You might also like
- Lista de Exercício - End - Introdução e VisualDocument2 pagesLista de Exercício - End - Introdução e VisualMarcusNo ratings yet
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasFrom EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo ratings yet
- APOSTILA DE INSPEÇÃO DE SOLDAGEMDocument168 pagesAPOSTILA DE INSPEÇÃO DE SOLDAGEMPapaleguas gamesNo ratings yet
- Nitretação de broca AISI M2Document11 pagesNitretação de broca AISI M2LUIS CARLOS SILVANo ratings yet
- Processos de soldagem de alta densidade de potênciaDocument78 pagesProcessos de soldagem de alta densidade de potênciaRogerio AraujoNo ratings yet
- Metalografia QuantitativaDocument37 pagesMetalografia QuantitativaJaime Alfonso Gonzalez VivasNo ratings yet
- Descontinuidade No Processo de FabricaçãoDocument13 pagesDescontinuidade No Processo de FabricaçãoAnonymous EdOLMa3DZNo ratings yet
- Materiais Metálicos Slides ProntoDocument36 pagesMateriais Metálicos Slides ProntoAyesca Santos de Sousa100% (1)
- Prova final de português do 2.o cicloDocument16 pagesProva final de português do 2.o cicloAnaPaula OsórioNo ratings yet
- Introdução Ao Laboratório de FísicaDocument17 pagesIntrodução Ao Laboratório de FísicaMüller Franca RochaNo ratings yet
- 13 Dureza VickersDocument7 pages13 Dureza VickersPriscila PereiraNo ratings yet
- Soldagem Eletroescória: Processo e AplicaçõesDocument7 pagesSoldagem Eletroescória: Processo e AplicaçõesGustavo CastroNo ratings yet
- Capítulo 3 Aula 1: Tensão e Deformação de Corpos Solicitados TangencialmenteDocument35 pagesCapítulo 3 Aula 1: Tensão e Deformação de Corpos Solicitados TangencialmenteGiovani MoreiraNo ratings yet
- Exercícios Sobre Ensaio de TraçãoDocument2 pagesExercícios Sobre Ensaio de TraçãoWeberson CorreaNo ratings yet
- 02 Imperfeições em SólidosDocument20 pages02 Imperfeições em SólidosLucas Fernando Muniz CornachioneNo ratings yet
- Apostila Do Laboratorio de Propriedades Mec 160315 5Document147 pagesApostila Do Laboratorio de Propriedades Mec 160315 5leandropessiNo ratings yet
- Questões FBTS Parte I - 120 QuestõesDocument191 pagesQuestões FBTS Parte I - 120 Questõescarlos henrique ferreira de saNo ratings yet
- Metais de BaseDocument15 pagesMetais de BaseAnderson Mathias da SilvaNo ratings yet
- Manufatura Mecânica SoldagemDocument22 pagesManufatura Mecânica SoldagemRonaldo MarcolinoNo ratings yet
- Tabela de pré-aquecimento de aços segundo carbono equivalenteDocument4 pagesTabela de pré-aquecimento de aços segundo carbono equivalentetss13723No ratings yet
- Simulado MarceloPachecoDocument15 pagesSimulado MarceloPachecoRodrigo CarvalhoNo ratings yet
- Ensaios Mecânicos Lista de Exercícios BrinellDocument1 pageEnsaios Mecânicos Lista de Exercícios BrinellMikhail Tibes SoaresNo ratings yet
- Soldagem Aços InoxidáveisDocument53 pagesSoldagem Aços InoxidáveisBruno CamposNo ratings yet
- Identificação de Metais e LigasDocument24 pagesIdentificação de Metais e LigasNilsonNo ratings yet
- Ensaio metalográfico de açoDocument22 pagesEnsaio metalográfico de açoerikwillianNo ratings yet
- 02 Terminologia Final2Document18 pages02 Terminologia Final2Gustavo DaviNo ratings yet
- Ensaios SoldagemDocument22 pagesEnsaios SoldagemMarco SilvaNo ratings yet
- METAIS Classificação e PropriedadesDocument9 pagesMETAIS Classificação e PropriedadesWagner FielNo ratings yet
- Estrutura de formação de normas técnicas DIN, JIS, BS, UNS, AFNOR e MILDocument28 pagesEstrutura de formação de normas técnicas DIN, JIS, BS, UNS, AFNOR e MILÂnderson Silva BrasilNo ratings yet
- Ensaio de DurezaDocument50 pagesEnsaio de DurezaSilvana Rocha CiriacoNo ratings yet
- Soldagem FundamentosDocument25 pagesSoldagem FundamentosDjalma Filho100% (1)
- Têmpera e EsferoidizaçãoDocument22 pagesTêmpera e EsferoidizaçãoNeto CateringerNo ratings yet
- Aços Duplex e Triplex: propriedades e aplicaçõesDocument23 pagesAços Duplex e Triplex: propriedades e aplicaçõesFranciele BoengNo ratings yet
- Introdução À Metalurgia Da Soldagem PDFDocument35 pagesIntrodução À Metalurgia Da Soldagem PDFAshley DeanNo ratings yet
- EXERCICIO MetrologiaDocument3 pagesEXERCICIO MetrologiaCristhiano Paraguai100% (1)
- Corrosão: Abordagem GeralDocument13 pagesCorrosão: Abordagem GeralNatalia NattystoreNo ratings yet
- Corrosão - Taxa de CorrosãoDocument3 pagesCorrosão - Taxa de CorrosãoAlfredo Sahade VespaNo ratings yet
- Solda descontinuidades identificarDocument3 pagesSolda descontinuidades identificarBruno BritoNo ratings yet
- Equipamentos essenciais para inspeção de dutos terrestresDocument14 pagesEquipamentos essenciais para inspeção de dutos terrestresRomário Aliston100% (1)
- Ensaios Mecânicos - DurezaDocument38 pagesEnsaios Mecânicos - DurezaJacks SilvaNo ratings yet
- Influência dos parâmetros de soldagem na composição química do metal de adiçãoDocument11 pagesInfluência dos parâmetros de soldagem na composição química do metal de adiçãoEdmilson SantosNo ratings yet
- Aula - 9 - Soldagem A Arco ElétricoDocument35 pagesAula - 9 - Soldagem A Arco ElétricoRebeca De Sá AbrantesNo ratings yet
- Fundição em areia verde - Introdução à tecnologia de fundiçãoDocument39 pagesFundição em areia verde - Introdução à tecnologia de fundiçãod7601464No ratings yet
- Tese - ExtrusãoDocument130 pagesTese - ExtrusãoLuan CaetanoNo ratings yet
- Instrumentos de MedidasDocument2 pagesInstrumentos de MedidasJean Da Rocha DuarteNo ratings yet
- Material Sobre Qualificação de A335P11Document58 pagesMaterial Sobre Qualificação de A335P11dizao100% (1)
- Micro Prova InspetorDocument14 pagesMicro Prova InspetorCelso BritoNo ratings yet
- Questionário sobre soldagemDocument15 pagesQuestionário sobre soldagemPABLO EDUARDO HERMOGENES DE OLIVEIRANo ratings yet
- Ciclo de MohrDocument12 pagesCiclo de MohrWilton BatistaNo ratings yet
- Tubulação de AçoDocument63 pagesTubulação de Açolilicanobrea100% (2)
- Processo Mig - Mag - Parâmetros de Soldagem - Infosolda Portal Brasileiro Da SoldagemDocument7 pagesProcesso Mig - Mag - Parâmetros de Soldagem - Infosolda Portal Brasileiro Da SoldagemCleber da SilvaNo ratings yet
- NBR 7243 - Pecas Fundidas de Aco Manganes Austeniticos PDFDocument3 pagesNBR 7243 - Pecas Fundidas de Aco Manganes Austeniticos PDFDenis Yasmin AlineNo ratings yet
- Critério de Falha de Von Mises PDFDocument4 pagesCritério de Falha de Von Mises PDFheitor29No ratings yet
- Introdução à soldagem do alumínio e suas propriedadesDocument141 pagesIntrodução à soldagem do alumínio e suas propriedadesMauro OnishiNo ratings yet
- Aspectos de Metalurgia Da Soldagem Do Alumínio e Suas LigasDocument48 pagesAspectos de Metalurgia Da Soldagem Do Alumínio e Suas LigasSérgio Barra100% (6)
- Exame Cwi Com Resposta (103 Perguntas)Document26 pagesExame Cwi Com Resposta (103 Perguntas)ScribdTranslations100% (1)
- Medição de ângulos com régua e mesa de senoDocument40 pagesMedição de ângulos com régua e mesa de senoFernando BragaNo ratings yet
- Normas ASTM Metais BaseDocument79 pagesNormas ASTM Metais BaseCarlos Eugenio Fortes Teixeira100% (1)
- MA 70 Rolo isolamento térmicoDocument2 pagesMA 70 Rolo isolamento térmicoTiago FerreiraNo ratings yet
- Caixa Painel ElétricoDocument17 pagesCaixa Painel ElétricoengsergiomarquesNo ratings yet
- Esquema Dos CabosDocument1 pageEsquema Dos CabosengsergiomarquesNo ratings yet
- FO-CIV.732 - 0 - RELATÓRIO DE ATIVIDADES-Maio-19 SergioDocument1 pageFO-CIV.732 - 0 - RELATÓRIO DE ATIVIDADES-Maio-19 SergioengsergiomarquesNo ratings yet
- FO-CIV.732 - 0 - RELATÓRIO DE ATIVIDADES-Setembro-19 SergioDocument1 pageFO-CIV.732 - 0 - RELATÓRIO DE ATIVIDADES-Setembro-19 SergioengsergiomarquesNo ratings yet
- Solucoes Economicas para CalibracaoDocument32 pagesSolucoes Economicas para CalibracaoengsergiomarquesNo ratings yet
- Reforço Chapas Metálicas - VeoliaDocument1 pageReforço Chapas Metálicas - VeoliaengsergiomarquesNo ratings yet
- EimfmrcuecDocument5 pagesEimfmrcuecengsergiomarquesNo ratings yet
- Conversor Gatflow F Universal de Sinal para Medidor de Eletromagnético de Vazão - GAT - KDocument3 pagesConversor Gatflow F Universal de Sinal para Medidor de Eletromagnético de Vazão - GAT - KengsergiomarquesNo ratings yet
- FR 748 Qua 003 ADocument3 pagesFR 748 Qua 003 AengsergiomarquesNo ratings yet
- FO-CIV.732 - 0 - RELATÓRIO DE ATIVIDADES-Setembro-19 SergioDocument1 pageFO-CIV.732 - 0 - RELATÓRIO DE ATIVIDADES-Setembro-19 SergioengsergiomarquesNo ratings yet
- FO-CIV.732 - 0 - RELATÓRIO DE ATIVIDADES-Julho-19 SergioDocument1 pageFO-CIV.732 - 0 - RELATÓRIO DE ATIVIDADES-Julho-19 SergioengsergiomarquesNo ratings yet
- FO-CIV.732 - 0 - RELATÓRIO DE ATIVIDADES-Setembro-19 SergioDocument1 pageFO-CIV.732 - 0 - RELATÓRIO DE ATIVIDADES-Setembro-19 SergioengsergiomarquesNo ratings yet
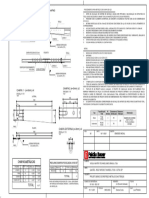
- Considerar Apoiado Nos Pilares (Ver Nota 13) : Banzo SuperiorDocument1 pageConsiderar Apoiado Nos Pilares (Ver Nota 13) : Banzo SuperiorengsergiomarquesNo ratings yet
- RumoDocument11 pagesRumoengsergiomarquesNo ratings yet
- Fornecimento e instalação de sistemas fotovoltaicosDocument169 pagesFornecimento e instalação de sistemas fotovoltaicosengsergiomarquesNo ratings yet
- NBR7549 - Arquivo para ImpressãoDocument32 pagesNBR7549 - Arquivo para ImpressãoengsergiomarquesNo ratings yet
- Estudo Do Efeito Da Fadiga e Recomendações para o Projeto de Pontes Rodoviárias em Estrutura MetálicaDocument8 pagesEstudo Do Efeito Da Fadiga e Recomendações para o Projeto de Pontes Rodoviárias em Estrutura MetálicaengsergiomarquesNo ratings yet
- NBR7000 - Arquivo para ImpressãoDocument20 pagesNBR7000 - Arquivo para ImpressãoengsergiomarquesNo ratings yet
- Carro Movido A ArDocument10 pagesCarro Movido A ArvrjrNo ratings yet
- Micro-Carros PpsDocument30 pagesMicro-Carros PpsengsergiomarquesNo ratings yet
- ANTIGOS CINEMAS DO RIO - PpsDocument33 pagesANTIGOS CINEMAS DO RIO - PpsengsergiomarquesNo ratings yet
- Ferrari2 PpsDocument11 pagesFerrari2 PpsengsergiomarquesNo ratings yet
- ParafusosDocument79 pagesParafusosFilipe Alberto MagalhaesNo ratings yet
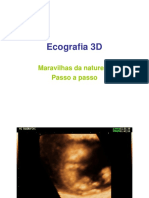
- Ecografia Passo A PassoDocument7 pagesEcografia Passo A PassoengsergiomarquesNo ratings yet
- FMP-056 Rev13 Qualificação Nivel 3 SNQC 2019Document1 pageFMP-056 Rev13 Qualificação Nivel 3 SNQC 2019engsergiomarquesNo ratings yet
- Humm Minuto - Aprenda A Fazer Uma Coxinha Cremosa de Camarão - 02-01-2018 - UOL Estilo de VidaDocument11 pagesHumm Minuto - Aprenda A Fazer Uma Coxinha Cremosa de Camarão - 02-01-2018 - UOL Estilo de VidaengsergiomarquesNo ratings yet
- As Cavernas de AjaDocument45 pagesAs Cavernas de AjaengsergiomarquesNo ratings yet
- TERAPIA DAS CONSTRUCOES - Aula 3 PDFDocument59 pagesTERAPIA DAS CONSTRUCOES - Aula 3 PDFengsergiomarquesNo ratings yet
- Ensaio Visual - TelecursoDocument7 pagesEnsaio Visual - TelecursoMaria Elvira Oliveira de JesusNo ratings yet
- Chave de nível flutuante para bomba de água M15-2Document1 pageChave de nível flutuante para bomba de água M15-2engsergiomarquesNo ratings yet
- Prova de Química 1 Ano - Ii BimestreDocument2 pagesProva de Química 1 Ano - Ii BimestreIngredy AianneNo ratings yet
- Catalogo JactorDocument40 pagesCatalogo JactorRodrigo OliveiraNo ratings yet
- Cura interna com resíduo de polímero e fibraDocument166 pagesCura interna com resíduo de polímero e fibrarwurdigNo ratings yet
- 1a Lei da TermodinâmicaDocument12 pages1a Lei da TermodinâmicaÉrica RamosNo ratings yet
- Introdução à energia solar: componentes da radiação e fabricação de células fotovoltaicasDocument19 pagesIntrodução à energia solar: componentes da radiação e fabricação de células fotovoltaicasPauloNo ratings yet
- TT Aula 02 - Mecanismos de Endurecimento e de Amaciamento 2013S02 PDFDocument36 pagesTT Aula 02 - Mecanismos de Endurecimento e de Amaciamento 2013S02 PDFnilnerNo ratings yet
- PLANILHA DE MATERIAIS PARA SISTEMA DE HIDRANTES E ALARMEDocument7 pagesPLANILHA DE MATERIAIS PARA SISTEMA DE HIDRANTES E ALARMEFúlvio DiasNo ratings yet
- Compostos de Coordenacao 09 10Document32 pagesCompostos de Coordenacao 09 10Andreia Weber100% (1)
- 03 EstruturaDocument22 pages03 EstruturaMariana GuedesNo ratings yet
- Espessura Dos Cordões de SoldaDocument15 pagesEspessura Dos Cordões de SoldaDouglas RamosNo ratings yet
- Refrigerantes e suas propriedades ideaisDocument14 pagesRefrigerantes e suas propriedades ideaisLuis CoutinhoNo ratings yet
- Purificação da água para laboratóriosDocument11 pagesPurificação da água para laboratóriosDaDa MartinsNo ratings yet
- Defeitos em TintasDocument14 pagesDefeitos em Tintasfabricio marchiNo ratings yet
- Prova1 QuimicaDocument20 pagesProva1 Quimicabielvbv100% (1)
- Relatório Aula Prática Química Analítica - Hidrólise Dos Sais e Solução TampãoDocument21 pagesRelatório Aula Prática Química Analítica - Hidrólise Dos Sais e Solução Tampãodigoo_07No ratings yet
- 05 - Fácies e Zonas MetamórficasDocument13 pages05 - Fácies e Zonas MetamórficasAumir SilvaNo ratings yet
- NR 20 - Bright Fispq Bti-0013 - PrataDocument4 pagesNR 20 - Bright Fispq Bti-0013 - PrataCPSSTNo ratings yet
- Avaliação On-Line 1 (AOL 1) - Tratamentos Termoquímicos e SuperficiaisDocument12 pagesAvaliação On-Line 1 (AOL 1) - Tratamentos Termoquímicos e SuperficiaisFabio RicardoNo ratings yet
- FT - Cera Auto Brilho StartDocument1 pageFT - Cera Auto Brilho StartIgor LacerdaNo ratings yet
- Monografia DOnaldo 2023print 3Document72 pagesMonografia DOnaldo 2023print 3DonaldoNo ratings yet
- Rochas EspeciaisDocument29 pagesRochas EspeciaisJefferson AlvesNo ratings yet
- Atividades - Distribuição EletrônicaDocument2 pagesAtividades - Distribuição Eletrônicamaadu0407No ratings yet
- Prova Escrita de Físic1Document5 pagesProva Escrita de Físic1Maria Correia Lima100% (1)
- GeoMineralogia e classificaçãoDocument200 pagesGeoMineralogia e classificaçãoJonathan SilvaNo ratings yet
- Projeto de muro de gabiãoDocument5 pagesProjeto de muro de gabiãoCamila FerreiraNo ratings yet
- Teorema de NortonDocument7 pagesTeorema de NortonBruno SantosNo ratings yet
- Tubos de aço galvanizadosDocument1 pageTubos de aço galvanizadosThomas Sinnhofer IzzoNo ratings yet
- Fundamentos de semicondutores e estrutura atômicaDocument25 pagesFundamentos de semicondutores e estrutura atômicaRhuan BuarqueNo ratings yet
- Evolução do Minério de Mn Lagoa D'anta BADocument216 pagesEvolução do Minério de Mn Lagoa D'anta BAklever_santosNo ratings yet
- Construções e Instalações Rurais - Aula 01Document84 pagesConstruções e Instalações Rurais - Aula 01HenriqueCCG100% (1)