You might also like
- Food Processing Equipment Design and Cleanability: FLAIR-FLOW Technical Manual 377A/00Document35 pagesFood Processing Equipment Design and Cleanability: FLAIR-FLOW Technical Manual 377A/00Bhavesh100% (1)
- Food Processing HandbookFrom EverandFood Processing HandbookJames G. BrennanRating: 4 out of 5 stars4/5 (2)
- Overview EHEDG Guidelines by Topics 2018 04Document3 pagesOverview EHEDG Guidelines by Topics 2018 04cahyaniNo ratings yet
- Dairy Accepted Equipment List PDFDocument181 pagesDairy Accepted Equipment List PDFAjish PhilipNo ratings yet
- How To Optimize Clear in Place CIP ProcessesDocument11 pagesHow To Optimize Clear in Place CIP Processesteniahim100% (1)
- 0845 - Housseme Haouet - CIP, Design Criteria PDFDocument112 pages0845 - Housseme Haouet - CIP, Design Criteria PDFFrancisco Javier RojasNo ratings yet
- EHEDG guidelines for hygienic design of open food processing equipmentDocument6 pagesEHEDG guidelines for hygienic design of open food processing equipmentmayeNo ratings yet
- Food Design 1Document4 pagesFood Design 1neilradcliffeNo ratings yet
- Compression Molding and Injection MoldDocument23 pagesCompression Molding and Injection MoldKodhansNo ratings yet
- Plant ManagerDocument3 pagesPlant Managerapi-78774140No ratings yet
- Focus On CIP - WhyDocument12 pagesFocus On CIP - WhyMai HaiNo ratings yet
- Divoflow 185 enDocument2 pagesDivoflow 185 enHau SinâuđaNo ratings yet
- Catalogo Secadores Spray - GEA (Niro)Document9 pagesCatalogo Secadores Spray - GEA (Niro)San ApolonioNo ratings yet
- Hygienically Designed Equipment ENDocument7 pagesHygienically Designed Equipment ENjimmiilongNo ratings yet
- Cilinary Set UpDocument32 pagesCilinary Set UpOla Kareem100% (1)
- Injection Molding ProcessDocument12 pagesInjection Molding ProcessImane El BouchehatiNo ratings yet
- Taye Teachingh PractiseDocument9 pagesTaye Teachingh Practisetsegaye atnafuNo ratings yet
- Troubleshooting Milk Flavor Problems - Dairy Cattle Nutrition - Penn State ExtensionDocument7 pagesTroubleshooting Milk Flavor Problems - Dairy Cattle Nutrition - Penn State ExtensionCostaEdvaldoNo ratings yet
- 12 ElgaardDocument45 pages12 ElgaardLutvo CirakNo ratings yet
- Blowmolding 120209032429 Phpapp01Document16 pagesBlowmolding 120209032429 Phpapp01luan_baNo ratings yet
- Line Lubricant TestingDocument5 pagesLine Lubricant TestingPiyalarp LudeelerdNo ratings yet
- Fdocuments - in Apv Dairy Technology 01 2003Document127 pagesFdocuments - in Apv Dairy Technology 01 2003Elif UsluNo ratings yet
- Pet Stores in The US Industry ReportDocument32 pagesPet Stores in The US Industry ReportJonathan TamNo ratings yet
- Rotary ValvesDocument6 pagesRotary ValvesGelorawan AditNo ratings yet
- Designing A Lactose Crystallization Process Based On Dynamic Metastable LimitDocument13 pagesDesigning A Lactose Crystallization Process Based On Dynamic Metastable LimitGian VillafverteNo ratings yet
- 3-A Sanitary Standards For Silo-Type Storage Tanks For Milk and Milk Products, Number 22-08Document15 pages3-A Sanitary Standards For Silo-Type Storage Tanks For Milk and Milk Products, Number 22-08CHRISTIAN ZAVALANo ratings yet
- Sugar Cane JuiceDocument5 pagesSugar Cane Juices.sabapathyNo ratings yet
- Mondelēz Dairy CIP Pest ExpectationsDocument92 pagesMondelēz Dairy CIP Pest Expectationskunal shahNo ratings yet
- 3-A Sanitary Standards For Uninsulated Tanks For Milk and Milk Products, Number 32-03Document10 pages3-A Sanitary Standards For Uninsulated Tanks For Milk and Milk Products, Number 32-03CHRISTIAN ZAVALANo ratings yet
- Oatly Environmental Metric SystemDocument46 pagesOatly Environmental Metric Systemmehvesdila.durmazNo ratings yet
- Stainless Steel in The Food Industry PDFDocument26 pagesStainless Steel in The Food Industry PDFAnonymous jW9BkgbQmENo ratings yet
- Dynafluid (Ficha SXS)Document4 pagesDynafluid (Ficha SXS)Nz CaNo ratings yet
- Guidelines For The Hygienic Design, Construction and Layout of FoodProcessingFactoriesDocument122 pagesGuidelines For The Hygienic Design, Construction and Layout of FoodProcessingFactoriesFlorentina DragneNo ratings yet
- Diversey PassivationofStainlessSteelDocument4 pagesDiversey PassivationofStainlessSteelSo MayeNo ratings yet
- Particles Fibres Pulp WhitepaperDocument11 pagesParticles Fibres Pulp WhitepaperGorack ShirsathNo ratings yet
- Cleaning in Place Cip Systems in Dairy Plant Review PDFDocument4 pagesCleaning in Place Cip Systems in Dairy Plant Review PDFAyush ChopraNo ratings yet
- Hygienic DesignDocument18 pagesHygienic DesignSarah Perez100% (1)
- Dairy Processing CleaningDocument21 pagesDairy Processing Cleaningcortizone31No ratings yet
- Managing Critical Control Points in Food ProcessingDocument5 pagesManaging Critical Control Points in Food ProcessingĐivềphía Mặt TrờiNo ratings yet
- Clean in Place Guide LinesDocument8 pagesClean in Place Guide LinesArunachalam NarayananNo ratings yet
- Whitepaper - The Hygienic Design of Food Industry BrushwareDocument14 pagesWhitepaper - The Hygienic Design of Food Industry Brushwareiis98678100% (1)
- AerosolsDocument29 pagesAerosolsShyam BihadeNo ratings yet
- 1 Artigo Heat and Mass Transfer in Industrial Biscuit Baking Oven and Effect ofDocument12 pages1 Artigo Heat and Mass Transfer in Industrial Biscuit Baking Oven and Effect ofMarianne Soares100% (1)
- 8 Bakey TechnologyDocument103 pages8 Bakey TechnologyPawan CoomarNo ratings yet
- RB Biscuit Co Funding RequestDocument40 pagesRB Biscuit Co Funding RequestJerome Naves TayawaNo ratings yet
- Niro Sanitary Code For Components DesignDocument10 pagesNiro Sanitary Code For Components DesignJignesh PandyaNo ratings yet
- Automation in Biogas Plant For Enhancement JournalDocument6 pagesAutomation in Biogas Plant For Enhancement JournalFood Cat100% (1)
- Ecolab - Water Management System Verification at Lakhani Enterprises PDFDocument3 pagesEcolab - Water Management System Verification at Lakhani Enterprises PDFIbad Bin RashidNo ratings yet
- Batch Processing & Scheduling EDITED 19-3-2019Document47 pagesBatch Processing & Scheduling EDITED 19-3-2019Engr Muhammad IrfanNo ratings yet
- TA General1Document78 pagesTA General1Xuân Hòa NguyễnNo ratings yet
- 3-A Sanitary Standard For Homogenizers and Reciprocating Pumps, Number 04-05Document26 pages3-A Sanitary Standard For Homogenizers and Reciprocating Pumps, Number 04-05CHRISTIAN ZAVALANo ratings yet
- Packaging Technology Color Testing of Preforms Test Method Rev 022007Document9 pagesPackaging Technology Color Testing of Preforms Test Method Rev 022007chemikas8389No ratings yet
- Principles and Practice of Cleaning in PlaceDocument41 pagesPrinciples and Practice of Cleaning in Placespidermk007100% (3)
- The Listeria Control Program RecommendationsDocument26 pagesThe Listeria Control Program Recommendationsnathbpm100% (1)
- Zabala - 02 Laboratory Exercise 1 PastryDocument6 pagesZabala - 02 Laboratory Exercise 1 PastryKylle Justin ZabalaNo ratings yet
- Freeze Drying / Lyophilization: Professor A B M FaroqueDocument19 pagesFreeze Drying / Lyophilization: Professor A B M FaroqueSudipta MandolNo ratings yet
- Containment GuardDocument36 pagesContainment GuardSatish HiremathNo ratings yet
- General Hygienic Design Criteria For The Safe Processing of Dry Particulate MaterialsDocument28 pagesGeneral Hygienic Design Criteria For The Safe Processing of Dry Particulate MaterialsKevin Cornejo100% (1)
- The Bullwhip Effect in HPs Supply ChainDocument9 pagesThe Bullwhip Effect in HPs Supply Chainsoulhudson100% (1)
- 10 AxiomsDocument6 pages10 AxiomsJann KerkyNo ratings yet
- Guidelines of Martial LawDocument16 pagesGuidelines of Martial LawJann KerkyNo ratings yet
- Define premium peanuts with SFPC instructionsDocument2 pagesDefine premium peanuts with SFPC instructionsJann KerkyNo ratings yet
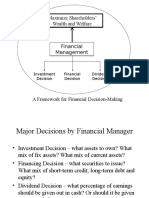
- Maximize Shareholders' Wealth and Welfare: Investment Decision Financial Decision Dividend DecisionDocument6 pagesMaximize Shareholders' Wealth and Welfare: Investment Decision Financial Decision Dividend DecisionJann KerkyNo ratings yet
- Cash BudgetDocument3 pagesCash BudgetJann Kerky0% (1)
- Precision Delivery Inc. Case StudyDocument2 pagesPrecision Delivery Inc. Case StudyJann Kerky0% (1)
- KFC Philippines Shaw Branch delivery service process case studyDocument2 pagesKFC Philippines Shaw Branch delivery service process case studyJann KerkyNo ratings yet
- Analysis of Financial StatementsDocument20 pagesAnalysis of Financial StatementsJann KerkyNo ratings yet
- Analyze Capital Structure Using EBIT-EPS AnalysisDocument3 pagesAnalyze Capital Structure Using EBIT-EPS AnalysisJann KerkyNo ratings yet
- Chapter 2: Atomic Structure & Interatomic Bonding: Issues To Address..Document36 pagesChapter 2: Atomic Structure & Interatomic Bonding: Issues To Address..putriyusairah_91No ratings yet
- Unsecured Short-Term Financing OptionsDocument5 pagesUnsecured Short-Term Financing OptionsJann KerkyNo ratings yet
- Horizontal and Vertical Analysis DetailsDocument9 pagesHorizontal and Vertical Analysis DetailsJann KerkyNo ratings yet
- Chapter 2: Atomic Structure & Interatomic Bonding: Issues To Address..Document36 pagesChapter 2: Atomic Structure & Interatomic Bonding: Issues To Address..putriyusairah_91No ratings yet
- The GoalDocument3 pagesThe GoalJann KerkyNo ratings yet
- The Tragic MythDocument4 pagesThe Tragic MythJann KerkyNo ratings yet
- Analysis of Financial Statements: Answers To End-Of-Chapter QuestionsDocument15 pagesAnalysis of Financial Statements: Answers To End-Of-Chapter QuestionsAditya R HimawanNo ratings yet
- Problems and SolutionsDocument31 pagesProblems and SolutionsJann KerkyNo ratings yet
- Telfer - Food As ArtDocument10 pagesTelfer - Food As ArtJann Kerky100% (1)
- Energy TransformationDocument6 pagesEnergy TransformationJann KerkyNo ratings yet
- Sample FinalDocument9 pagesSample FinalJann KerkyNo ratings yet
- All-New Accord Luxury SedanDocument25 pagesAll-New Accord Luxury SedanJann KerkyNo ratings yet
- Offshore vs. Onshore Oil & Gas Production ProjectsDocument37 pagesOffshore vs. Onshore Oil & Gas Production Projectssara25dec689288100% (3)
- Vision 2020 WebsiteDocument23 pagesVision 2020 Websiteajay_vasai100% (1)
- Application of QUAL2K For Water Quality Modeling of River Ghataprabha (India)Document6 pagesApplication of QUAL2K For Water Quality Modeling of River Ghataprabha (India)EnvironmentaldavidNo ratings yet
- Catalog Vane AVK PDFDocument52 pagesCatalog Vane AVK PDFdutucojNo ratings yet
- 002 NAPS UFSAR Chapter 2Document520 pages002 NAPS UFSAR Chapter 2Russell ShacklefordNo ratings yet
- Unit - 4 MCQ'sDocument8 pagesUnit - 4 MCQ'srishavr2001No ratings yet
- MSDS ManhattanDocument3 pagesMSDS ManhattanMj AndresNo ratings yet
- Mega Cities of The WorldDocument25 pagesMega Cities of The WorldArun Teja ChamallaNo ratings yet
- PPTDocument10 pagesPPTNeha SinghNo ratings yet
- Inorganic Compounds Refrigerants Group 4Document4 pagesInorganic Compounds Refrigerants Group 4HANS PAULO LAYSONNo ratings yet
- Stonewall 0.43% Plus Fertilizer: CautionDocument4 pagesStonewall 0.43% Plus Fertilizer: CautiondthibodeNo ratings yet
- National Oilwell: Installation, Operation and Maintenance Instructions For Baylor Eddy Current Brake, Model 7838Document51 pagesNational Oilwell: Installation, Operation and Maintenance Instructions For Baylor Eddy Current Brake, Model 7838sorangel_123100% (1)
- Sustainable Development Goals and Our Sustainability CommitmentsDocument1 pageSustainable Development Goals and Our Sustainability CommitmentsPranesh RamalingamNo ratings yet
- Determine Center of Pressure ExperimentallyDocument5 pagesDetermine Center of Pressure ExperimentallyAbo AusNo ratings yet
- 2017 Irrigation-Program 0 PDFDocument367 pages2017 Irrigation-Program 0 PDFMc Tyler Reyes YuntingNo ratings yet
- UntitledDocument41 pagesUntitledHoussam RachidNo ratings yet
- D5002 Density and Relative Density of Crude Oils by Digital Density AnalyzerDocument5 pagesD5002 Density and Relative Density of Crude Oils by Digital Density AnalyzerSergey GrigoryevNo ratings yet
- Spa Quick Start Guide Balboa VS/GS100 System For VL 200 Topside ControlDocument2 pagesSpa Quick Start Guide Balboa VS/GS100 System For VL 200 Topside Control薛泽绵No ratings yet
- Key Notes: Chapter-10 Human SettlementsDocument4 pagesKey Notes: Chapter-10 Human SettlementsAaqib JavaidNo ratings yet
- CE 374 K - Hydrology CE 374 K Hydrology: Hydrologic DesignDocument19 pagesCE 374 K - Hydrology CE 374 K Hydrology: Hydrologic DesignEdwar ForeroNo ratings yet
- 01 Water QualityDocument25 pages01 Water QualityDr. Akepati Sivarami Reddy100% (3)
- Properties and Tests of Asphalt MaterialsDocument7 pagesProperties and Tests of Asphalt Materialstrjirew3No ratings yet
- D4547 1208627-1Document15 pagesD4547 1208627-1Jailson SilvaNo ratings yet
- Guía de Mantenimiento Motor ContinentalDocument81 pagesGuía de Mantenimiento Motor ContinentalJean MunozNo ratings yet
- Experiment 1 - Moisture Content & AwDocument3 pagesExperiment 1 - Moisture Content & AwAmirah Syakira40% (5)
- Development of Beeswax As Hydrophobic Solution For Paper, Leather and WoodDocument62 pagesDevelopment of Beeswax As Hydrophobic Solution For Paper, Leather and WoodDave CoNo ratings yet
- Buceo Cozumel QueDocument1 pageBuceo Cozumel QuebegorinNo ratings yet
- HahayysDocument30 pagesHahayys2BGrp3Plaza, Anna MaeNo ratings yet
- PDFDocument93 pagesPDFbriznath_yadavNo ratings yet
- Agenda No. 49th EAC dated 27.01.2022 Malt Spirit Distillery ProposalDocument51 pagesAgenda No. 49th EAC dated 27.01.2022 Malt Spirit Distillery ProposalColin TowlerNo ratings yet