale 10226303Document1 pageCashsale 10226303Nabil NizamNo ratings yet
- M-FTE-00001 V01 19.oct.2009Document55 pagesM-FTE-00001 V01 19.oct.2009nicoloh2002No ratings yet
- DBL DBK en Eu200503 04maerz09Document6 pagesDBL DBK en Eu200503 04maerz09iyilmaz1No ratings yet
- Sub:Procurement Of11Kv, 3 Core, Pvcarmoured Power Cables. Ref.: (I) Adv. No. 03/2016-17, Tender Si No019Document22 pagesSub:Procurement Of11Kv, 3 Core, Pvcarmoured Power Cables. Ref.: (I) Adv. No. 03/2016-17, Tender Si No019okman17No ratings yet
- CTS, PTS, Current Transformer, Potential Transformers, SMC LT Distribution BoxDocument4 pagesCTS, PTS, Current Transformer, Potential Transformers, SMC LT Distribution BoxSharafatNo ratings yet
- 113 1933 5Document3 pages113 1933 5Diego Orlando Santos BuitragoNo ratings yet
- 33kV GIS SWGR OfferDocument2 pages33kV GIS SWGR Offersudeesh kumarNo ratings yet
- Front Lines: SpecificationsDocument2 pagesFront Lines: SpecificationsEshopmanual BaruNo ratings yet
- 19NBLX-S004 ServiceReport Crystal MozartDocument2 pages19NBLX-S004 ServiceReport Crystal MozartBabinszki LaszloNo ratings yet
- R G-2010206 Saint-Gobain Poland Patching Ventilatoren Wanne F430 FRDocument2 pagesR G-2010206 Saint-Gobain Poland Patching Ventilatoren Wanne F430 FRranishNo ratings yet
- CT, PT, IVT, Current Transformer, Potential Transformer, Distribution Boxes, LT Distribution BoxesDocument2 pagesCT, PT, IVT, Current Transformer, Potential Transformer, Distribution Boxes, LT Distribution BoxesSharafatNo ratings yet
- Datacard: Identification Number: WDB2032461F387820 1Document2 pagesDatacard: Identification Number: WDB2032461F387820 1801400No ratings yet
- 1skc802027c0201pdf (DB Sizes)Document14 pages1skc802027c0201pdf (DB Sizes)建廷No ratings yet
- 9619 Sony KDL-22BX300 KDL-32BX300 Chassis AZ1-FK Televisor LCD Manual de ServicioDocument32 pages9619 Sony KDL-22BX300 KDL-32BX300 Chassis AZ1-FK Televisor LCD Manual de ServicioFavgFavgNo ratings yet
- Manual de Servicio Sony KDL-32BX300 Chasis AZ1-FKDocument32 pagesManual de Servicio Sony KDL-32BX300 Chasis AZ1-FKLogicooltechNo ratings yet
- Automotive Diagnostic Systems: Understanding OBD-I & OBD-II RevisedFrom EverandAutomotive Diagnostic Systems: Understanding OBD-I & OBD-II RevisedRating: 4 out of 5 stars4/5 (3)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- Connector Industry: A Profile of the European Connector Industry - Market Prospects to 1999From EverandConnector Industry: A Profile of the European Connector Industry - Market Prospects to 1999No ratings yet
- How to Use and Upgrade to GM Gen III LS-Series Powertrain Control SystemsFrom EverandHow to Use and Upgrade to GM Gen III LS-Series Powertrain Control SystemsRating: 3.5 out of 5 stars3.5/5 (4)
- Millimeter-Wave Receiver Concepts for 77 GHz Automotive Radar in Silicon-Germanium TechnologyFrom EverandMillimeter-Wave Receiver Concepts for 77 GHz Automotive Radar in Silicon-Germanium TechnologyNo ratings yet
- Cleveland Metropolitan School District Teacher Negotiation InvoicesDocument1 pageCleveland Metropolitan School District Teacher Negotiation InvoicesCourtney NicoleNo ratings yet
- Case Western Reserve University LawsuitDocument34 pagesCase Western Reserve University LawsuitCourtney NicoleNo ratings yet
- Cleveland Metro SecurityDocument28 pagesCleveland Metro SecurityCourtney NicoleNo ratings yet
- Ohio Amusement Rides Lack Frequent InspectionsDocument108 pagesOhio Amusement Rides Lack Frequent InspectionsCourtney NicoleNo ratings yet
- Ohio Domestic Violence BillDocument79 pagesOhio Domestic Violence BillCourtney NicoleNo ratings yet
- Courts With A Pretrial Assessment ToolDocument2 pagesCourts With A Pretrial Assessment ToolCourtney NicoleNo ratings yet
- Ohio Taxpayers Ripped Off by Public Officials Racking Up Huge Credit Card BillsDocument36 pagesOhio Taxpayers Ripped Off by Public Officials Racking Up Huge Credit Card BillsCourtney NicoleNo ratings yet
- Medina Township Fire Dept LawsuitDocument43 pagesMedina Township Fire Dept LawsuitCourtney NicoleNo ratings yet
- 25 Most Traveled Structurally Deficient Bridges in OhioDocument1 page25 Most Traveled Structurally Deficient Bridges in OhioCourtney NicoleNo ratings yet
- Cleveland and Suburbs Lead Service Line BreakdownDocument7 pagesCleveland and Suburbs Lead Service Line BreakdownCourtney NicoleNo ratings yet
- Steve Stephens Arrest WarrantDocument2 pagesSteve Stephens Arrest WarrantCourtney NicoleNo ratings yet
- Steve Stephens Bankruptcy FilingsDocument3 pagesSteve Stephens Bankruptcy FilingsCourtney NicoleNo ratings yet
- Cleveland Pavement Management Survey 2015 MapsDocument23 pagesCleveland Pavement Management Survey 2015 MapsCourtney NicoleNo ratings yet
- Factors Affecting Billing AccuracyDocument4 pagesFactors Affecting Billing AccuracyCourtney NicoleNo ratings yet
- Second Semiannual ReportDocument68 pagesSecond Semiannual ReportCourtney NicoleNo ratings yet
- Cleveland City Council Introduces Legislation To Help Stop ATM Smash-And-GrabsDocument1 pageCleveland City Council Introduces Legislation To Help Stop ATM Smash-And-GrabsCourtney NicoleNo ratings yet
- 2017-01-18 Chandra Letter To FAA Officials and Abernathy at OSHA With Exhibits AttachedDocument52 pages2017-01-18 Chandra Letter To FAA Officials and Abernathy at OSHA With Exhibits AttachedCourtney NicoleNo ratings yet
- Public Utilities Commission of Ohio Shuts Down Ohio Rural Natural Gas Co-Op After InvestigationDocument2 pagesPublic Utilities Commission of Ohio Shuts Down Ohio Rural Natural Gas Co-Op After InvestigationCourtney NicoleNo ratings yet
- Ordinance Providing Regulations For Leaving Animals Unattended in Vehicles in BrunswickDocument2 pagesOrdinance Providing Regulations For Leaving Animals Unattended in Vehicles in BrunswickCourtney NicoleNo ratings yet
- Douglas Shine Sentencing OpinionDocument36 pagesDouglas Shine Sentencing OpinionCourtney Nicole100% (1)
- 3M LetterDocument2 pages3M LetterCourtney NicoleNo ratings yet
- Overincome Families in OhioDocument12 pagesOverincome Families in OhioCourtney NicoleNo ratings yet
- Overincome Families in OhioDocument12 pagesOverincome Families in OhioCourtney NicoleNo ratings yet
- Council For Economic Opportunities Response 1 PDFDocument1 pageCouncil For Economic Opportunities Response 1 PDFCourtney NicoleNo ratings yet
- State Response To HEAP ProblemsDocument1 pageState Response To HEAP ProblemsCourtney NicoleNo ratings yet
- Council For Economic Opportunities Response 2 PDFDocument1 pageCouncil For Economic Opportunities Response 2 PDFCourtney NicoleNo ratings yet
- Council For Economic Opportunities Response 1 PDFDocument1 pageCouncil For Economic Opportunities Response 1 PDFCourtney NicoleNo ratings yet
- Council For Economic Opportunities Response 2Document1 pageCouncil For Economic Opportunities Response 2Courtney NicoleNo ratings yet
- Council For Economic Opportunities Response 2 PDFDocument1 pageCouncil For Economic Opportunities Response 2 PDFCourtney NicoleNo ratings yet
- TALRUT LeafletDocument2 pagesTALRUT LeafletCarlos DuenasNo ratings yet
- Aluminium CourseworkDocument8 pagesAluminium Courseworkqclvqgajd100% (2)
- Miyachi Welder Thermocouple Welder Technical ManualDocument28 pagesMiyachi Welder Thermocouple Welder Technical ManualBSC-566731No ratings yet
- Welding BasicsDocument56 pagesWelding BasicsWONG TSNo ratings yet
- Hotwork Equipment ChecklistDocument9 pagesHotwork Equipment ChecklistWilliam SadangNo ratings yet
- Weld Defect Formation in Rail Thermite Welds PDFDocument12 pagesWeld Defect Formation in Rail Thermite Welds PDFbhuNo ratings yet
- Design and Construction of An Electric Arc WeldingDocument7 pagesDesign and Construction of An Electric Arc Weldingmichael gorgeNo ratings yet
- US Chap04Document63 pagesUS Chap04Victor MontesdeocaNo ratings yet
- CS20 Instruction Manual: Inverted Vertical Turning CellDocument83 pagesCS20 Instruction Manual: Inverted Vertical Turning CellHenryNo ratings yet
- Din 17174Document7 pagesDin 17174djmattmNo ratings yet
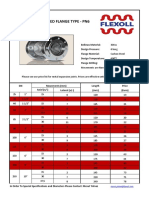
- Flexoll Price ListDocument10 pagesFlexoll Price ListRibhi HamdanNo ratings yet
- D65EX-15 BD-814 Shop ManualDocument922 pagesD65EX-15 BD-814 Shop Manualsamuel benavides100% (3)
- The Evolution of Shielding GasDocument3 pagesThe Evolution of Shielding GasSharad ShahNo ratings yet
- FCAW - Flux Coredpowder Cored WiredDocument40 pagesFCAW - Flux Coredpowder Cored WiredGabor VatoNo ratings yet
- STR PART A FinalDocument9 pagesSTR PART A Finalrajit kumarNo ratings yet
- WPS-46 - Gtaw & Smaw Tig + SmawDocument8 pagesWPS-46 - Gtaw & Smaw Tig + SmawAvinash ShrivastavaNo ratings yet
- Mathcad - Fatigue Failure Example - 3 PDFDocument39 pagesMathcad - Fatigue Failure Example - 3 PDFnonton gaconNo ratings yet
- Scope of Work-Fabrication of Pressure VesselsDocument3 pagesScope of Work-Fabrication of Pressure VesselsAsad Khan100% (2)
- CSWIP 3.2 Course NotesDocument258 pagesCSWIP 3.2 Course NotesĐặng Sơn100% (1)
- Metallurgical and Materials Engineering: B. Tech. DEGREEDocument39 pagesMetallurgical and Materials Engineering: B. Tech. DEGREESsheshan PugazhendhiNo ratings yet
- Foldable Elcetric BicycleDocument10 pagesFoldable Elcetric BicycleAkash KsNo ratings yet
- Division 07 Thermal & Moisture FinalDocument223 pagesDivision 07 Thermal & Moisture FinalmasahinNo ratings yet
- En 29692Document17 pagesEn 29692bradu09100% (1)
- Dual Phase SteelsDocument26 pagesDual Phase SteelsharieduidNo ratings yet
- Modernizacion Refineria de Talara Petroperu, S.A.Document13 pagesModernizacion Refineria de Talara Petroperu, S.A.HaroldCallanBacaNo ratings yet
- Welded Connection - 2Document11 pagesWelded Connection - 2Ravi RawatNo ratings yet
- GL Vi-9-2 e PDFDocument20 pagesGL Vi-9-2 e PDFValli RajuNo ratings yet
- GEA Shell and Tube Heat Exchangers For The Oil and Gas IndustryDocument10 pagesGEA Shell and Tube Heat Exchangers For The Oil and Gas IndustryMauricio Huerta JaraNo ratings yet
- Is 1570Document164 pagesIs 1570Sumit Shyamal63% (8)
- Epe ExaminationDocument20 pagesEpe ExaminationZohaib Alam WarraichNo ratings yet